
高铬耐磨铸铁件的旋转喷雾淬火工艺.pdf

猫巷****盟主

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高铬耐磨铸铁件的旋转喷雾淬火工艺.pdf
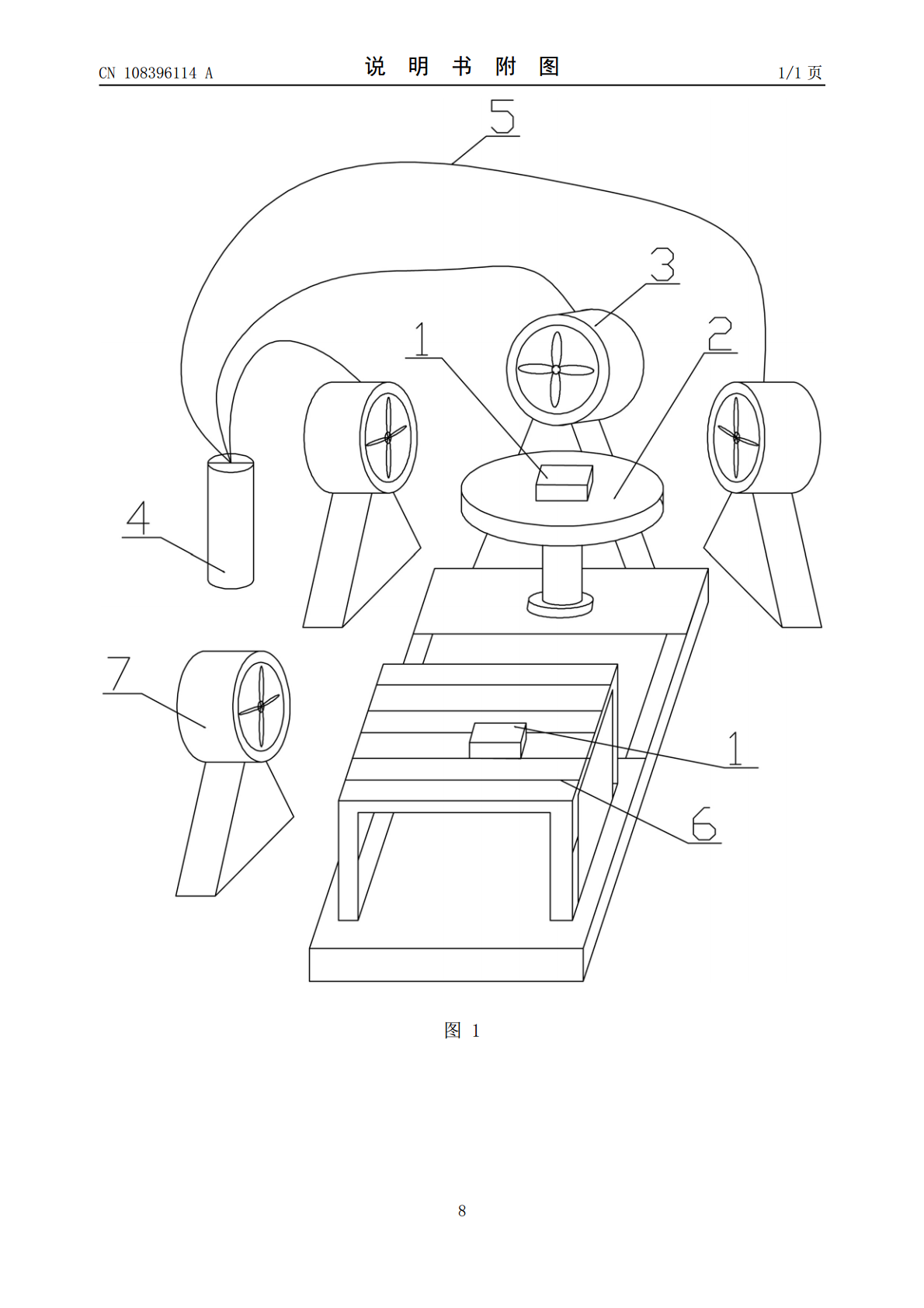
本发明提供了高铬耐磨铸铁件的旋转喷雾淬火工艺,它包括以下步骤:第一步:将待淬火的铸造工件放置于高温炉内进行加热升温,并保温一段时间;第二步:将第一步中的高温铸造工件放置于旋转工作台上;第三步:启动旋转工作台,通过旋转工作台带动铸造工件高速旋转;第四步:启动位于旋转工作台侧面的喷雾装置;并通过供水装置以及供水管给喷雾装置进行供水;第五步:通过喷雾装置将雾化之后的水喷向旋转的铸造工件表面,对铸造工件进行急冷处理;第六步:将第五步中急冷处理的铸造工件转移到风冷机架上;第七步:启动风冷机,通过风冷机对已经急冷处理

