
气动伺服控制系统及张力稳定装置.pdf

茂学****23


1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

气动伺服控制系统及张力稳定装置.pdf
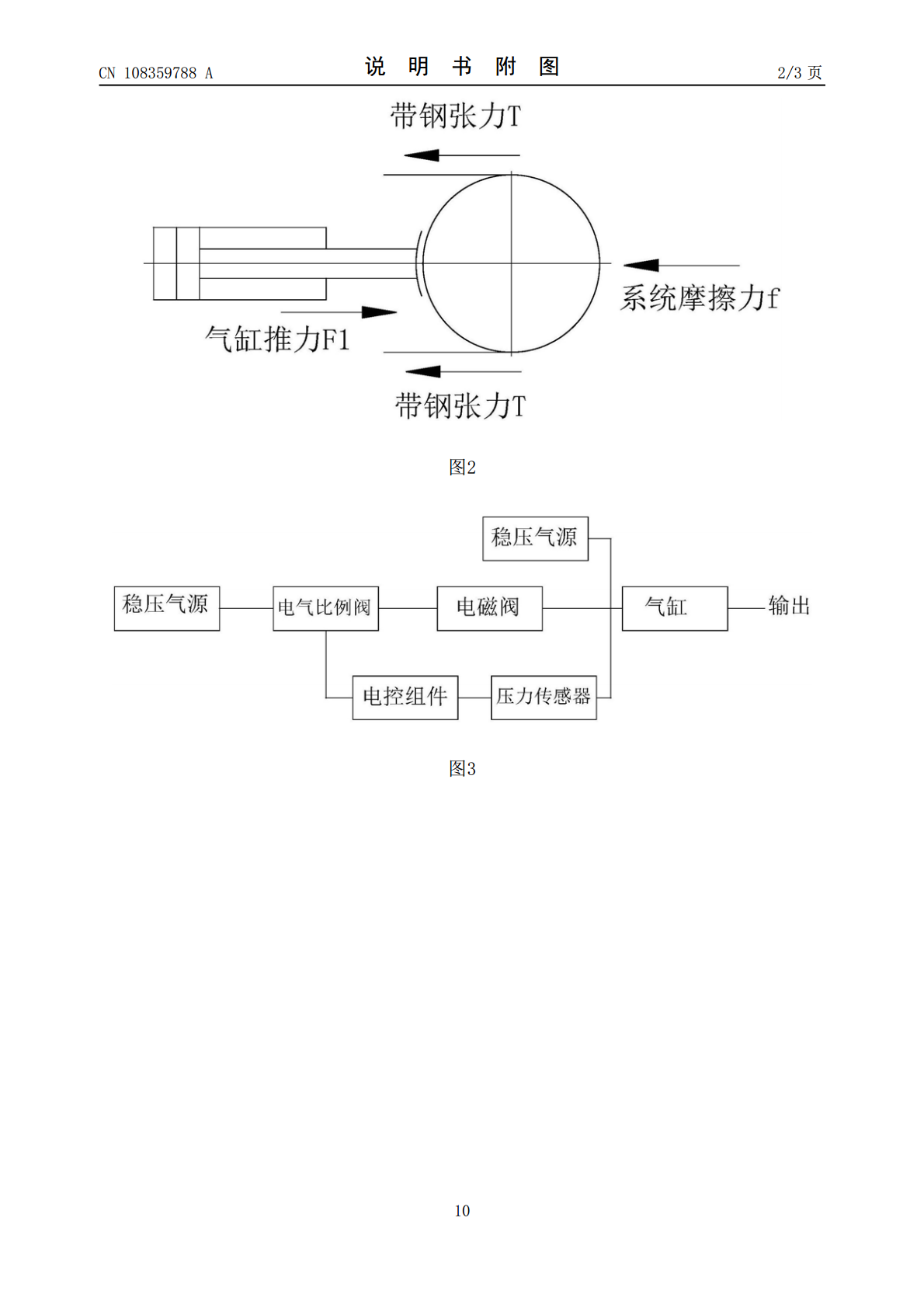
本发明涉及一种气动伺服控制系统及张力稳定装置,属于冷轧带钢热处理技术领域。气动伺服控制系统,应用于稳定带钢的炉前张力,包括增压阀、第一稳压气罐、第一电磁阀、电气比例阀、先导式电磁阀、第二电磁阀、第二稳压气罐及气缸,增压阀与进气气源连接;进气气源与增压阀之间设置有连接管路,连接管路分别与进气气源和电气比例阀连通,第二电磁阀与第二稳压气罐位于先导式电磁阀和气缸的气路上。此气动伺服控制系统能够迅速平抑带钢张力波动,提高带钢张力控制的精度和稳定性,从而提高产品质量,又因为此气动伺服控制系统参与机组主控,能够根据机

