
一种高废钢比生产模式下消除铸坯角部横裂纹的方法.pdf

邻家****ng

1/7

2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高废钢比生产模式下消除铸坯角部横裂纹的方法.pdf
一种高废钢比生产模式下消除铸坯角部横裂纹的方法,包括下述步骤:a、废钢分类备料;b、转炉冶炼过程添加废钢的控制:以Cueq≤0.15%为废钢添加原则;c、转炉冶炼过程载热材料的添加:根据铁水温度、成分及废钢加入量确定载热材料的添加量;d、转炉冶炼过程N含量的控制:造渣料采用优质白灰,控制钢中N含量≤50ppm。本发明方法根据长期摸索、反复试验得出废钢中Cu、Ni、As、N等元素含量对铸坯角部质量影响的量化计算,精细化控制废钢添加量及添加种类,消除微量元素含量高对铸坯质量的不利因素。本发明通过钛固氮,防止N
一种消除含硼钢连铸坯角部横裂纹缺陷的方法.pdf
本发明公开了一种消除含硼钢连铸坯角部横裂纹缺陷的方法,包含:转炉冶炼采用全程吹氩模式;在精炼中,在完成其它合金成分和温度的调整后,最后调整硼的合金化;控制浇铸时钢水的N含量≤50ppm,B含量≤80ppm;对连铸坯二次冷却的强度为比水量≤0.90/kg;二次冷却在连铸的各阶段冷却水量占总水量的比分别是足辊区15~20%、竖直段区15~22%、弧形段区15%~40%,矫直区3%~5%;所连铸坯在弯曲区的窄面温度大于1000℃,矫直区的窄面温度大于870℃。本发明提供的消除含硼钢连铸坯角部横裂纹缺陷的方法,有
连铸坯角部皮下横裂纹成因分析及控制技术.docx
连铸坯角部皮下横裂纹成因分析及控制技术【摘要】铸坯角部皮下横裂纹是常见的生产缺陷本文结合济钢中厚板厂连铸机生产实践实际分析了角部皮下横裂纹形成原因研究了铸坯凝固行为、二冷工艺、Al和N元素含量等重要因素对角部裂纹率的影响作用并提出了相应的改进措施。【关键词】连铸角部皮下横裂纹1前言进入二十一世纪以来随着我国交通运输、石油化工、重型机械、海洋工程、核电军工等行业的迅猛发展从而大力推动了低合金、高强度等微合金钢的炼钢、轧钢工艺技术发展。我厂生产

