
加热炉加热方法和加热炉加热系统.pdf

书生****22

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
加热炉加热方法和加热炉加热系统.pdf
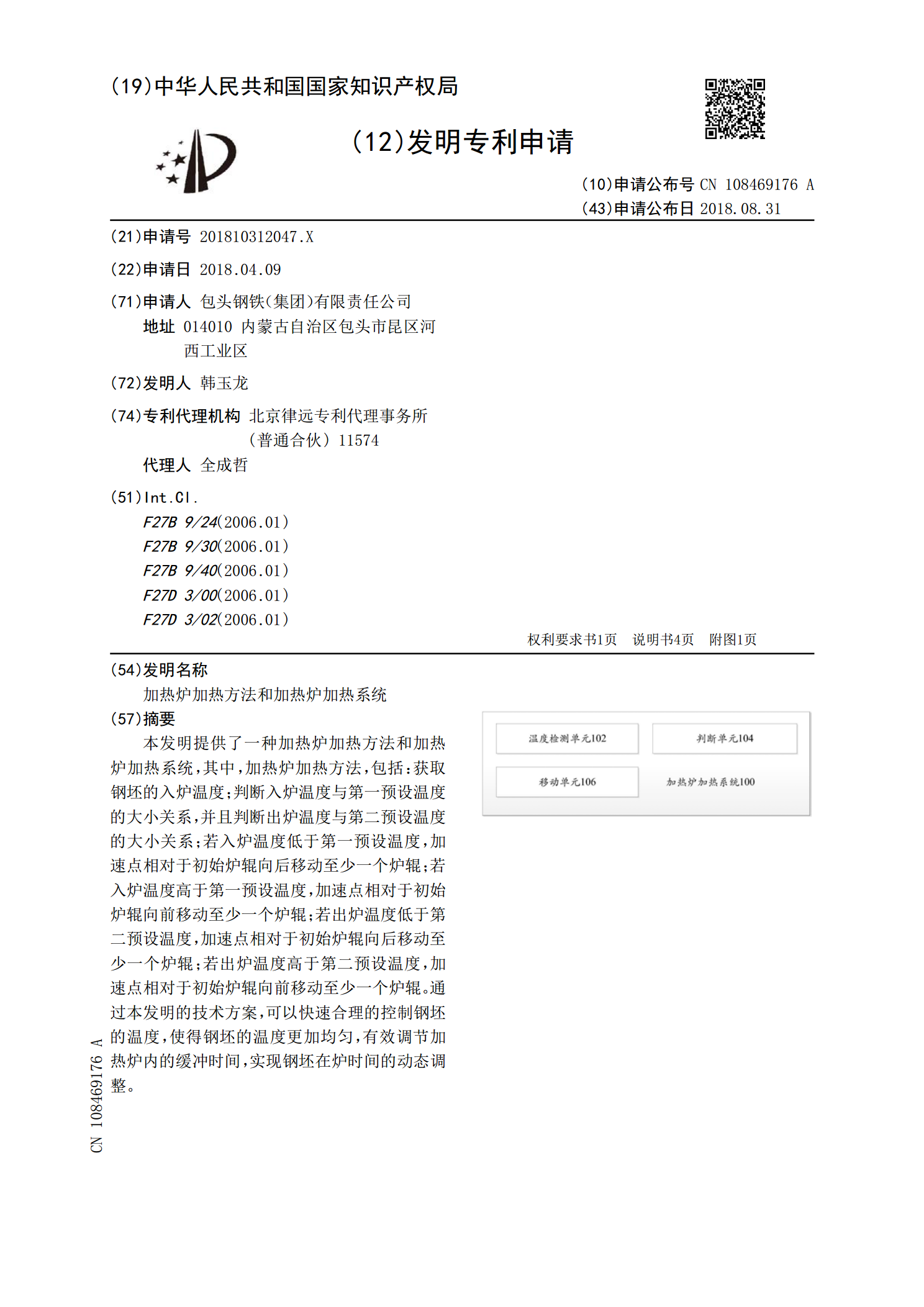
本发明提供了一种加热炉加热方法和加热炉加热系统,其中,加热炉加热方法,包括:获取钢坯的入炉温度;判断入炉温度与第一预设温度的大小关系,并且判断出炉温度与第二预设温度的大小关系;若入炉温度低于第一预设温度,加速点相对于初始炉辊向后移动至少一个炉辊;若入炉温度高于第一预设温度,加速点相对于初始炉辊向前移动至少一