
异形复杂零件的注射成形方法.pdf

猫巷****忠娟


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

异形复杂零件的注射成形方法.pdf
本发明公开一种异形复杂零件的粉末注射成形方法,该方法包括以下步骤:在注塑机中注射成形零件生坯;将陶瓷珠装入烧舟中;将所述零件生坯置于陶瓷珠上;对零件生坯表面施加压力以调整陶瓷珠的堆叠形状,使陶瓷珠随形支撑所述零件生坯;将装有零件生坯的烧舟送入脱脂炉与烧结炉进行脱脂与烧结。本发明可以大大降低复杂形状粉末注射成形产品烧结变形问题以及采用专用烧结治具成本高的问题,具有不同产品形状的通用性。同时陶瓷珠堆叠形成的连通孔隙更利于脱脂烧结时塑胶成份的排除,从而避免由于塑胶残留引起碳含量偏高的问题,最终获得力学性能优异的
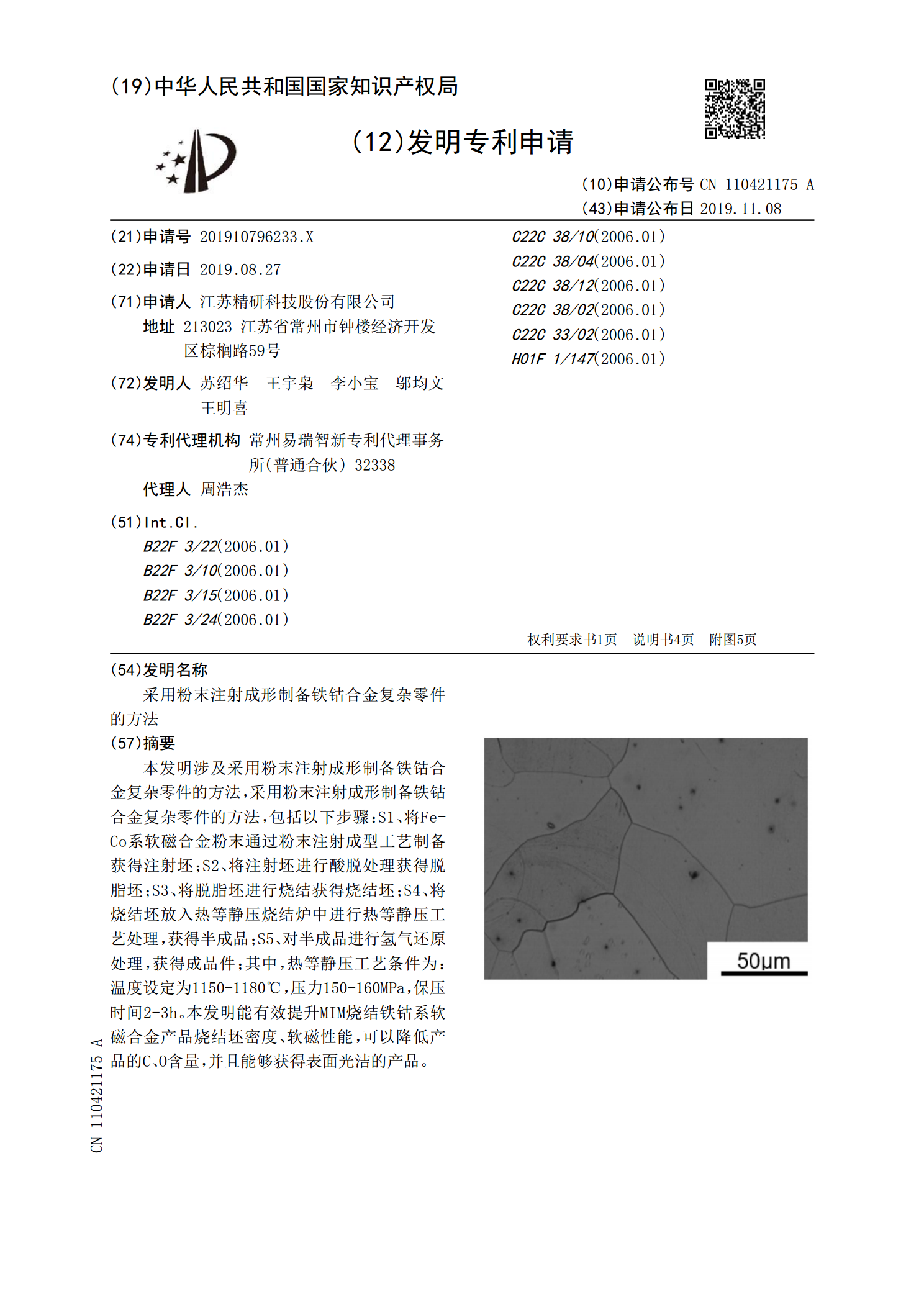
采用粉末注射成形制备铁钴合金复杂零件的方法.pdf
本发明涉及采用粉末注射成形制备铁钴合金复杂零件的方法,采用粉末注射成形制备铁钴合金复杂零件的方法,包括以下步骤:S1、将Fe‑Co系软磁合金粉末通过粉末注射成型工艺制备获得注射坯;S2、将注射坯进行酸脱处理获得脱脂坯;S3、将脱脂坯进行烧结获得烧结坯;S4、将烧结坯放入热等静压烧结炉中进行热等静压工艺处理,获得半成品;S5、对半成品进行氢气还原处理,获得成品件;其中,热等静压工艺条件为:温度设定为1150‑1180℃,压力150‑160MPa,保压时间2‑3h。本发明能有效提升MIM烧结铁钴系软磁合金产品

