
一种压铸机模板的表面处理工艺.pdf

猫巷****提格

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
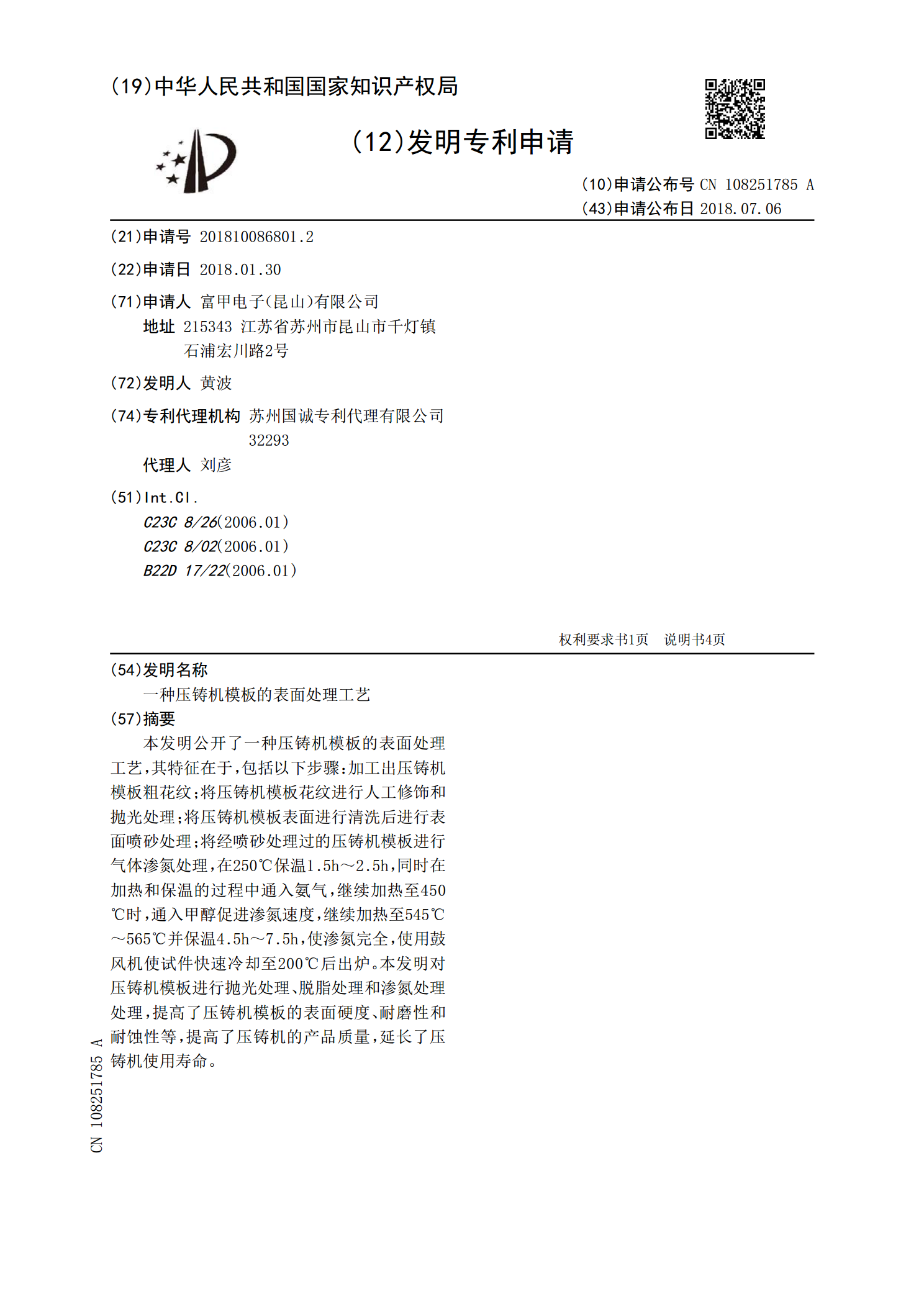
一种压铸机模板的表面处理工艺.pdf
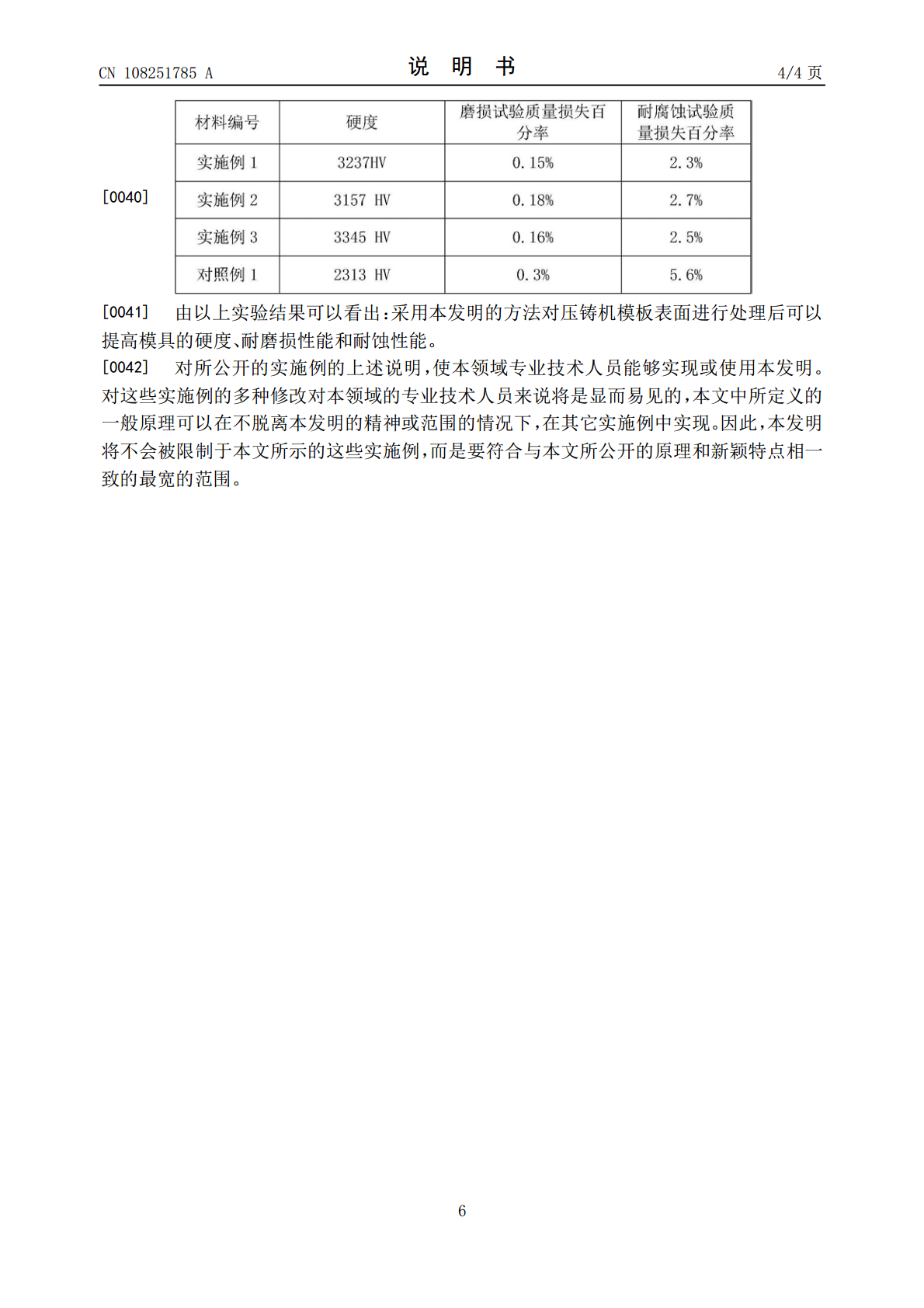
本发明公开了一种压铸机模板的表面处理工艺,其特征在于,包括以下步骤:加工出压铸机模板粗花纹;将压铸机模板花纹进行人工修饰和抛光处理;将压铸机模板表面进行清洗后进行表面喷砂处理;将经喷砂处理过的压铸机模板进行气体渗氮处理,在250℃保温1.5h~2.5h,同时在加热和保温的过程中通入氨气,继续加热至450℃时,通入甲醇促进渗氮速度,继续加热至545℃~565℃并保温4.5h~7.5h,使渗氮完全,使用鼓风机使试件快速冷却至200℃后出炉。本发明对压铸机模板进行抛光处理、脱脂处理和渗氮处理处理,提高了压铸机模
表面处理工艺模板.doc
电镀工艺1序言2常见镀种简况2.1镀锌2.2镀铜2.3镀镍2.4镀铬3合金电镀3.1高耐蚀锌合金电镀工艺3.1.1电镀锌-铁合金工艺及钝化处理3.1.2电镀锌-镍合金工艺及钝化处理3.2代铬工艺3.3玫瑰金电镀工艺3.4仿金电镀工艺3.5黑色镀层电镀工艺4电子电镀4.1PCB电镀简况4.1.1传统PCB电镀4.1.2直接电镀技术出现和发展4.1.3印制板电镀多个表面涂复工艺步骤实例4.1.4印制板电镀技术最新进展4.2电子元器件和接插件电镀4.2.1电子元器件和接插件电镀简况4.2.2微电子元器件电镀4.