个炉辊;若出炉温度低于第二预设温度,加速点相对于初始炉辊向后移动至少一个炉辊;若出炉温度高于第二预设温度,加速点相对于初始炉辊向前移动至少一个炉辊。通过本发明的技术方案,可以快速合理的控制钢坯的温度,使
加热炉系统和用于操作加热炉的方法.pdf
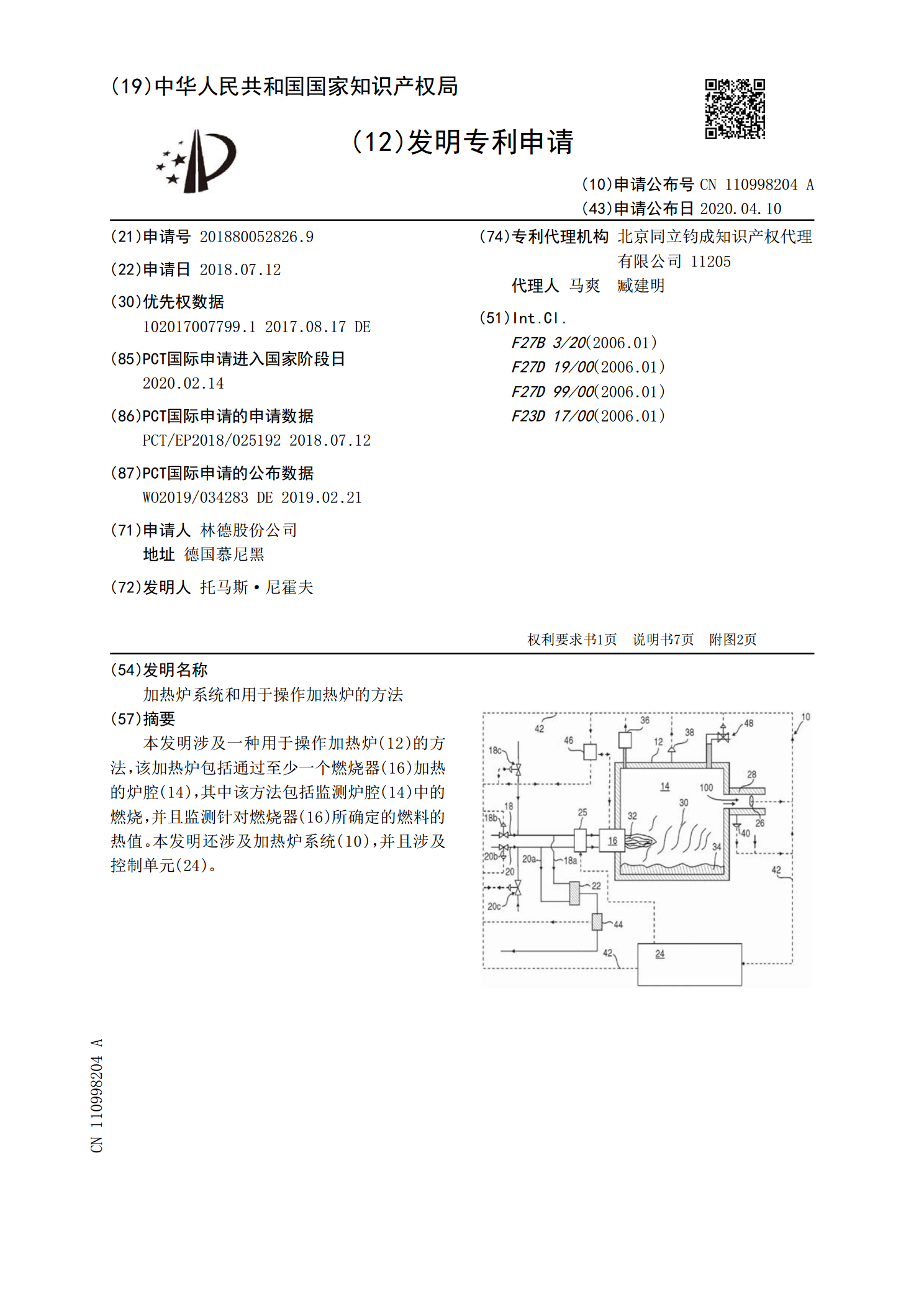
本发明涉及一种用于操作加热炉(12)的方法,该加热炉包括通过至少一个燃烧器(16)加热的炉腔(14),其中该方法包括监测炉腔(14)中的燃烧,并且监测针对燃烧器(16)所确定的燃料的热值。本发明还涉及加热炉系统(10),并且涉及控制单元(24)。
