
一种铝合金气缸盖低压铸造工艺.pdf

宜欣****外呢

1/6
2/6
3/6
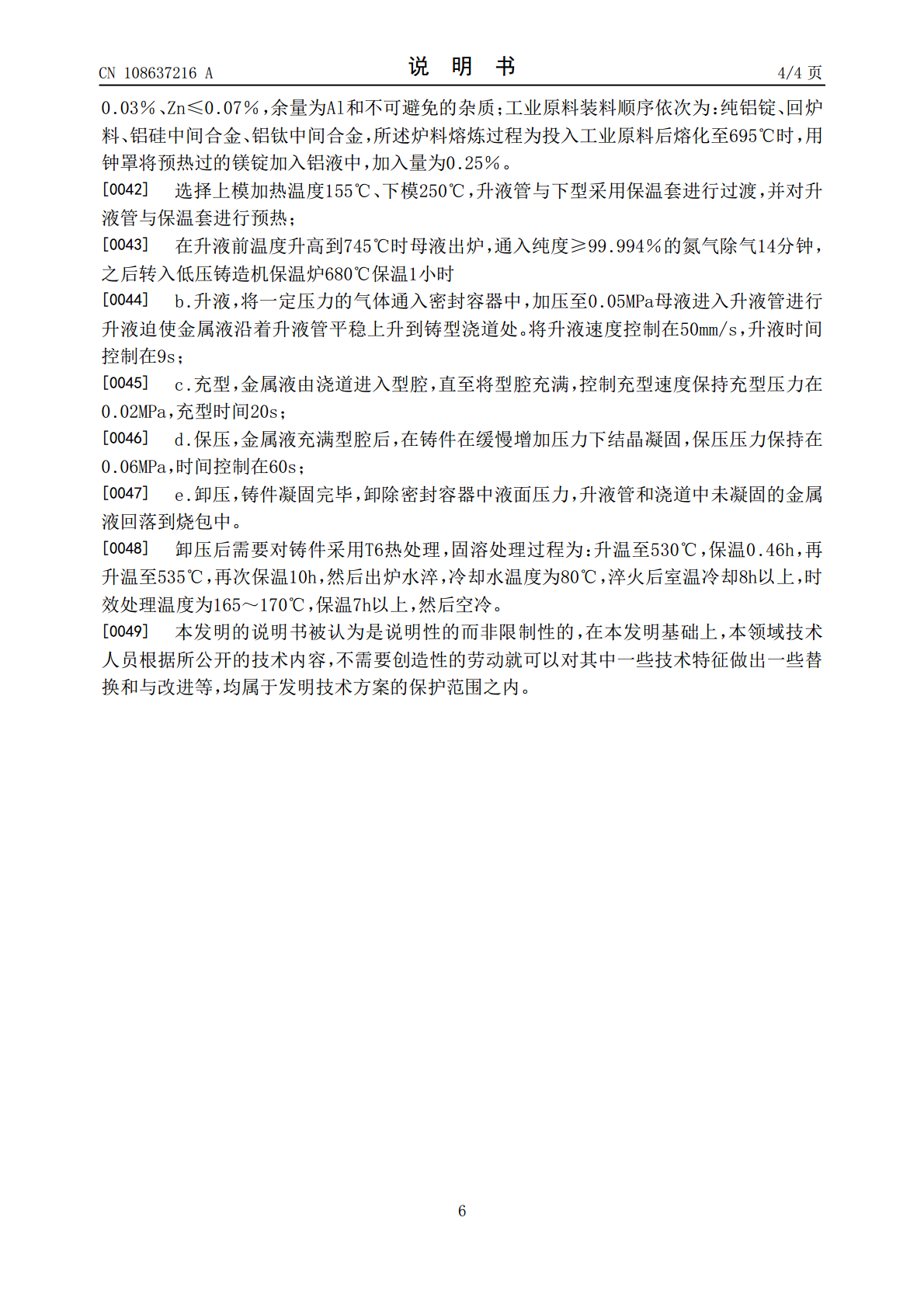
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金气缸盖低压铸造工艺.pdf
本发明中公开了一种铝合金气缸盖低压铸造工艺,依次包括以下步骤a.炉料熔炼、b.升液、c.充型、d.保压、e.卸压以及热处理,本发明效地提高了汽车缸盖的铸造质量,同时保证了生产过程的质量的稳定。本发明利用铝合金作为原料铸造气缸,应铝合金材料密度小、刚度高、表面光泽、铸造性能好,能很好地实现气缸轻量化。
一种铝合金低压铸造装置及工艺.pdf
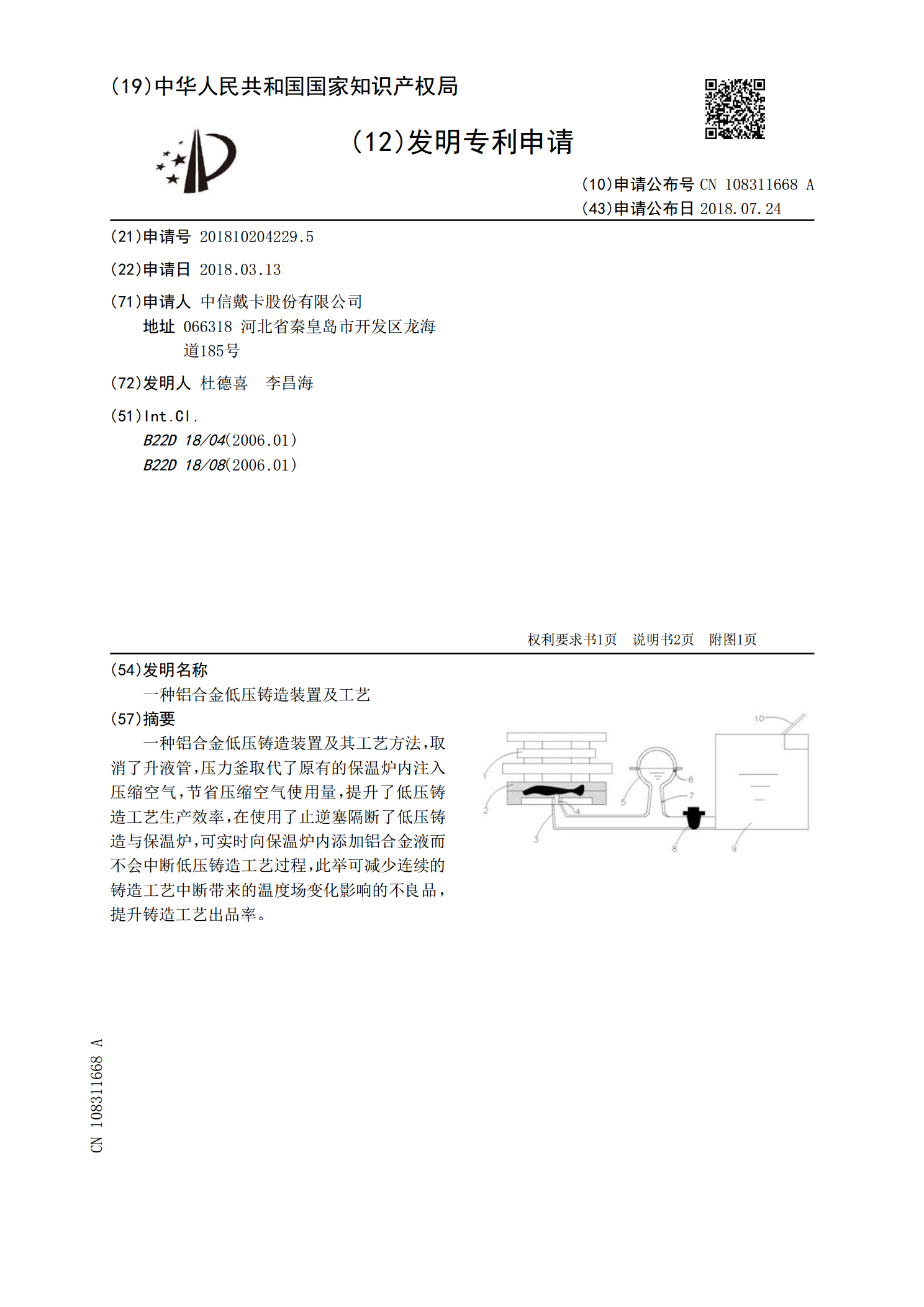
一种铝合金低压铸造装置及其工艺方法,取消了升液管,压力釜取代了原有的保温炉内注入压缩空气,节省压缩空气使用量,提升了低压铸造工艺生产效率,在使用了止逆塞隔断了低压铸造与保温炉,可实时向保温炉内添加铝合金液而不会中断低压铸造工艺过程,此举可减少连续的铸造工艺中断带来的温度场变化影响的不良品,提升铸造工艺出品率。