气动张力控制装置.pdf
一种气动张力控制装置,它包括机架,设置在机架前方的的第一导纱辊,安装在机架内的左、右气缸,左、右气缸的活塞杆与气缸同步轴连接,气缸同步轴两端分别通过链条接头悬挂在位于气缸同步轴两侧的左、右气缸链条上,左、右气缸链条与左、右上下小链轮形成封闭的气缸传动链;张力辊两端轴头分别通过链条接头悬挂于左、右张力辊链条上,左、右张力辊链条与左、右上下大链轮形成封闭的张力辊传动链,左、右上下大链轮与左、右上下小链轮分别安装于上、下链轮同步轴两端,上下链轮同步轴两端分别通过轴承座与左、右墙板连接;在张力辊后上方、上链轮同步

气动张力控制系统的建模与仿真.docx
气动张力控制系统的建模与仿真摘要:本文简单介绍了张力控制的相关知识及气动张力控制系统的组成及工作原理,并对张力控制系统的收卷控制部分进行了数学建模与仿真。建立了比例压力阀控缸开环系统的简化模型,采用PID控制方法,在Matlab仿真平台进行系统模型仿真,得到了系统仿真曲线。关键词:张力控制气动比例控制系统建模与仿真近年来,气动技术以其自身独特的传动方式和优点,如清洁、结构简单、气体来源充足和成本相对较低,已在工业自动化领域广泛应用。将气动技术应用于恒张力控制系统已成为一个重要研究领域,PID控制,现代控制