微波加热炉的温度控制方法、系统和微波加热炉.pdf
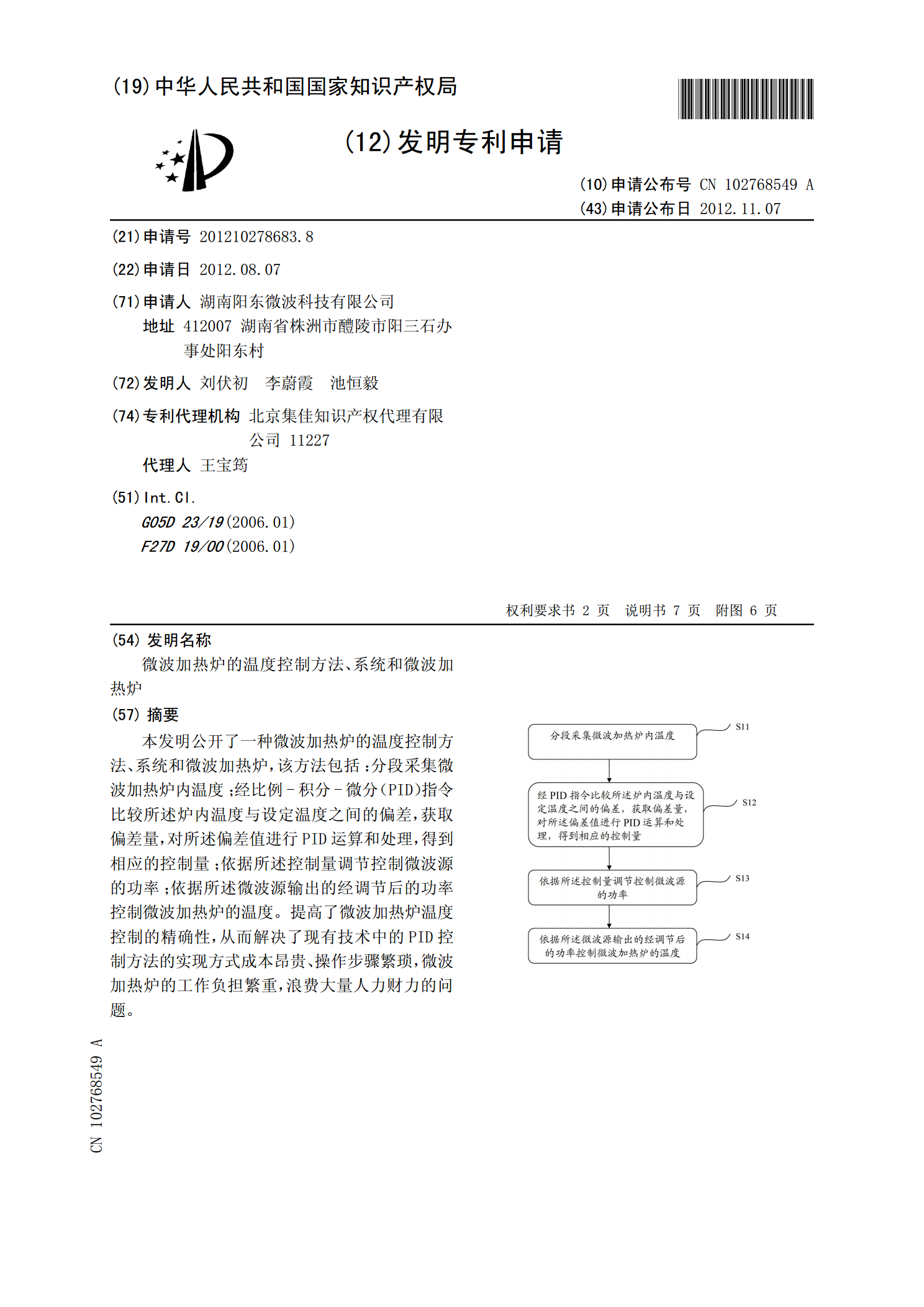
本发明公开了一种微波加热炉的温度控制方法、系统和微波加热炉,该方法包括:分段采集微波加热炉内温度;经比例-积分-微分(PID)指令比较所述炉内温度与设定温度之间的偏差,获取偏差量,对所述偏差值进行PID运算和处理,得到相应的控制量;依据所述控制量调节控制微波源的功率;依据所述微波源输出的经调节后的功率控制微波加热炉的温度。提高了微波加热炉温度控制的精确性,从而解决了现有技术中的PID控制方法的实现方式成本昂贵、操作步骤繁琐,微波加热炉的工作负担繁重,浪费大量人力财力的问题。
