
一种自生准晶增强型镁合金材料的制备方法.pdf

佳晨****ng

1/9
2/9

3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自生准晶增强型镁合金材料的制备方法.pdf
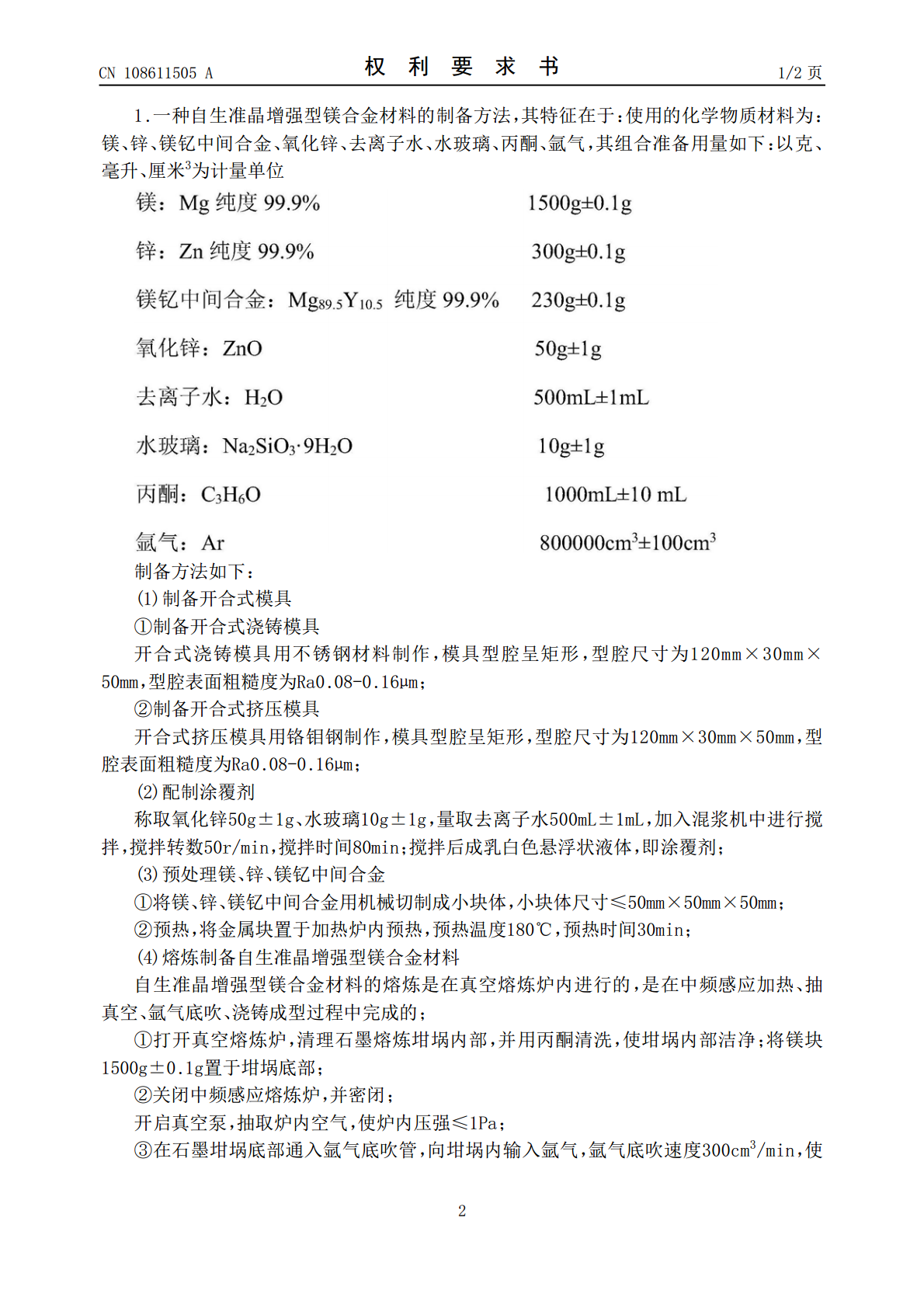
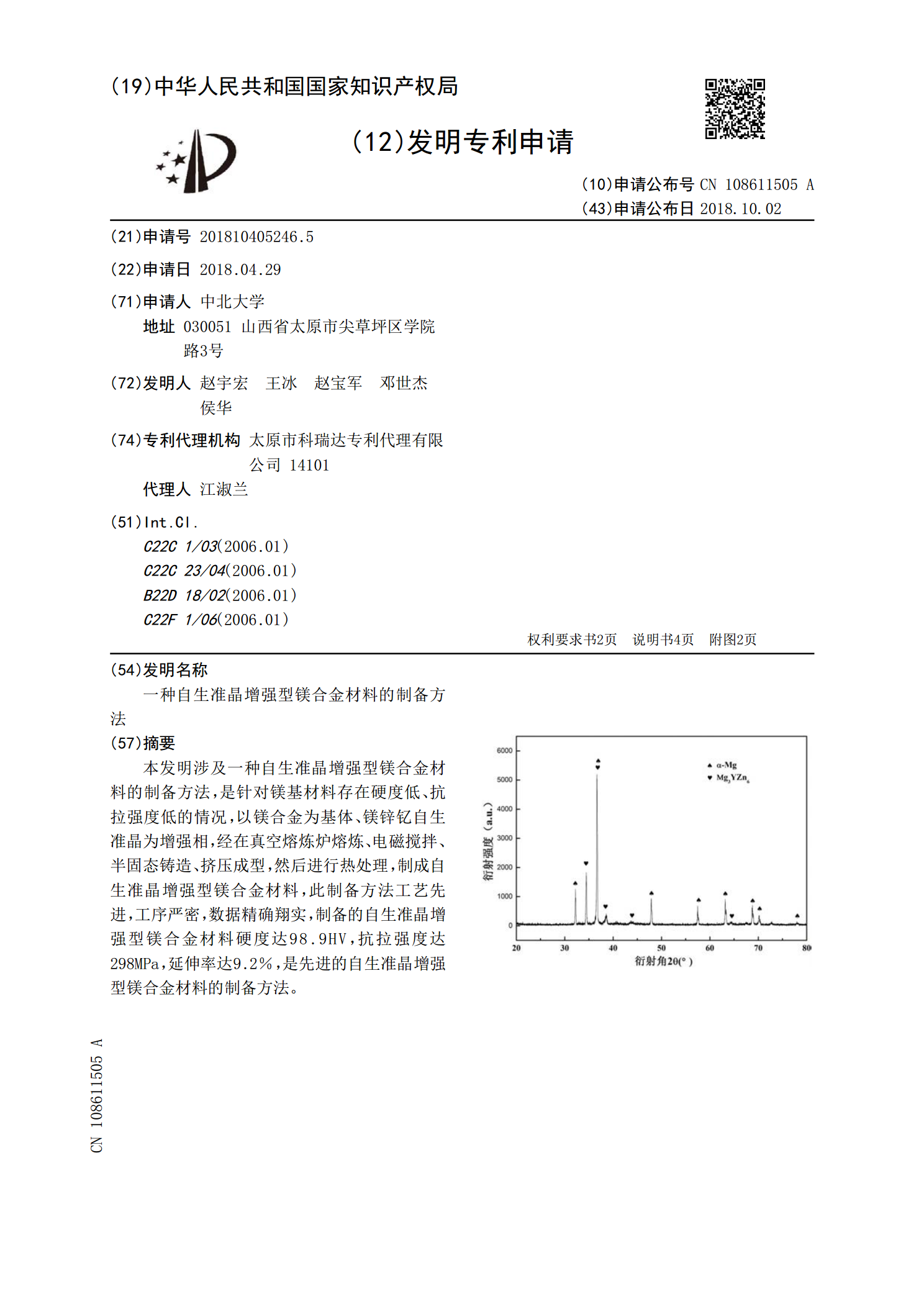
本发明涉及一种自生准晶增强型镁合金材料的制备方法,是针对镁基材料存在硬度低、抗拉强度低的情况,以镁合金为基体、镁锌钇自生准晶为增强相,经在真空熔炼炉熔炼、电磁搅拌、半固态铸造、挤压成型,然后进行热处理,制成自生准晶增强型镁合金材料,此制备方法工艺先进,工序严密,数据精确翔实,制备的自生准晶增强型镁合金材料硬度达98.9HV,抗拉强度达298MPa,延伸率达9.2%,是先进的自生准晶增强型镁合金材料的制备方法。

