
一种基于切削刀具的复合涂层制备工艺.pdf

玉怡****文档


1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于切削刀具的复合涂层制备工艺.pdf
本发明公开一种基于切削刀具的复合涂层制备工艺,包括将切削刀具依次进行清洗前处理以及脱钴预处理,并清洗后吹干待用;将待用的切削刀具放入CVD金刚石沉积炉中,然后将CVD金刚石沉积炉抽真空,再按照CH
一种基于加工刀具的复合涂层制备工艺.pdf
本发明公开一种基于加工刀具的复合涂层制备工艺,将加工刀具进行预处理后吹干,将其放入金刚石沉积炉中,炉内抽真空,调节CH
一种复合式涂层PCBN切削刀具.pdf
本发明涉及刀具技术领域,具体的说是一种复合式涂层PCBN切削刀具,包括机壳,机壳顶部套接有转轴,转轴下端套接移动机构,移动机构中部连接有支杆,支杆下端连接有推动机构,推动机构外围设置有减震机构,减震机构下端设置有夹紧机构,夹紧机构底部连接有拉杆,拉杆中部对称设置底座,电机接通电源开始工作,然后电机带动转轴,转轴旋转带动套环,使得套环上的主齿带动副齿向下移动,由于副齿可以在主齿上可以进行上下滚动啮合,由于副齿时固定在外框上,副齿的啮合传动就能够从转轴上传递的动力传递到外框,随着外框下方中部的两根刀头向下移动

刀具TiN涂层工艺与切削试验.docx
刀具TiN涂层工艺与切削试验刀具TiN涂层工艺与切削试验摘要:刀具涂层技术在切削加工领域中扮演着至关重要的角色,因为它可以提供刀具表面的硬度、耐磨性和抗氧化性能。本论文主要研究了刀具TiN涂层工艺及其在切削试验中的应用。首先,我们介绍了刀具涂层技术及其在切削加工中的作用。然后,我们详细介绍了TiN涂层工艺的制备过程,并对制备参数进行了探讨。最后,我们进行了一系列切削试验,评估了刀具TiN涂层的切削性能。试验结果表明,刀具TiN涂层可以显著改善切削过程中的刀具寿命和加工质量。关键词:刀具涂层;TiN涂层;制
一种带涂层的切削刀具及其制备方法.pdf
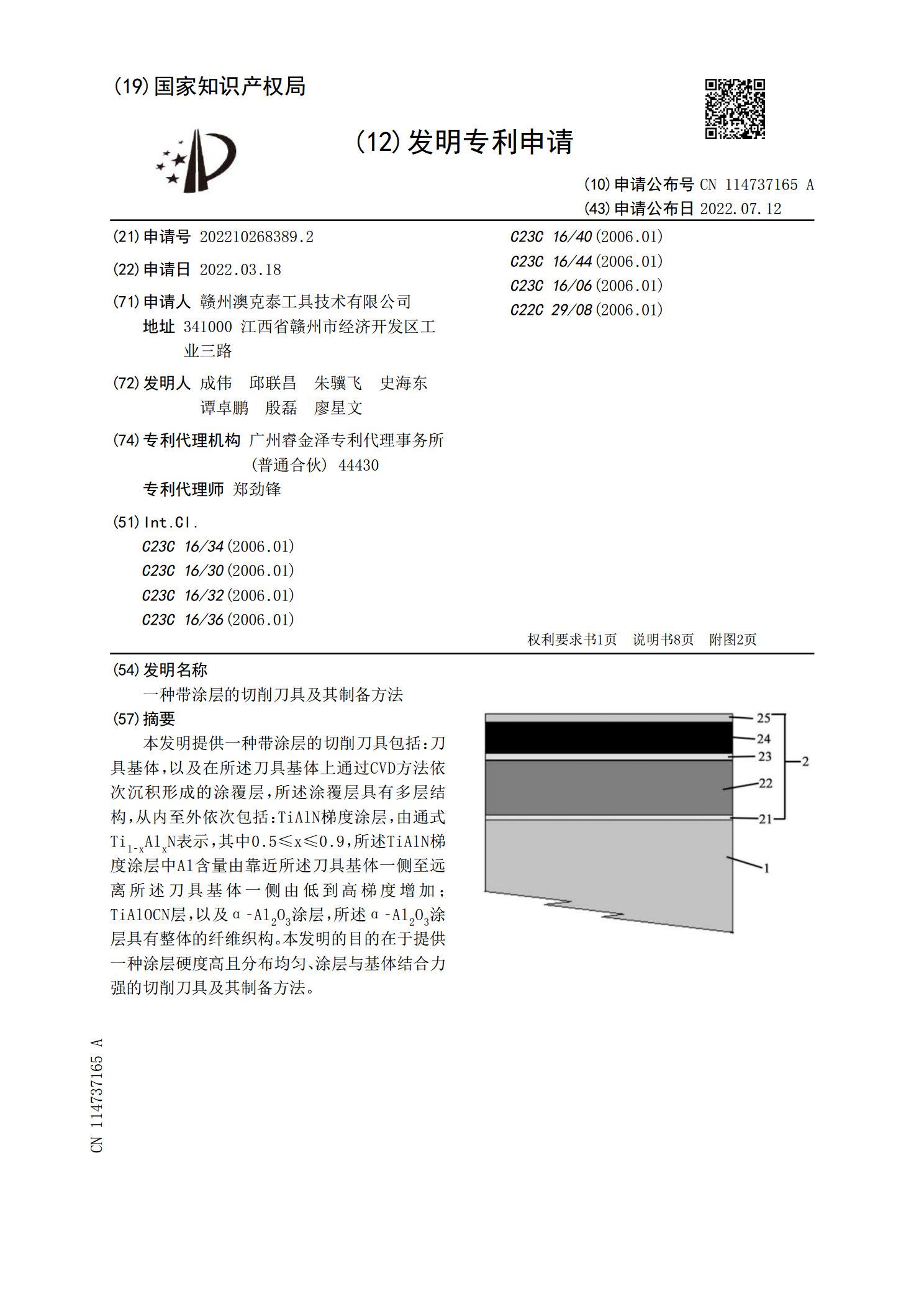
本发明提供一种带涂层的切削刀具包括:刀具基体,以及在所述刀具基体上通过CVD方法依次沉积形成的涂覆层,所述涂覆层具有多层结构,从内至外依次包括:TiAlN梯度涂层,由通式Ti<base:Sub>1?x</base:Sub>Al<base:Sub>x</base:Sub>N表示,其中0.5≤x≤0.9,所述TiAlN梯度涂层中Al含量由靠近所述刀具基体一侧至远离所述刀具基体一侧由低到高梯度增加;TiAlOCN层,以及α?Al<base:Sub>2</base:Sub>O<base:Sub>3</base:S