
一种锅炉筒体智能焊接同步探伤检测装置.pdf

一吃****瀚文

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种锅炉筒体智能焊接同步探伤检测装置.pdf
本发明一种锅炉筒体智能焊接同步探伤检测装置,包括智能自动焊接装置、X射线发生装置、焊缝摄像图像处理系统、焊接除渣装置和远程中央控制系统,彻底解决了现有技术存在的缺陷,采用自动化智能焊接,焊接的同时同步X射线探伤检查焊缝,远程监控发现焊接缺陷时可及时得到修补,确保焊接质量的同时避免了焊缝缺陷造成的损失,提高了生产效率减小了生产成本避免了X射线的辐射保护了生产者的身体健康。实现焊接和焊缝检测的智能控制一体化。
锅炉筒体焊接同步探伤检测装置.pdf
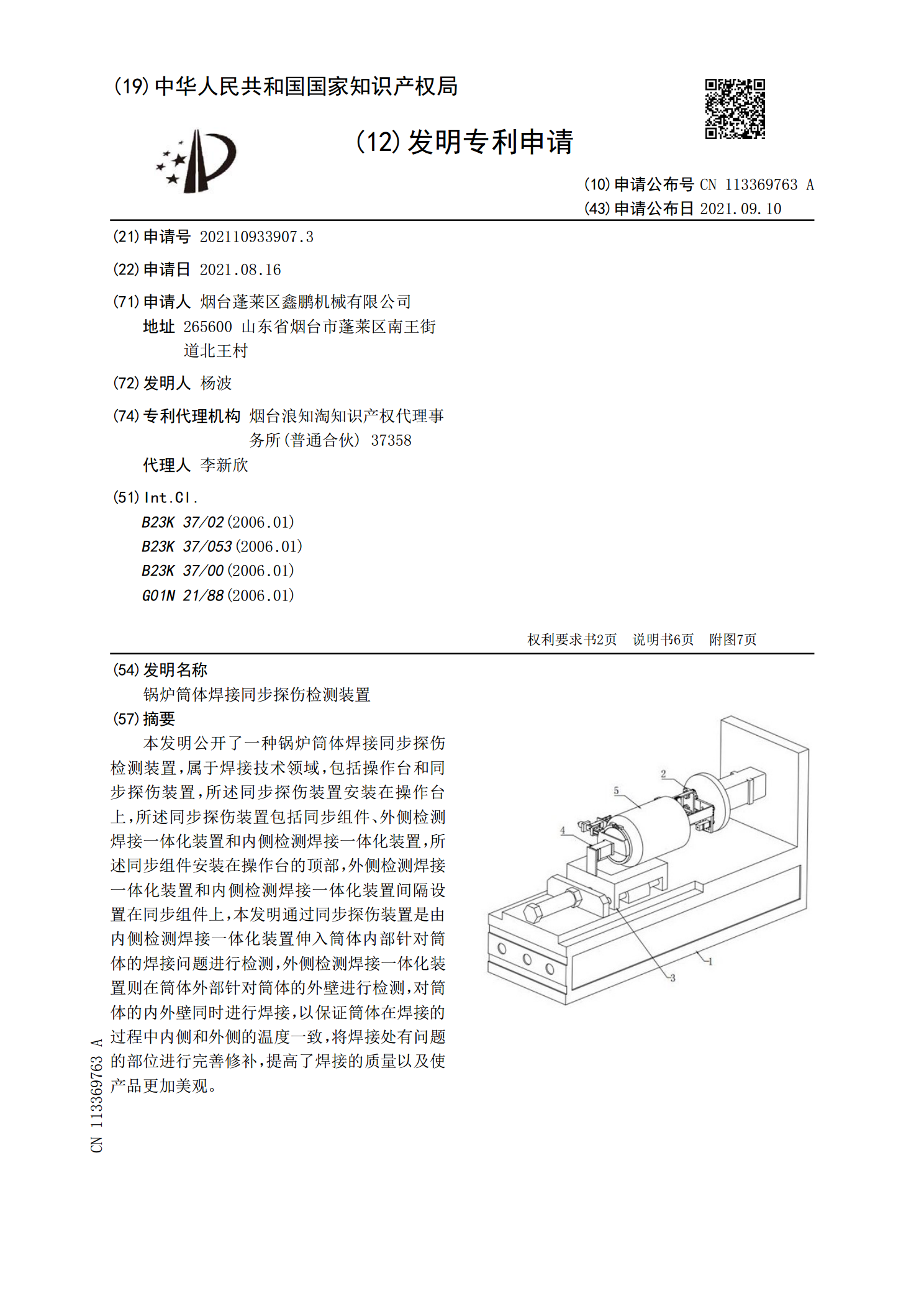
