
一种柴油发动机气缸盖铸件金属的熔炼工艺.pdf

美丽****ka

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种柴油发动机气缸盖铸件金属的熔炼工艺.pdf
本发明公开了一种柴油发动机气缸盖铸件金属的熔炼工艺,配方为:新生铁:2000Kg,合金回炉铁:2000Kg,废钢:6000Kg,硅铁100~140Kg,锰铁20~30Kg,增碳剂:175~200Kg,硫化铁:8~12Kg;经过柴油发动机气缸盖铸件金属的熔炼工艺,经过熔炼‑除渣‑分析‑再次熔炼‑出铁及倒包孕育‑浇筑及随流孕育及铸件保温,本发明揭示了一种柴油发动机气缸盖铸件金属的熔炼工艺,减少铸件因氮气孔引起的水道泄露、斜油孔等缺陷,利用原有的技术及配方生产出来的废品率为30%,采用该铸件及配方生产出来的废品

一种高强度灰铸铁缸盖铸件的熔炼浇注工艺.pdf
本发明涉及一种高强度灰铸铁缸盖铸件的熔炼浇注工艺;包括1、熔炼,向电炉中加入60%~65%废钢;待废钢基本熔清时,将1%碳化硅加入电炉中,加入35%~40%回炉铁,加热升温至全部加入料熔化;原材料熔清之后使用增碳剂、硅铁、锰铁、铬铁、钼铁、硫化铁、铜、锡调整铁水化学成分;2、进行扒渣、测温、出铁,出铁时将铬铁粉末随铁水导入中转包内;3、一次倒包孕育,扒渣后将铁水由中转包导入浇注包,同时加入硅锶孕育剂进行一次孕育;4、一次倒包孕育后的铁水进行扒渣、测温;5、浇注同时使用孕育剂进行二次随流孕育,浇注结束得到灰
发动机气缸盖铸件的生产工艺.pdf
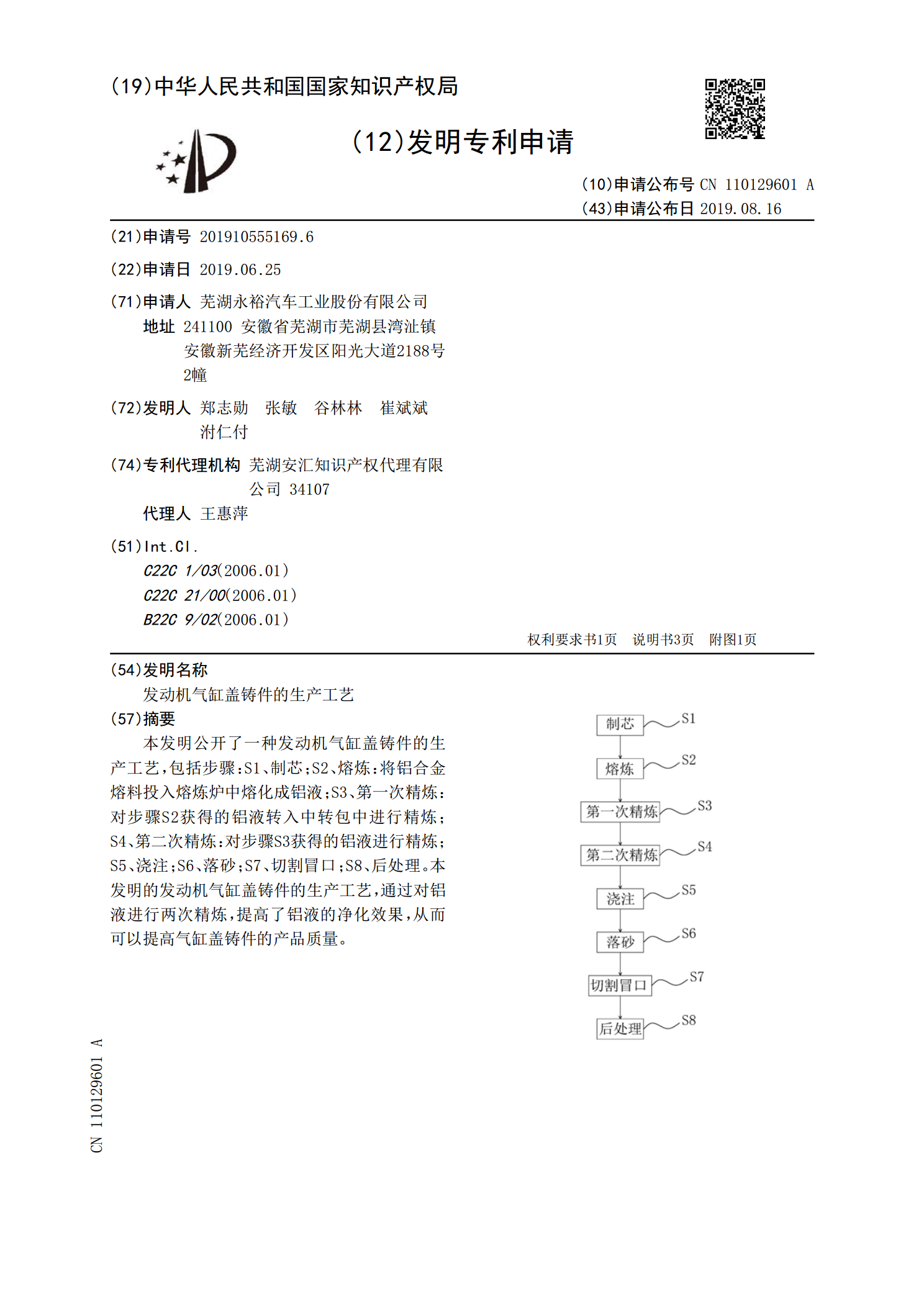
本发明公开了一种发动机气缸盖铸件的生产工艺,包括步骤:S1、制芯;S2、熔炼:将铝合金熔料投入熔炼炉中熔化成铝液;S3、第一次精炼:对步骤S2获得的铝液转入中转包中进行精炼;S4、第二次精炼:对步骤S3获得的铝液进行精炼;S5、浇注;S6、落砂;S7、切割冒口;S8、后处理。本发明的发动机气缸盖铸件的生产工艺,通过对铝液进行两次精炼,提高了铝液的净化效果,从而可以提高气缸盖铸件的产品质量。

