
42CrMo钢中频淬火端面无裂纹工艺.pdf

努力****梓颖

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
42CrMo钢中频淬火端面无裂纹工艺.pdf
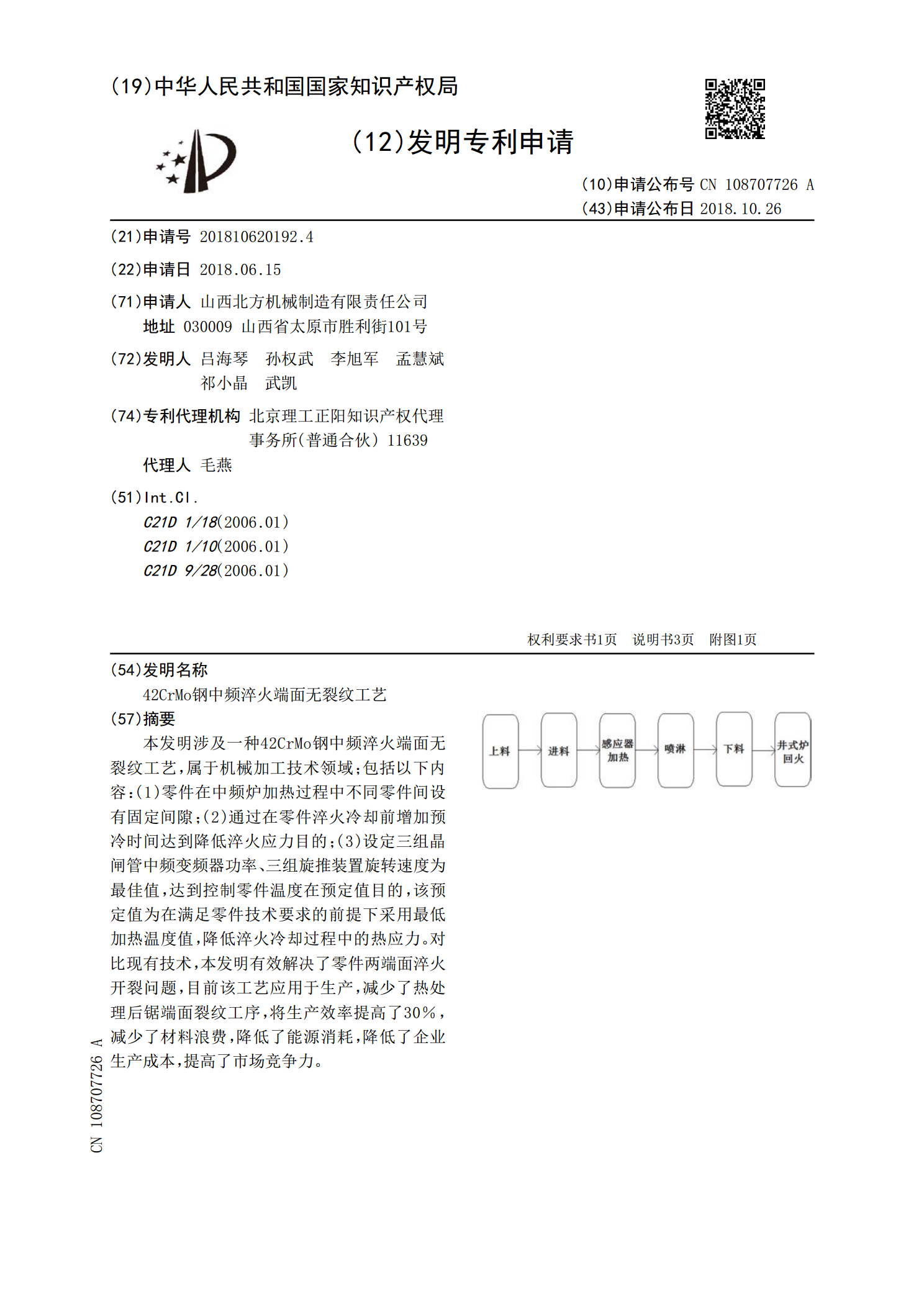
本发明涉及一种42CrMo钢中频淬火端面无裂纹工艺,属于机械加工技术领域;包括以下内容:(1)零件在中频炉加热过程中不同零件间设有固定间隙;(2)通过在零件淬火冷却前增加预冷时间达到降低淬火应力目的;(3)设定三组晶闸管中频变频器功率、三组旋推装置旋转速度为最佳值,达到控制零件温度在预定值目的,该预定值为在满足零件技术要求的前提下采用最低加热温度值,降低淬火冷却过程中的热应力。对比现有技术,本发明有效解决了零件两端面淬火开裂问题,目前该工艺应用于生产,减少了热处理后锯端面裂纹工序,将生产效率提高了30%,

42CrMo钢淬火工艺试验.docx
42CrMo钢淬火工艺试验标题:42CrMo钢淬火工艺试验及分析摘要:随着工业技术的不断进步,钢材作为重要的工程材料受到广泛关注。淬火工艺对于钢材的力学性能和组织结构具有重要影响,特别是对于高强度钢材来说。本论文以42CrMo钢为研究对象,通过淬火工艺试验,详细分析了不同工艺参数对材料性能的影响,并对淬火工艺进行了优化。1.引言42CrMo钢是一种常用的合金钢,具有优良的机械性能和耐磨性能,广泛用于高强度、高耐磨的零部件制造。淬火工艺能够显著提高钢材的强度和硬度,但不合理的工艺参数选择可能导致组织结构不稳

立式中频淬火工艺研究.docx
立式中频淬火工艺研究摘要:本文围绕立式中频淬火工艺展开探讨。首先介绍了淬火工艺的概念、分类及其在工业制造领域中的应用。然后着重阐述了立式中频淬火工艺的优势及其操作步骤。最后,分析了立式中频淬火工艺存在的问题,并提出优化建议。关键词:立式中频淬火、工艺、优势、操作步骤、问题、优化建议。一、引言淬火技术是一种重要的热处理技术,在工业生产中有着广泛的应用。它通过快速冷却材料,使其表面硬度大大提高,同时保持内部结构的强度和韧性。而立式中频淬火工艺,则是在传统中频淬火工艺的基础上结合了立式设计的新型淬火设备。本文将

钢的淬火工艺.ppt
钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的淬火、回火检验钢的淬火、回火检验钢的淬火、回火检验钢的淬火、回火检验

一种齿轮中频淬火工艺.pdf
本发明涉及金属热处理技术领域,具体涉及一种齿轮中频淬火工艺,采用中频感应加热设备对齿轮进行加工,包括:步骤一:加热,使齿轮表面温度达到900℃;步骤二:预冷,将齿轮表面温度预冷至820℃;步骤三:水冷,冷却时间30s,冷却温度300摄氏度;步骤四:空冷,冷却时间1h,使齿轮表面温度冷却至200摄氏度;步骤五:回火,温度300℃,时间3h。本发明所公开的一种齿轮中频淬火工艺,工艺路线设计合理,能够保证加工齿轮的硬度要求,完全避免齿轮开裂,把齿轮的变形控制在一个较小的范围,从而生产出高质量齿轮。