一种准晶增强型镁基复合材料的制备方法.pdf
本发明涉及一种准晶增强型镁基复合材料的制备方法,是针对镁基材料存在硬度低、抗拉强度低的情况,以镁合金为基体、镁锌钇准晶为增强剂,经在真空熔炼炉熔炼、半固态铸造、挤压成型,制成准晶增强型镁基复合材料,此制备方法工艺先进,工序严密,数据精确翔实,制备的准晶增强型镁基复合材料硬度达88.9HV,抗拉强度达235MPa,延伸率为10.5%,是先进的准晶增强型镁基复合材料的制备方法。
一种准晶增强型铝基复合材料的制备方法.pdf
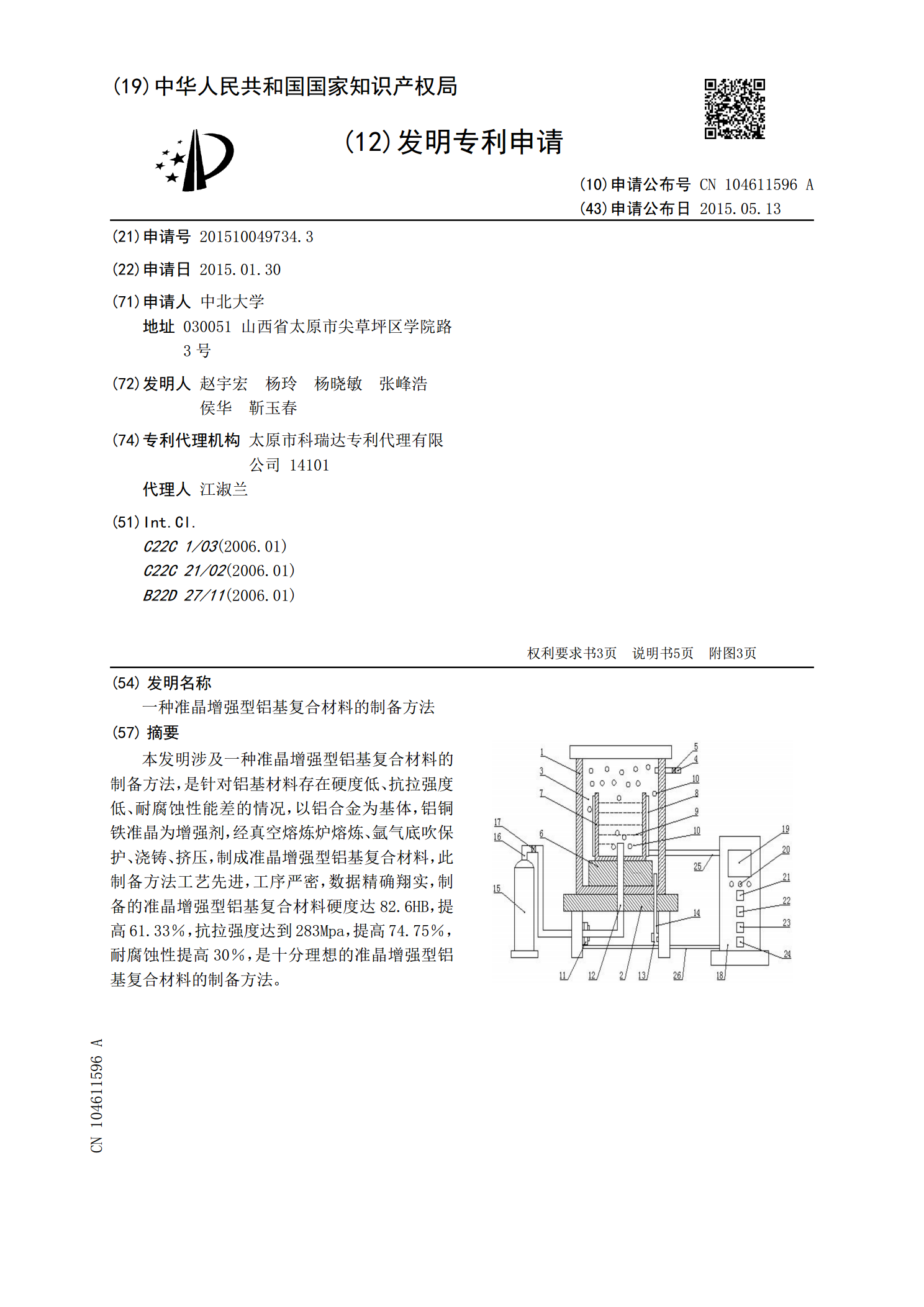
本发明涉及一种准晶增强型铝基复合材料的制备方法,是针对铝基材料存在硬度低、抗拉强度低、耐腐蚀性能差的情况,以铝合金为基体,铝铜铁准晶为增强剂,经真空熔炼炉熔炼、氩气底吹保护、浇铸、挤压,制成准晶增强型铝基复合材料,此制备方法工艺先进,工序严密,数据精确翔实,制备的准晶增强型铝基复合材料硬度达82.6HB,提高61.33%,抗拉强度达到283Mpa,提高74.75%,耐腐蚀性提高30%,是十分理想的准晶增强型铝基复合材料的制备方法。
一种增强型镁合金的制备方法.pdf
本发明公开了一种增强型镁合金的制备方法,属于镁合金领域;技术方案为原料处理后,将纯Mg锭放入熔炼炉,升至700‑720℃,待纯镁锭完全熔化后,加入纯Al锭继续升温并保温,按照顺序依次加入Mg‑Zn‑Ti中间合金、Al‑Sr中间合金、Al‑Zn中间合金、Al‑Ti中间合金、Mg‑Sr中间合金、Al‑W中间合金、Mg‑Li中间合金,每加入一种中间合金保温5‑10min,加入预处理过的改性碳酸钙,处理后在经过浇铸和热挤压成型得镁合金成品;本发明制得的镁合金材料强度和拉伸率都明显提高,其抗拉强度为439‑470M

一种镁锌钇准晶和碳化硼混合增强型镁基复合材料的制备方法.pdf
本发明涉及一种镁锌钇准晶和碳化硼混合增强型镁基复合材料的制备方法,是针对镁基复合材料力学性能差的情况,以镁合金为基体、以内生准晶镁锌钇和碳化硼为强化相,经在真空中频感应熔炼炉熔炼,氩气底吹、机械搅拌、挤压铸造和热处理,制成镁锌钇准晶和碳化硼混合增强型镁基复合材料;此制备方法工艺先进,工序严密,数据精确翔实,制备的镁基复合材料抗拉强度达315MPa,伸长率达7%,硬度达108Hv,是先进的镁锌钇准晶和碳化硼混合增强型镁基复合材料的制备方法。