S355NL钢矩形铸坯角部横裂纹的分析与控制.docx
S355NL钢矩形铸坯角部横裂纹的分析与控制S355NL钢矩形铸坯角部横裂纹的分析与控制摘要:横裂纹是一种常见的铸造缺陷,会对钢铁材料的力学性能和工件的服务寿命产生不利影响。本文以S355NL钢矩形铸坯角部横裂纹问题为研究对象,通过分析横裂纹产生的原因和机理,提出了相应的控制措施和方法,以减少横裂纹的发生。一、引言钢铁材料是工程领域中应用最广泛的材料之一,其力学性能和耐久性对工件的性能起着关键作用。然而,铸造过程中常常会出现一些缺陷,如横裂纹,会导致工件失效。因此,对于横裂纹的分析与控制具有重要意义。二、
一种碳钢连铸坯角部微裂纹的检查方法.pdf
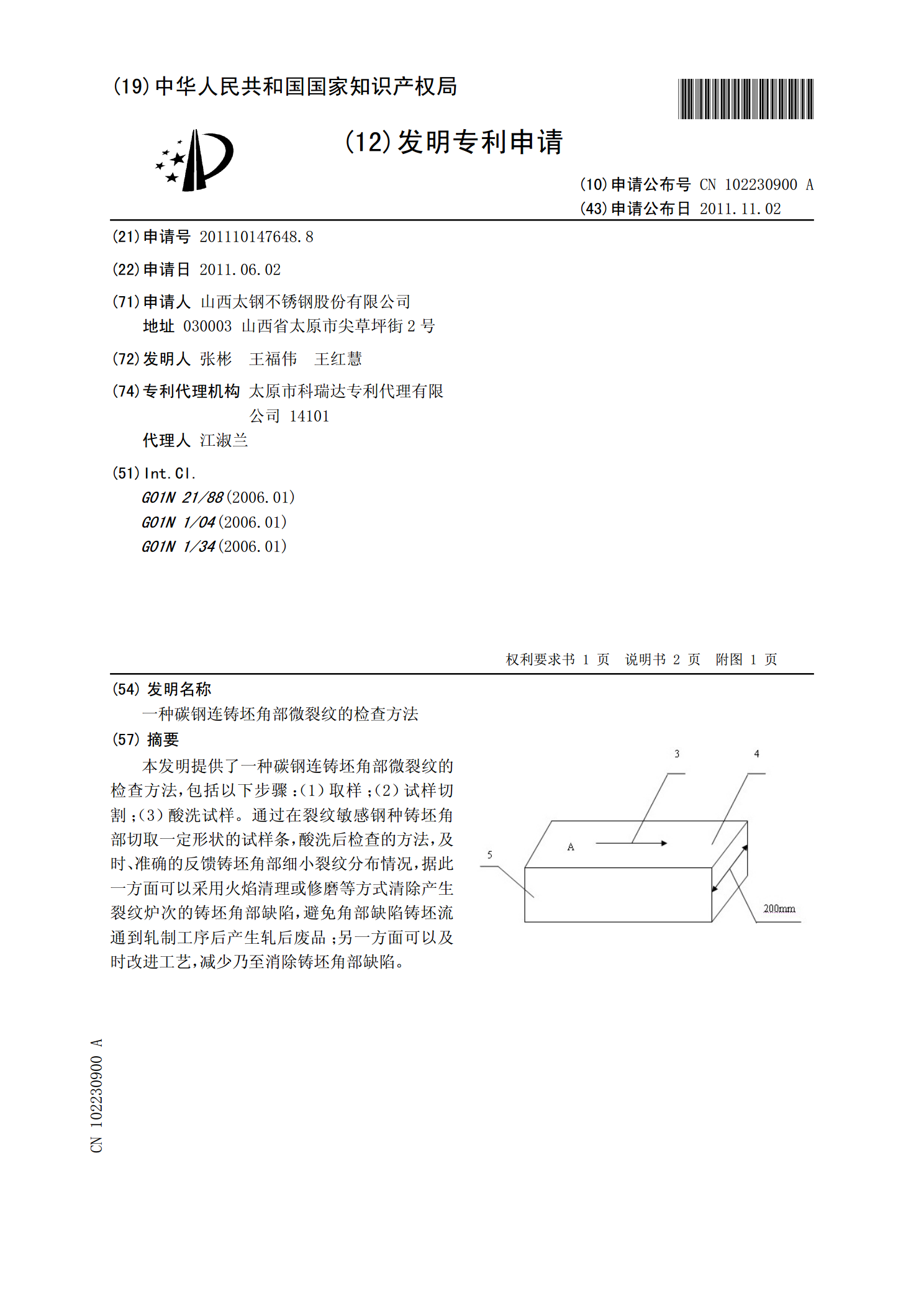
本发明提供了一种碳钢连铸坯角部微裂纹的检查方法,包括以下步骤:(1)取样;(2)试样切割;(3)酸洗试样。通过在裂纹敏感钢种铸坯角部切取一定形状的试样条,酸洗后检查的方法,及时、准确的反馈铸坯角部细小裂纹分布情况,据此一方面可以采用火焰清理或修磨等方式清除产生裂纹炉次的铸坯角部缺陷,避免角部缺陷铸坯流通到轧制工序后产生轧后废品;另一方面可以及时改进工艺,减少乃至消除铸坯角部缺陷。