一种铝合金轮毂的低压铸造工艺.pdf
本发明公开了一种铝合金轮毂的低压铸造工艺,属于汽车零部件加工技术领域,该工艺包括如下操作步骤:1)将铝合金材料进行熔炼得到铝液,所述熔炼的温度为750~900℃;2)将模具预热至550℃,并保温1小时;3)将步骤1)的铝液在700~710℃开始出炉,并经高纯度氮气除气15分钟,之后转入低压铸造机保温炉670~695℃保温1小时;加压至0.04~0.06MPa铝液进入升液管进行升液,升液时间为5~10s;加压至0.08~0.1MPa至铝液充满模具型腔,然后将压力调整至0.06~0.07MPa进行保压,保压时
一种铝合金轮毂用低压铸造设备及其铸造工艺.pdf
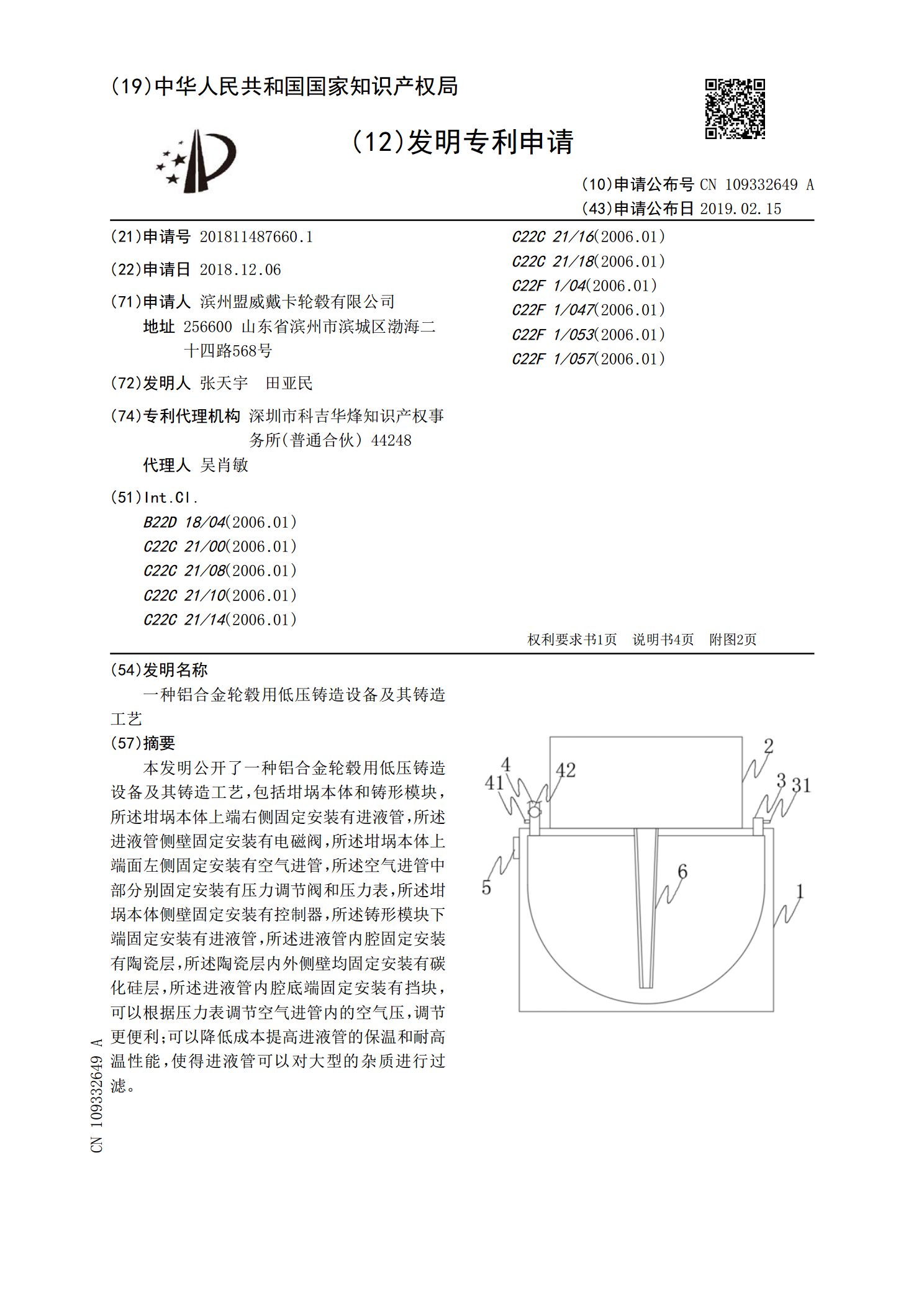