设计工艺表面处理模板.docx
设计工艺“表面处理”表面立体印刷(水转印)WaterTransferPrinting水;转印/水转印贴花水转印加工通常适应各行各业,大致包含有塑料、尼龙、木质、铁、铝、铜、玻璃、电木、陶瓷、ABS、PC、PP、PVC、PU等。经过水转印加工后,产品会焕然一新,大大提升产品附加值,进而在同行业中更含有竞争力。能在多种塑料曲面披覆多种图案,如:桃木纹,大理石纹,碳纤维,CARBON〈卡夢〉,牛仔布,迷彩,设计纹等多种抽像色彩!!!水转印——是利用水压力和活化剂使水转印载体薄膜上剥离层溶解转移,基础步骤为:一)

一种钢结构表面处理及涂装的新工艺模板.doc
一个钢结构表面处理及涂装新工艺摘要:一个钢结构表面处理及涂装新工艺1序言伴随中国铁路运输几次大提速,对铁路机车车辆设计、生产水平要求也越来越高。产品升级换代成了各铁路机车车辆制造厂当务之急。机车车辆用钢结构设计越来越多地采取优质高性能钢板,传统钢结构表面处理及涂装工艺已经不能适应生产发展要求,迫切需要找到一个满足设计和工艺要求表面处理新工艺。2表面处理及涂装工艺关键点钢结构涂装前,为了使涂层和基体含有良好粘结性能,必需对待涂装钢材表面及周围区域进行预处理。首先,其表面必需洁净,不许可有灰尘、油污、水渍或其

一种表面处理工艺.pdf
本发明公开了一种表面处理工艺,包括依次进行的清洗工艺、喷涂工艺,喷涂工艺为蒸烤内胆陶瓷喷涂工艺或水槽纳米喷涂工艺,清洗工艺用于清洗工件,确保工件无残留污垢或油垢。喷涂工艺用于喷涂纳米陶瓷涂料、麦饭石涂料,使工件表面更稳定,更耐高温,不易发黄,而且更方便清洁。喷涂工艺为蒸烤内胆陶瓷喷涂工艺或水槽纳米喷涂工艺,提高了适用性。本发明通过上述设计,通过多工序及机器喷涂,提高了生产效率,并且使工件表面更稳定,更耐高温,不易发黄,更方便清洁。