加热炉系统及加热炉设备.pdf
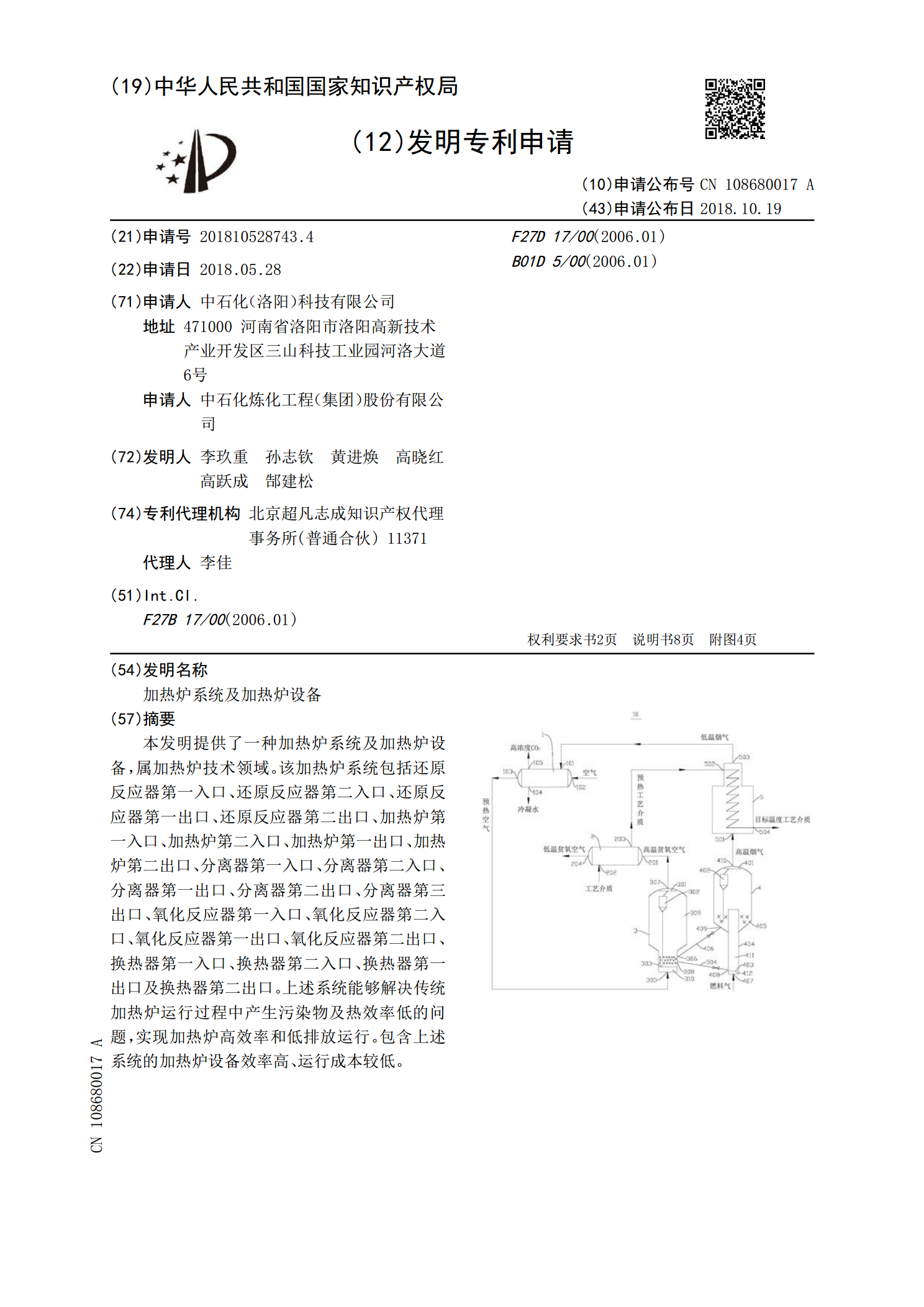
本发明提供了一种加热炉系统及加热炉设备,属加热炉技术领域。该加热炉系统包括还原反应器第一入口、还原反应器第二入口、还原反应器第一出口、还原反应器第二出口、加热炉第一入口、加热炉第二入口、加热炉第一出口、加热炉第二出口、分离器第一入口、分离器第二入口、分离器第一出口、分离器第二出口、分离器第三出口、氧化反应器第一入口、氧化反应器第二入口、氧化反应器第一出口、氧化反应器第二出口、换热器第一入口、换热器第二入口、换热器第一出口及换热器第二出口。上述系统能够解决传统加热炉运行过程中产生污染物及热效率低的问题,实现