粉末注射成型异形金属零件加工方法.pdf
本发明公开了一种粉末注射成型异形金属零件加工方法,按照重量百分比将10‑40%聚丙烯、10‑40%聚乙烯、1‑10%活性剂及10‑40%石蜡置于捏合机中,在140‑160℃温度条件下混合制得粘结剂;将粘结剂与SKD11按40‑48:52‑60的体积比置于捏合机中,在140‑160℃温度条件下混合后置于注射成型机中加工成坯件;将坯件放于三氯乙烯中加热至40‑60℃,滞留6h,然后将坯件放于脱脂炉中,在氮气的保护下加热脱脂;将脱脂件加热至800‑900℃做预烧,置于真空烧结炉中,在温度1210‑1220℃,烧

复杂异形贮箱成形工艺分析.docx
复杂异形贮箱成形工艺分析复杂异形贮箱作为一种特殊的贮存容器,因其形状复杂、制造难度大等特点,导致其成形工艺较为困难。为了确保复杂异形贮箱的制造质量,需要对其成形工艺进行详细分析和研究,以此改善和提高制造效率,提升产品质量。首先,复杂异形贮箱的成形工艺需要考虑到以下几个方面:1.材料选择与准备复杂异形贮箱的材料选择需要根据贮存物品的特性进行选定,同样也需要考虑贮箱的强度、耐腐蚀性等因素。材料的准备则包括板材切割、折弯等工艺,以确保材料符合特定要求。2.制模与装模制造复杂异形贮箱的模具需要注意模具材料、精度与
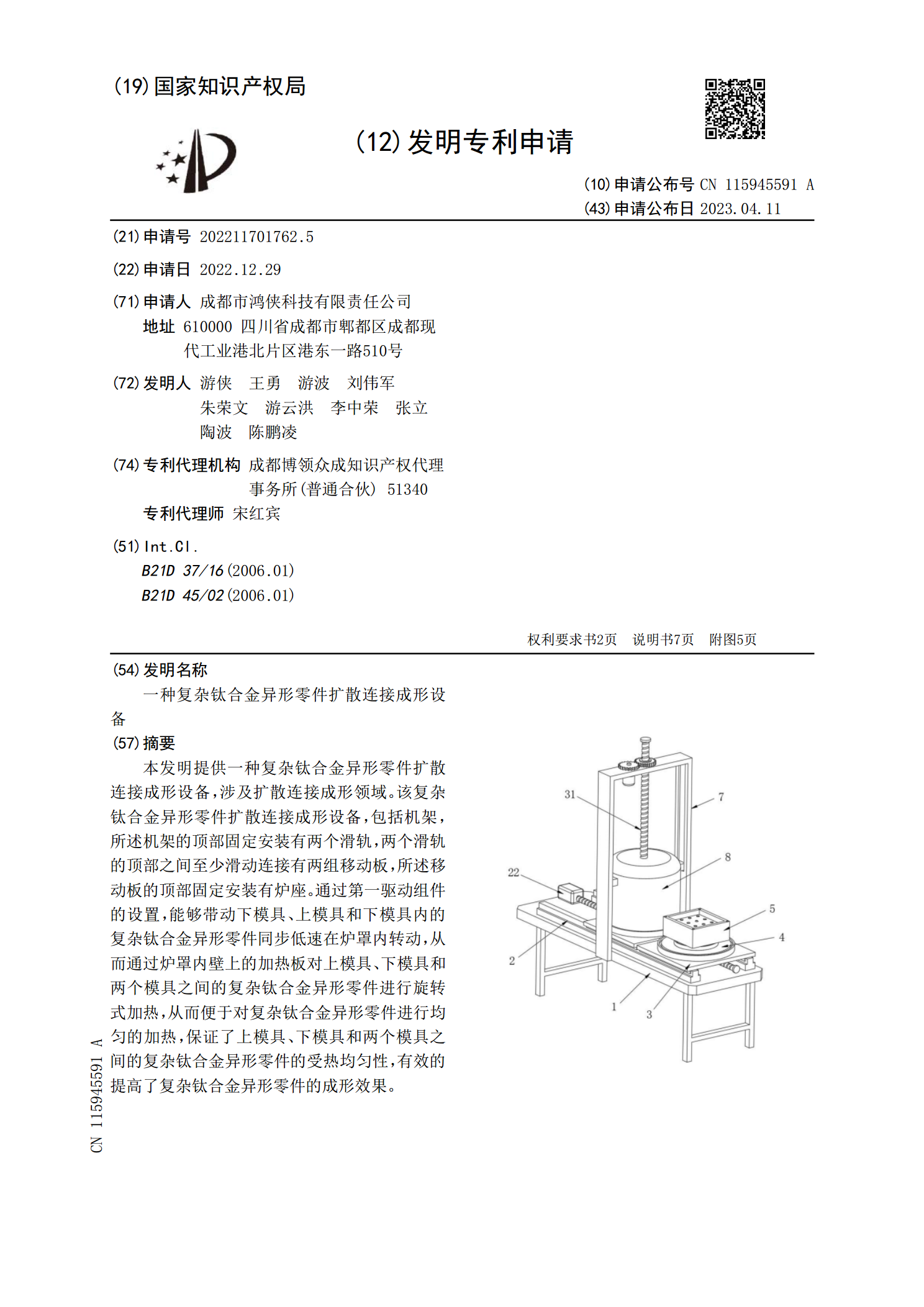
一种复杂钛合金异形零件扩散连接成形设备.pdf
本发明提供一种复杂钛合金异形零件扩散连接成形设备,涉及扩散连接成形领域。该复杂钛合金异形零件扩散连接成形设备,包括机架,所述机架的顶部固定安装有两个滑轨,两个滑轨的顶部之间至少滑动连接有两组移动板,所述移动板的顶部固定安装有炉座。通过第一驱动组件的设置,能够带动下模具、上模具和下模具内的复杂钛合金异形零件同步低速在炉罩内转动,从而通过炉罩内壁上的加热板对上模具、下模具和两个模具之间的复杂钛合金异形零件进行旋转式加热,从而便于对复杂钛合金异形零件进行均匀的加热,保证了上模具、下模具和两个模具之间的复杂钛合金