
一种含铌钢种氮含量的控制方法.pdf

是你****盟主


1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种含铌钢种氮含量的控制方法.pdf
一种含铌钢种氮含量的控制方法,该方法是在转炉出钢前向空钢包中吹氩,使得出钢过程钢水流和钢水面始终处于氩气气氛中,由于氩气将钢水与空气隔绝,故而减少钢水对空气中氮的吸收,从而有效的控制钢水中氮的含量;与现有的技术相比,本发明的有益效果是:一种含铌钢种氮含量的控制方法,大大降低了含铌钢种在转炉出钢过程的增氮量,为后面精炼工序减轻处理钢水的压力,避免钢水中氮含量超标,减少连铸坯角部裂纹,降低连铸坯下线清理角部成本,提高连铸坯热送率。
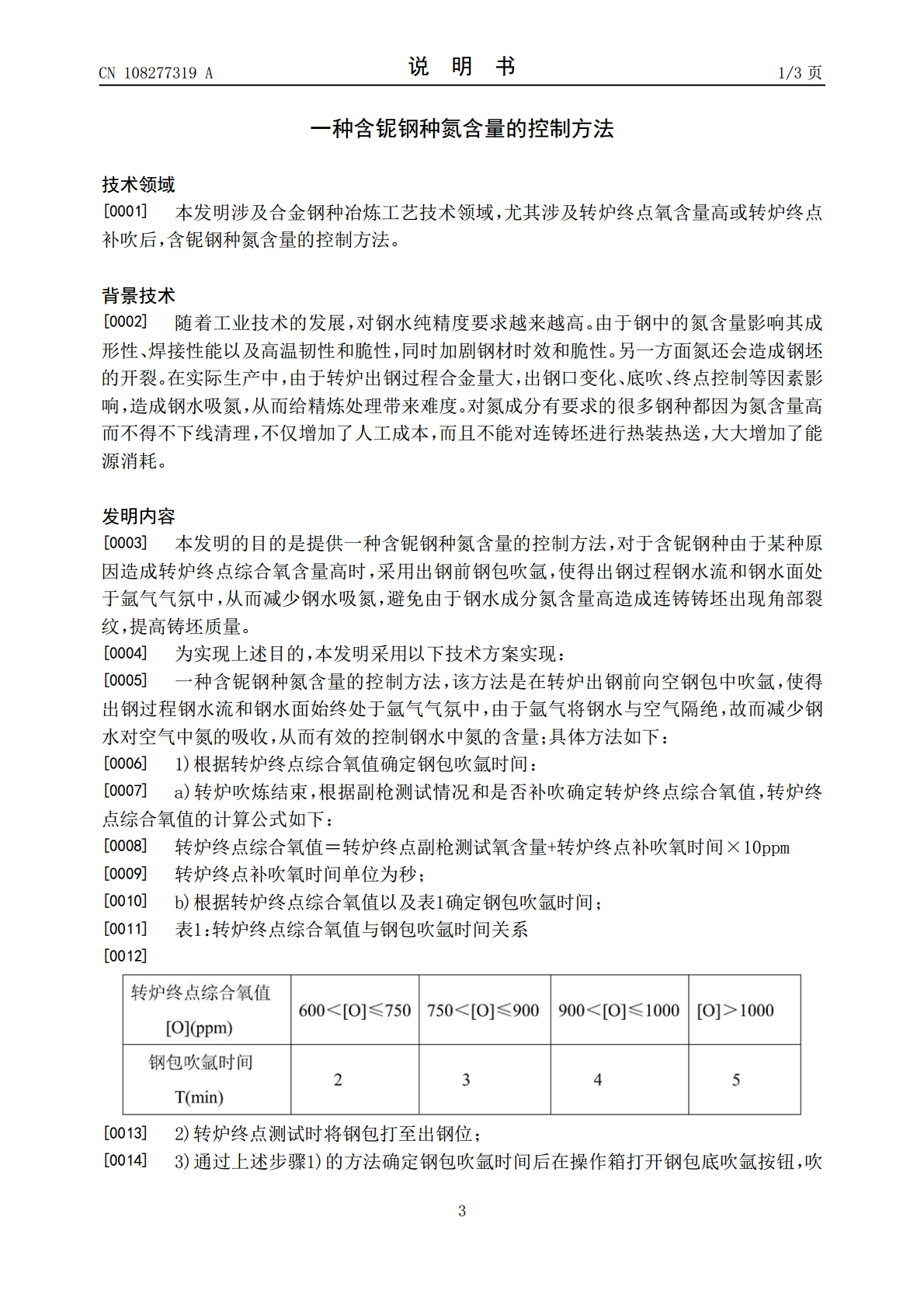
一种精准控制含钒钢种氮含量的生产方法.pdf
本发明属于炼钢技术领域,具体涉及一种精准控制含钒钢种氮含量的生产方法,包括转炉、精炼、连铸工序;转炉工序中,根据转炉出钢碳含量不同,制定不同的脱氧剂加入标准;精炼工序中,固定精炼渣加入种类及数量,根据生产钢种是否配加硅锰球,采用不同的顶渣加入方式,顶渣加入量根据现场实际情况适当微调;精炼工序底吹控制采用氮氩切换方式,根据钢中氮含量控制目标不同,氮氩切换时间按4‑12分钟进行设定。通过合理控制转炉出钢脱氧工艺、精炼造渣工艺以及精炼底吹工艺,充分利用氮的固溶强化、细晶强化以及钒的析出强化作用,显著提高了钒钢的

一种含氮非含硫钢种氮成分控制方法.pdf
本发明公开了一种含氮非含硫钢种氮成分控制方法,包括如下步骤:(1)转炉冶炼,转炉底吹气全程采用氮气,对钢水进行吹氮处理;(2)LF炉处理,在LF炉冶炼终点时根据钢水中的硫含量补喂硫磺线,控制硫质量百分含量为0.008~0.015%;(3)RH炉处理,采用氮气作为真空提升气体,破空后取样分析氮含量,根据氮含量补喂氮线,直到达到钢种氮成分要求范围。本发明通过在LF冶炼终点补喂硫磺线确保钢种中保持了较高的硫含量,提高了含氮非含硫钢种的固氮效果,降低了真空过程的脱氮率,使钢中的氮含量达到120‑200ppm,氮含

一种精确控制含氮钢种氮含量的RH吹氮气合金化工艺.pdf
本发明公开了一种精确控制含氮钢种氮含量的RH吹氮气合金化工艺,包括:将脱硫铁水和废钢转炉冶炼,顶吹氧气,底吹氮气;钢水依次进行LF精炼、RH真空精炼,RH采用机械泵真空系统,具体为:将RH环流气体进行氩/氮切换,氮气流量90~150Nm

一种适合于氮含量较高钢种的RH增氮方法.pdf
本发明提供了一种适合于氮含量较高钢种的RH增氮方法,在RH真空脱气环节,达到该钢种脱真空工艺要求后,逐步降低真空泵抽气强度、降低钢水极限真空度在20‑35kpa,至钢水恰好仍能循环,于真空斗中加入氮化合物,钢水循环1次后,关闭真空泵,破真空,破真空后进行5min以上的钢包底吹氩。使用本发明的RH增氮方法,对RH使用氮化合金前、后进行取样分析,氮化合金氮元素的回收率稳定在40%‑50%范围内,较为精确,且回收率较稳。