优化发动机缸体缸盖熔炼工艺措施.docx
优化发动机缸体缸盖熔炼工艺措施优化发动机缸体缸盖熔炼工艺措施摘要:随着汽车工业的发展,发动机缸体缸盖作为发动机的重要组成部分,其质量和性能对整个发动机的运行稳定性和效能起到至关重要的作用。本文主要围绕优化发动机缸体缸盖的熔炼工艺措施展开讨论。首先介绍了发动机缸体缸盖的作用及其所面临的挑战。然后分析了当前的熔炼工艺存在的问题,并提出了一系列优化措施,包括合金设计、熔炼工艺参数的优化以及先进的工艺控制手段的应用。最后,结合实际案例,验证了这些优化措施的有效性,并指出了进一步的研究方向。关键词:发动机缸体缸盖;

优化发动机缸体缸盖熔炼工艺措施.docx
优化发动机缸体缸盖熔炼工艺措施发动机是指用于转换热能为机械能的装置,它的重要组成部分之一是缸体缸盖。缸体缸盖的熔炼工艺对于发动机的性能、寿命以及安全性均起着重要的影响。本文将探讨如何优化发动机缸体缸盖的熔炼工艺措施。一、材料的选择首先,选择合适的材料是优化熔炼工艺的关键。在过去的制造中,铸铁是常用的材料。但由于铸铁的某些缺点,如容易产生气孔、铸造时容易变形等,现在逐渐被其他材料所替代。其中一种替代材料是铝,它具有轻质、强度高、耐腐蚀等优点。但铝有一个缺点,它的热胀冷缩率较大,容易导致变形。另一种替代材料是