本发明公开了一种锅炉筒体焊接同步探伤检测装置,属于焊接技术领域,包括操作台和同步探伤装置,所述同步探伤装置安装在操作台上,所述同步探伤装置包括同步组件、外侧检测焊接一体化装置和内侧检测焊接一体化装置,所述同步组件安装在操作台的顶部,外侧检测焊接一体化装置和内侧检测焊接一体化装置间隔设置在同步组件上,本发明通过同步探伤装置是由内侧检测焊接一体化装置伸入筒体内部针对筒体的焊接问题进行检测,外侧检测焊接一体化装置则在筒体外部针对筒体的外壁进行检测,对筒体的内外壁同时进行焊接,以保证筒体在焊接的过程中内侧和外侧的

一种锅炉筒体的智能化焊接设备.pdf
本发明涉及一种锅炉筒体的智能化焊接设备,包括支架,在支架上设有钢板卷筒,在钢板卷筒的两侧分别设有焊接机构以及X光检测机构,钢板卷筒与X光检测机构之间设有导向移动机构,焊接与焊缝监测的智能控制一体化,X光检测机构包括检测转动套,在检测转动套的内壁上固定有多个夹紧气缸,各个夹紧气缸的端部设有X光检测探头,根据钢板卷筒上钢板厚道的不同,可以通过夹紧气缸来调节X光检测探头与钢板卷筒上钢板的表面距离,从而达到好的X光照射探测效果,而且X光检测探头呈弧形,X光检测探头射出的X光基本与钢板卷筒上钢板的焊缝都垂直,探测效
一种用于锅炉汽包筒体的焊接方法.pdf
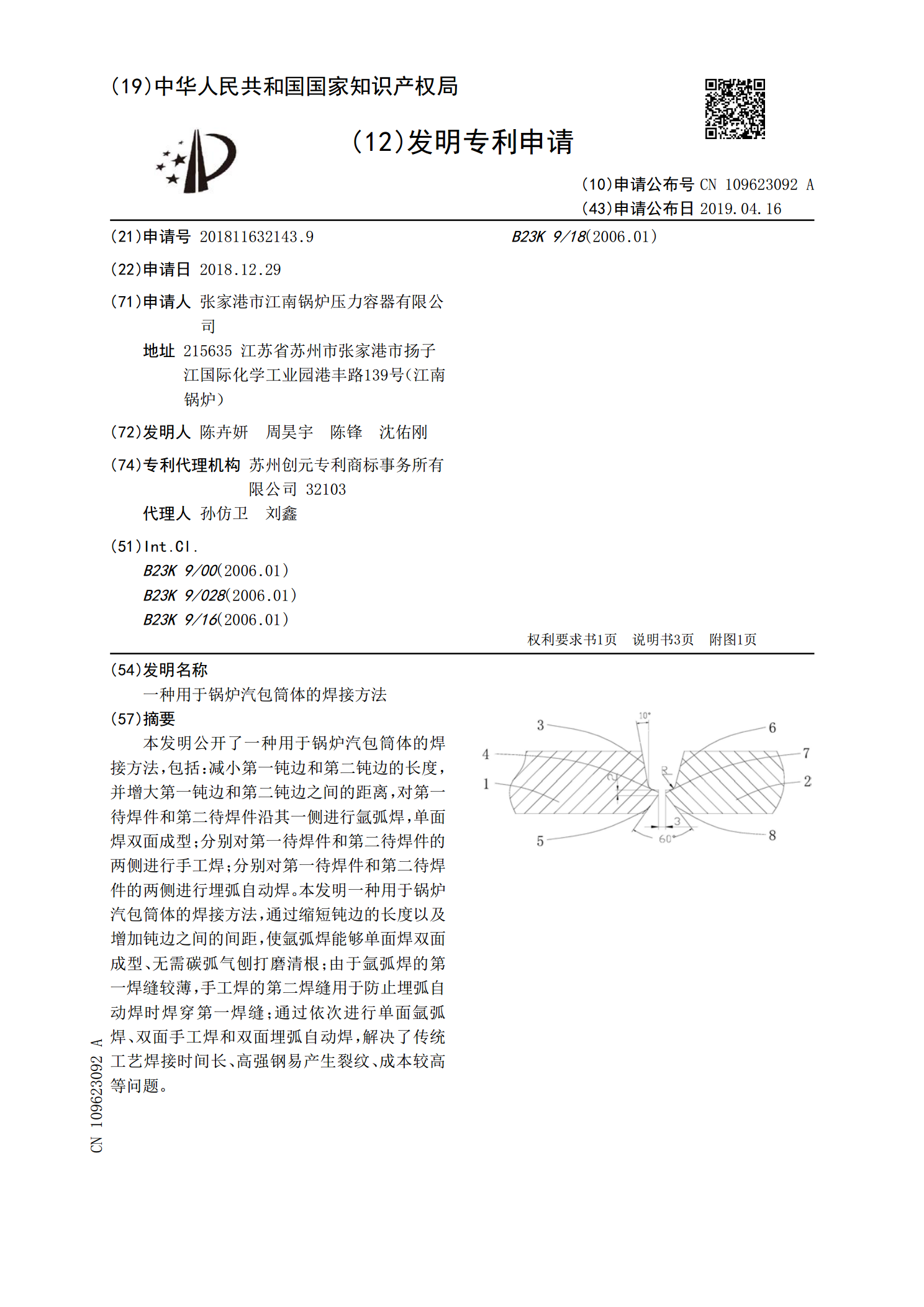
本发明公开了一种用于锅炉汽包筒体的焊接方法,包括:减小第一钝边和第二钝边的长度,并增大第一钝边和第二钝边之间的距离,对第一待焊件和第二待焊件沿其一侧进行氩弧焊,单面焊双面成型;分别对第一待焊件和第二待焊件的两侧进行手工焊;分别对第一待焊件和第二待焊件的两侧进行埋弧自动焊。