一种加热炉和加热炉系统.pdf
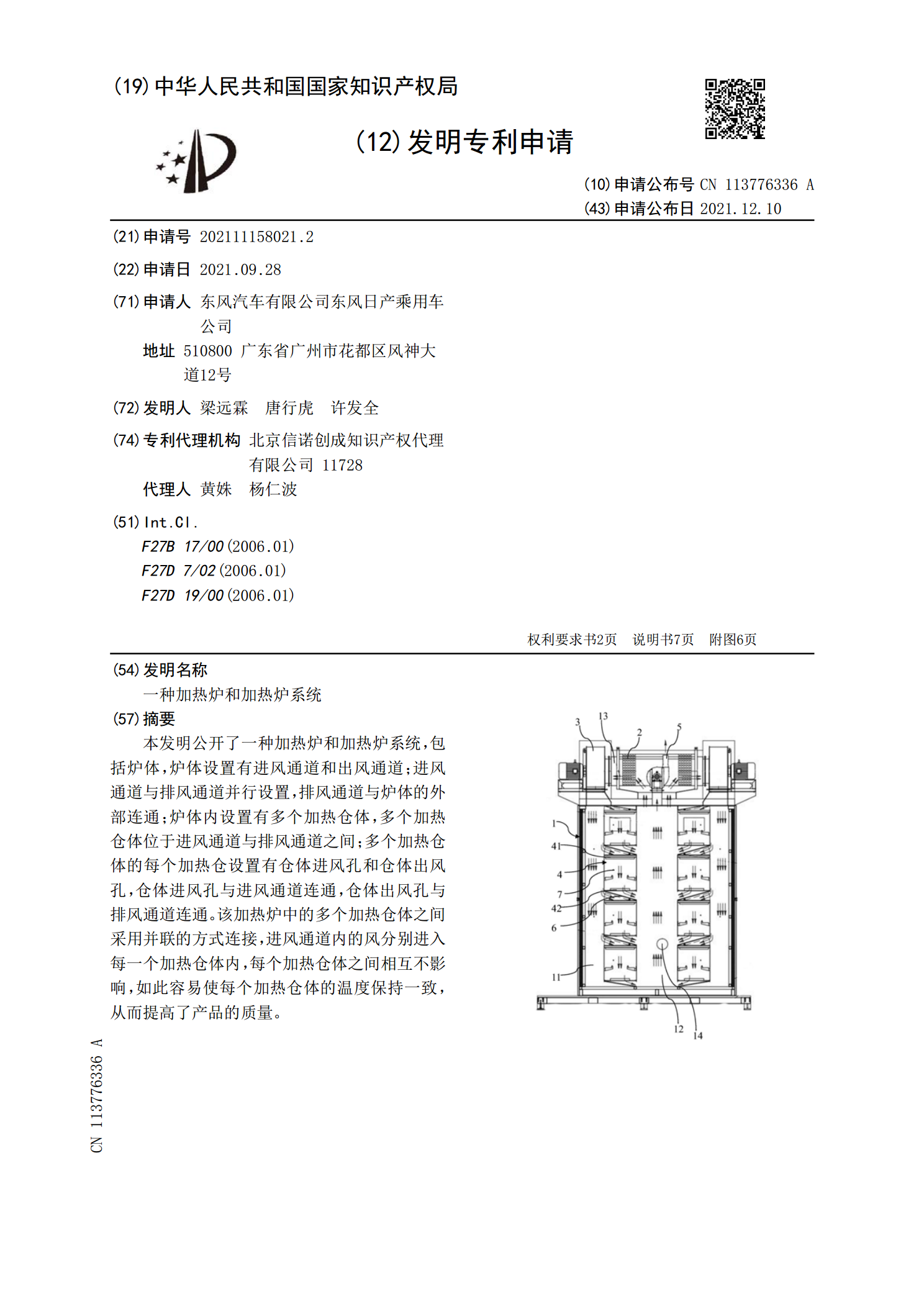
本发明公开了一种加热炉和加热炉系统,包括炉体,炉体设置有进风通道和出风通道;进风通道与排风通道并行设置,排风通道与炉体的外部连通;炉体内设置有多个加热仓体,多个加热仓体位于进风通道与排风通道之间;多个加热仓体的每个加热仓设置有仓体进风孔和仓体出风孔,仓体进风孔与进风通道连通,仓体出风孔与排风通道连通。该加热炉中的多个加热仓体之间采用并联的方式连接,进风通道内的风分别进入每一个加热仓体内,每个加热仓体之间相互不影响,如此容易使每个加热仓体的温度保持一致,从而提高了产品的质量。