高铬耐磨铸铁件旋转喷雾淬火装置及方法.pdf
本发明提供了高铬耐磨铸铁件旋转喷雾淬火装置及方法,它包括基座,所述基座的顶部均布设置有多个转盘支撑组件,所述转盘支撑组件的顶部支撑有旋转盘装置,所述旋转盘装置与其底部的旋转动力装置相连,并驱动旋转盘装置旋转;在旋转盘装置的侧面设置有第一支撑架装置,所述第一支撑架装置的顶部可调节的安装有多个用于喷雾的喷雾装置,所述喷雾装置通过供水管与水源相连。此设备能够实现高铬铸造件整体淬火工艺过程,替代传统的人工淬火控制方式,进而提高了工作效率,优化了淬火工艺过程;同时大大提高了铸件的质量,降低了不合格产品率,大大的增强
一种高铬轧辊喷雾淬火加工工艺.pdf
本发明公开了一种高铬轧辊喷雾淬火加工工艺,包括以下步骤,A、清理轧辊表面的油污,B、检查轧辊辊面和端面是否存在铸造缺陷;C、在预热炉中对轧辊进行加热,加热完成后将轧辊转入差温炉中进行差温加热;D、轧辊装入喷淬机,调整喷淬机中承载小车的位置及轧辊旋转装置的位置,用承载小车将轧辊从差温炉中承接下来,使喷淬机的喷嘴对准轧辊辊身;D、启动气泵,对轧辊进行吹风,启动水泵半分钟;E、开始喷雾,在喷雾过程中检查设备运行状态,保证设备正常运行,时时清除轧辊辊身的氧化皮;关闭水泵和气泵,淬火完成。本发明符合高铬轧辊的热处理

高铬耐磨铸铁件在我矿的应用.docx
高铬耐磨铸铁件在我矿的应用高铬耐磨铸铁件在矿业应用中的意义摘要:高铬耐磨铸铁件是在矿业生产中广泛应用的一种材料,它具有优异的耐磨性能和长寿命,能够有效地提高矿石破碎设备的使用寿命和生产效率。本文以我矿为例,介绍了高铬耐磨铸铁件的应用领域、性能特点和优势,并分析了其在矿业生产中的重要作用,以及存在的问题和发展趋势。最后提出了推广和应用高铬耐磨铸铁件的建议。1.绪论高铬耐磨铸铁件是一种新型的高硬质合金材料,具有极高的硬度、耐磨性和热稳定性,广泛应用于矿山、冶金、电力、水泥等工业领域。在我矿的矿石破碎设备中,经
一种高铬耐磨球恒温盐浴淬火工艺.pdf
本发明提供一种高铬耐磨球恒温盐浴淬火工艺,操作步骤如下:1)将成型的高铬耐磨球,放置在高温炉中,升温至510-550℃;2)将步骤1)的高铬耐磨球继续升温至660-710℃,保温70-100分钟;3)将步骤2)的高铬耐磨球在高温炉中取出,放置在280-290℃的盐浴锅内用盐浴原料进行盐浴操作,并保温2-2.5小时;4)将步骤3)处理后的高铬耐磨球进行取出,再进行漂洗、干燥操作;5)将步骤4)处理后的高铬耐磨球在放置于高温炉中进行升温。6)将步骤5)操作后的高铬耐磨球进行取出进行空冷操作,即可。整个淬火工艺