本发明公开了一种铝合金轮毂用低压铸造设备及其铸造工艺,包括坩埚本体和铸形模块,所述坩埚本体上端右侧固定安装有进液管,所述进液管侧壁固定安装有电磁阀,所述坩埚本体上端面左侧固定安装有空气进管,所述空气进管中部分别固定安装有压力调节阀和压力表,所述坩埚本体侧壁固定安装有控制器,所述铸形模块下端固定安装有进液管,所述进液管内腔固定安装有陶瓷层,所述陶瓷层内外侧壁均固定安装有碳化硅层,所述进液管内腔底端固定安装有挡块,可以根据压力表调节空气进管内的空气压,调节更便利;可以降低成本提高进液管的保温和耐高温性能,使得

铝合金车轮低压铸造工艺.doc
铝合金车轮低压铸造工艺www.mapeng.net马棚网目录铝合金车轮低压铸造工艺1低压铸造工艺1.1低压铸造原理1.2低铸汽车铝合金轮的工艺特点1.3汽车铝轮低压铸造工艺设计1.4汽车铝轮低压铸造模具设计1.5铝轮低压铸造工艺过程1.模具检查2.模具喷砂3.模具的准备4.模具涂料5.涂料性能和配比6.涂料的选择7.模具的预热和喷涂1.6开机前的准备工作1.保温炉的准备2.陶瓷升液管的准备3.设备和工艺工装的准备1.7铝车轮低压铸造液面加压规范1.加压规范的几种类型2.铝车轮低压铸造加压规范的设定3.设计