气动张力控制系统的建模与仿真.docx
气动张力控制系统的建模与仿真摘要:本文简单介绍了张力控制的相关知识及气动张力控制系统的组成及工作原理,并对张力控制系统的收卷控制部分进行了数学建模与仿真。建立了比例压力阀控缸开环系统的简化模型,采用PID控制方法,在Matlab仿真平台进行系统模型仿真,得到了系统仿真曲线。关键词:张力控制气动比例控制系统建模与仿真近年来,气动技术以其自身独特的传动方式和优点,如清洁、结构简单、气体来源充足和成本相对较低,已在工业自动化领域广泛应用。将气动技术应用于恒张力控制系统已成为一个重要研究领域,PID控制,现代控制
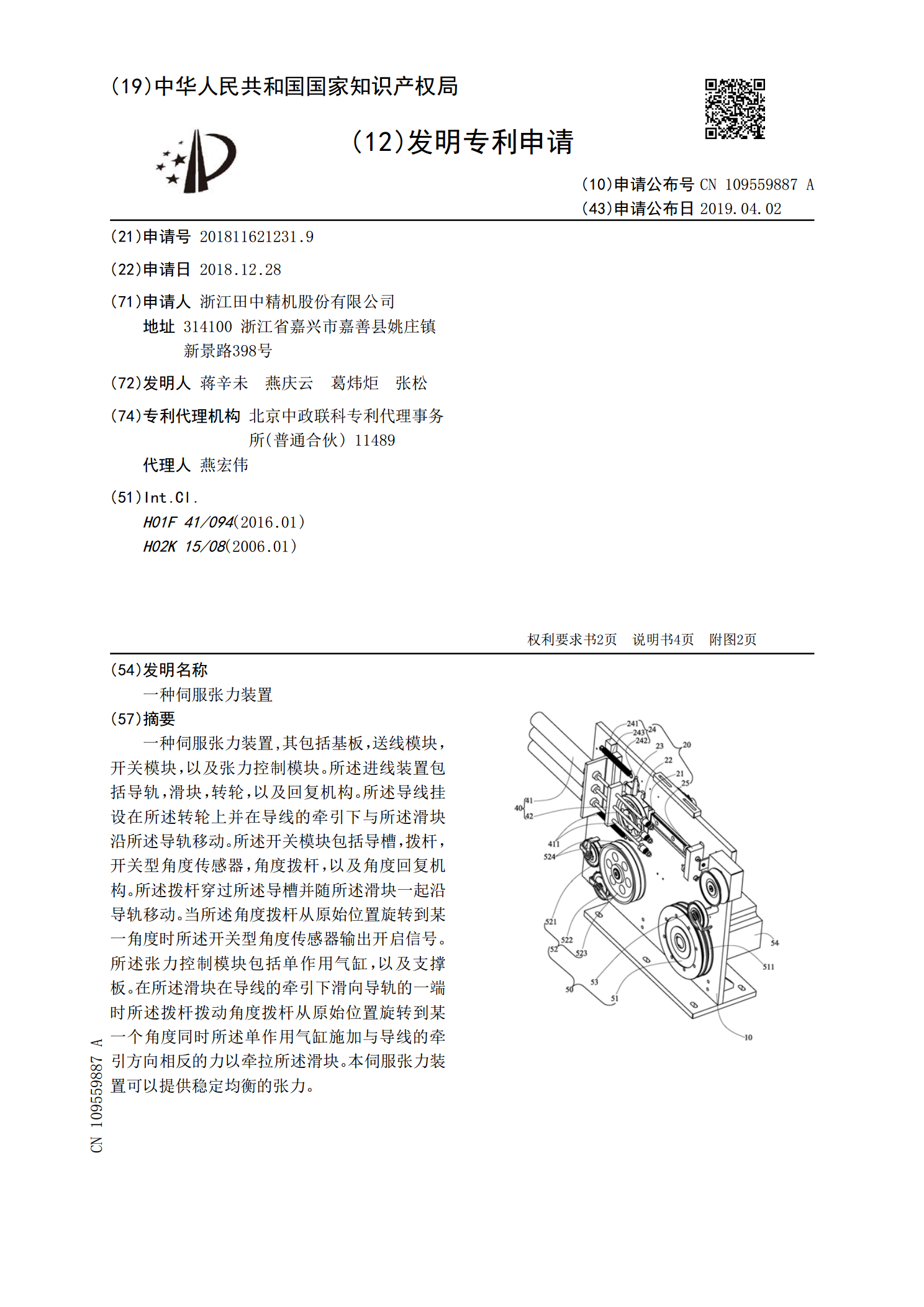
一种伺服张力装置.pdf
一种伺服张力装置,其包括基板,送线模块,开关模块,以及张力控制模块。所述进线装置包括导轨,滑块,转轮,以及回复机构。所述导线挂设在所述转轮上并在导线的牵引下与所述滑块沿所述导轨移动。所述开关模块包括导槽,拨杆,开关型角度传感器,角度拨杆,以及角度回复机构。所述拨杆穿过所述导槽并随所述滑块一起沿导轨移动。当所述角度拨杆从原始位置旋转到某一角度时所述开关型角度传感器输出开启信号。所述张力控制模块包括单作用气缸,以及支撑板。在所述滑块在导线的牵引下滑向导轨的一端时所述拨杆拨动角度拨杆从原始位置旋转到某一个角度同