
一种新能源汽车电机壳的冲压工艺.pdf

慧红****ad


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新能源汽车电机壳的冲压工艺.pdf
本发明公开了一种新能源汽车电机壳的冲压工艺,包括步骤:(1)、坯料软化:铝合金坯料正火炉加热软化;拉伸、一次冲压:热环境下用牵引机对坯料进行拉伸,再将毛坯料通入凹模、凸模之间冲压,形成粗坯料;二次冲压:在保温条件下,粗坯料送去凹模、凸模之间加工,形成精坯料;淬火:对精坯料淬火;热处理:对精坯料进行T4热处理;精细化处理:对精坯料精铣底脚面,去毛刺,外表面打磨,得新成品。本发明的工艺一改传统的电机壳制造工艺,得到的成品铝合金电机壳机械性能优异,强度比对应传统牌号铝合金提高10%以上,富有韧性,表面耐磨,质轻

(精品)新能源汽车电机基本工艺.ppt
新能源汽车电机装配工艺简要说明测试项目1、电阻测量:主相电阻,副相电阻。2、耐压测量:测量绕组跟外壳之间的漏电流。3、绝缘测量:线圈-外壳之间的漏电流测量时间可调
一种新能源汽车冲压件生产用冲压模具及其冲压工艺.pdf
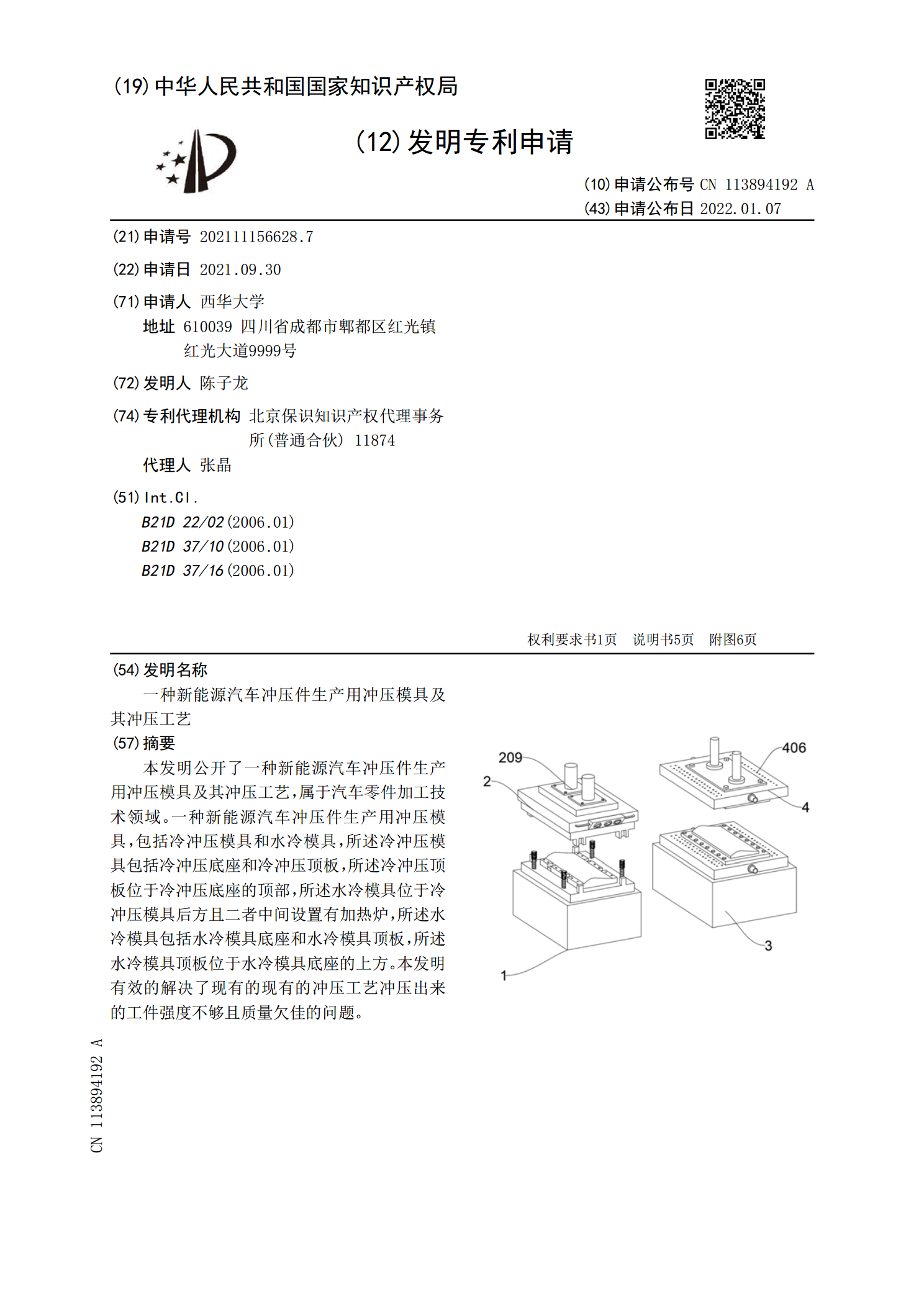
本发明公开了一种新能源汽车冲压件生产用冲压模具及其冲压工艺,属于汽车零件加工技术领域。一种新能源汽车冲压件生产用冲压模具,包括冷冲压模具和水冷模具,所述冷冲压模具包括冷冲压底座和冷冲压顶板,所述冷冲压顶板位于冷冲压底座的顶部,所述水冷模具位于冷冲压模具后方且二者中间设置有加热炉,所述水冷模具包括水冷模具底座和水冷模具顶板,所述水冷模具顶板位于水冷模具底座的上方。本发明有效的解决了现有的现有的冲压工艺冲压出来的工件强度不够且质量欠佳的问题。

汽车电机外壳冲压工艺及模具设计.doc
济南大学毕业设计--1前言模具是成型不同形状的一种特殊装置,由于物品所采用的材料不同,模具成型的方法也是方法各异,一般将模具成型分为冲压成型、压铸成型、注塑成型、吹塑成型、橡胶模具成型和玻璃模具。模具在汽车行业、家用电器、冶金机床行业等机械制造行业中占有极其重要的作用。模具生产和机械切削加工相比具有材料利用率高,能耗低,生产效率高,周期短和成本低等特点。从20世纪80年代开始,在发达国家的模具行业,已经从机床行业中分离出来了,并发展成为一种独立的行业部门,其年产值已经超过机

汽车电机盖冲压工艺及模具设计.docx
1前言1.1国内外模具研究现状冲压模具发展现状:改革开放以来我国的经济进入高速发展的时期,带动了模具市场的发展以及需求。近年模具行业一直以15%左右的增速在发展。国内专业模具厂也如雨后春笋般的建立成长起来。“模具之乡”—浙江宁波和黄岩地区是近年我国模具生产规模最大的两个地方;广东地区也掀起了开建模具厂的浪潮;诸如康佳集团等厂纷纷建立了模具制造中心;中外合资或者外商独资的模具企业现也有近几千家。近年来,我国冲压模具生产水平提高很大。冲压模具单套重量可达50多吨的模具;国内也能生产为中档轿车配套的覆盖件模具;