本发明一种用于锅炉汽包筒体的焊接方法,通过缩短钝边的长度以及增加钝边之间的间距,使氩弧焊能够单面焊双面成型、无需碳弧气刨打磨清根;由于氩弧焊的第一焊缝较薄,手工焊的第二焊缝用于防止埋弧自动焊时焊穿第一焊缝;通过依次进行单面氩弧焊、双面手工
一种机械筒体环缝焊接用筒体支撑装置.pdf
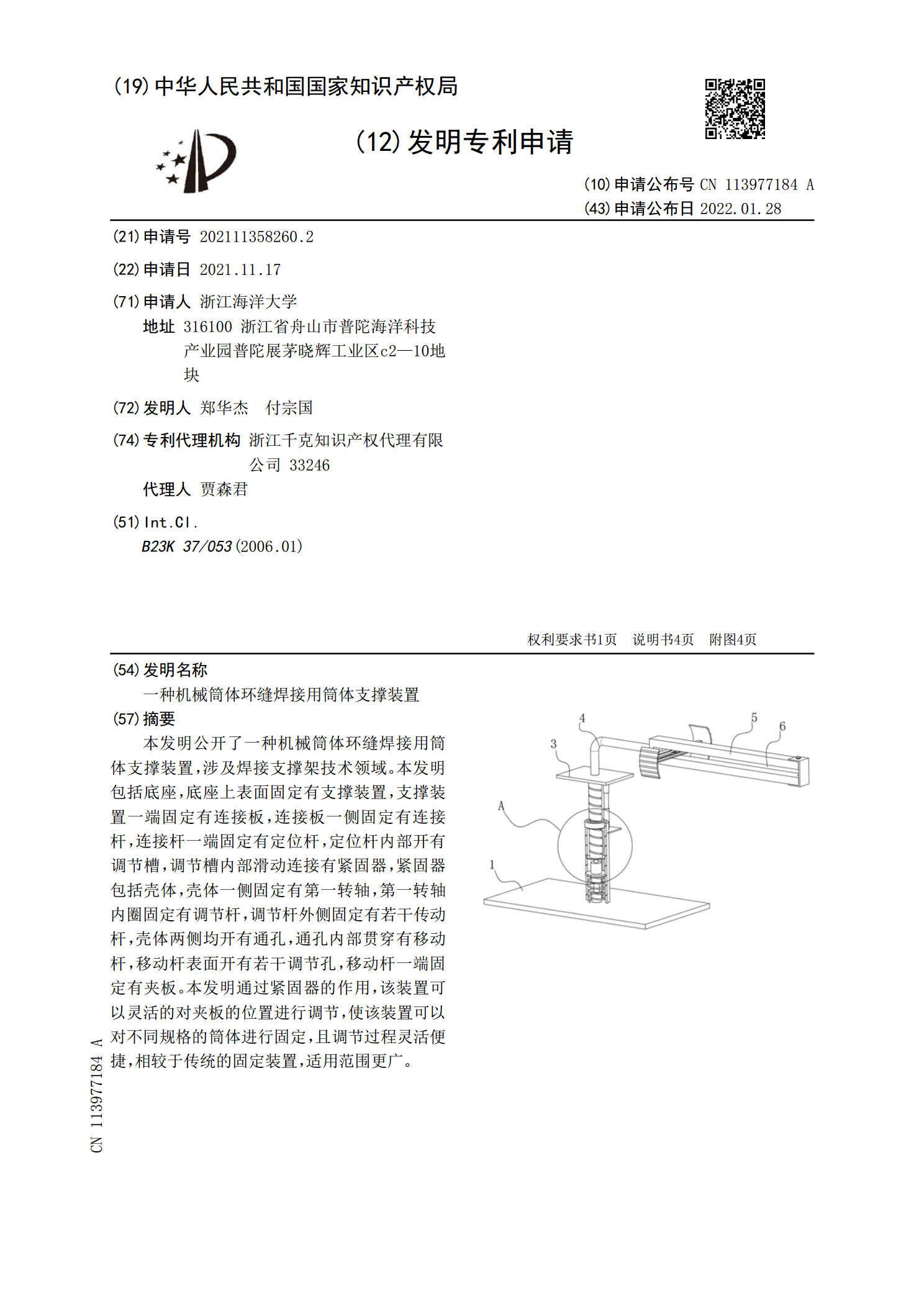
本发明公开了一种机械筒体环缝焊接用筒体支撑装置,涉及焊接支撑架技术领域。本发明包括底座,底座上表面固定有支撑装置,支撑装置一端固定有连接板,连接板一侧固定有连接杆,连接杆一端固定有定位杆,定位杆内部开有调节槽,调节槽内部滑动连接有紧固器,紧固器包括壳体,壳体一侧固定有第一转轴,第一转轴内圈固定有调节杆,调节杆外侧固定有若干传动杆,壳体两侧均开有通孔,通孔内部贯穿有移动杆,移动杆表面开有若干调节孔,移动杆一端固定有夹板。本发明通过紧固器的作用,该装置可以灵活的对夹板的位置进行调节,使该装置可以对不同规格的筒