
一种双相不锈钢的热处理工艺方法.pdf

是你****噩呀

1/9
2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双相不锈钢的热处理工艺方法.pdf
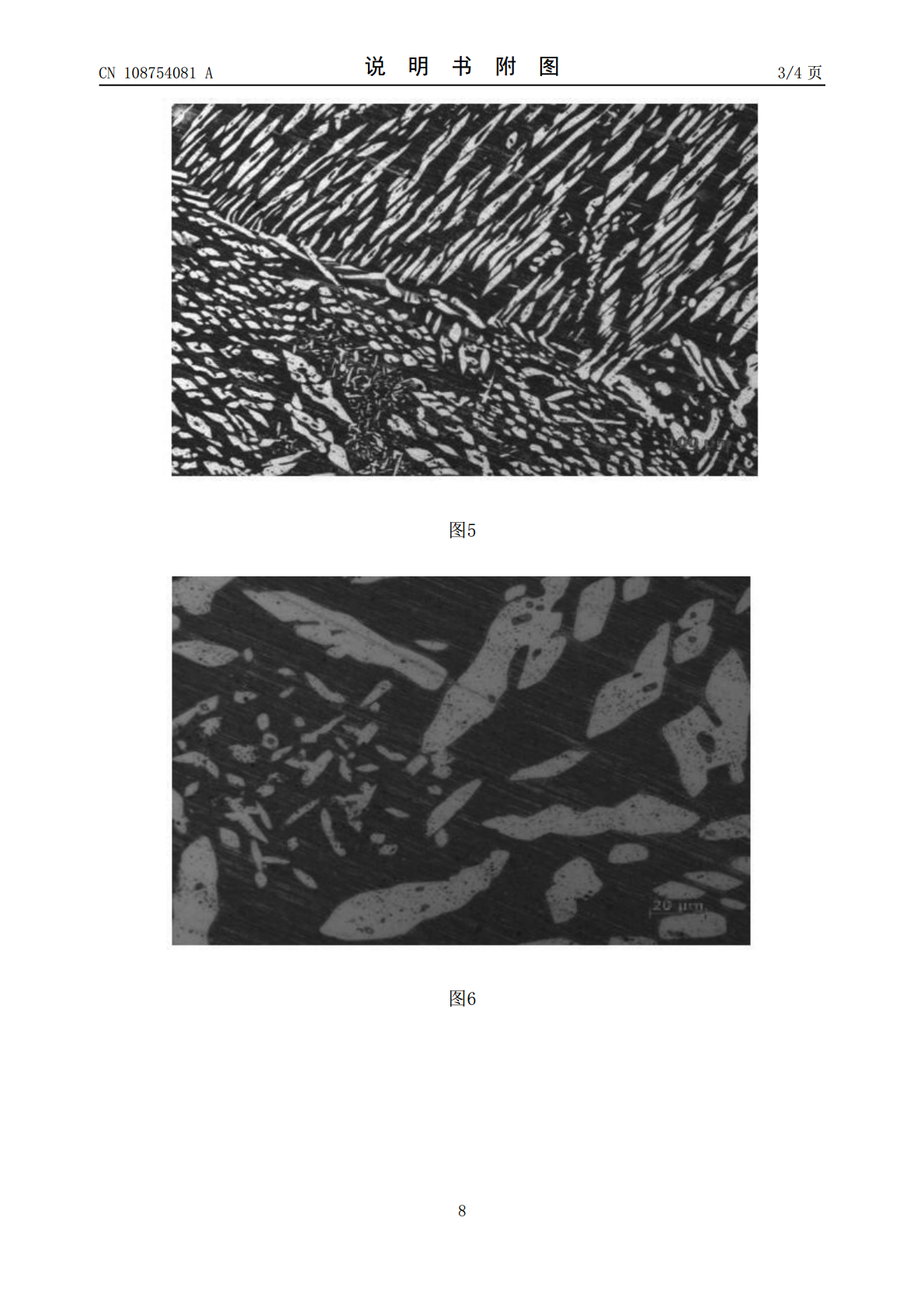
本发明提供了一种双相不锈钢的热处理工艺方法,通过采用这种方法能够提升产品的机械性能。其技术方案是这样的:一种双相不锈钢的热处理工艺方法,其特征在于,其包含以下步骤:步骤1:将双相不锈钢置于高压气淬真空炉中加热至1100℃‑1140℃,保温3h‑4h;步骤2:在纯度为99.99%‑99.999%的氮气环境下并且在800Kpa‑1000Kpa压力条件下,将双相不锈钢的温度在2s内降到920℃‑960℃,再在48s内降到460℃以下。
一种双相不锈钢热处理方法.pdf
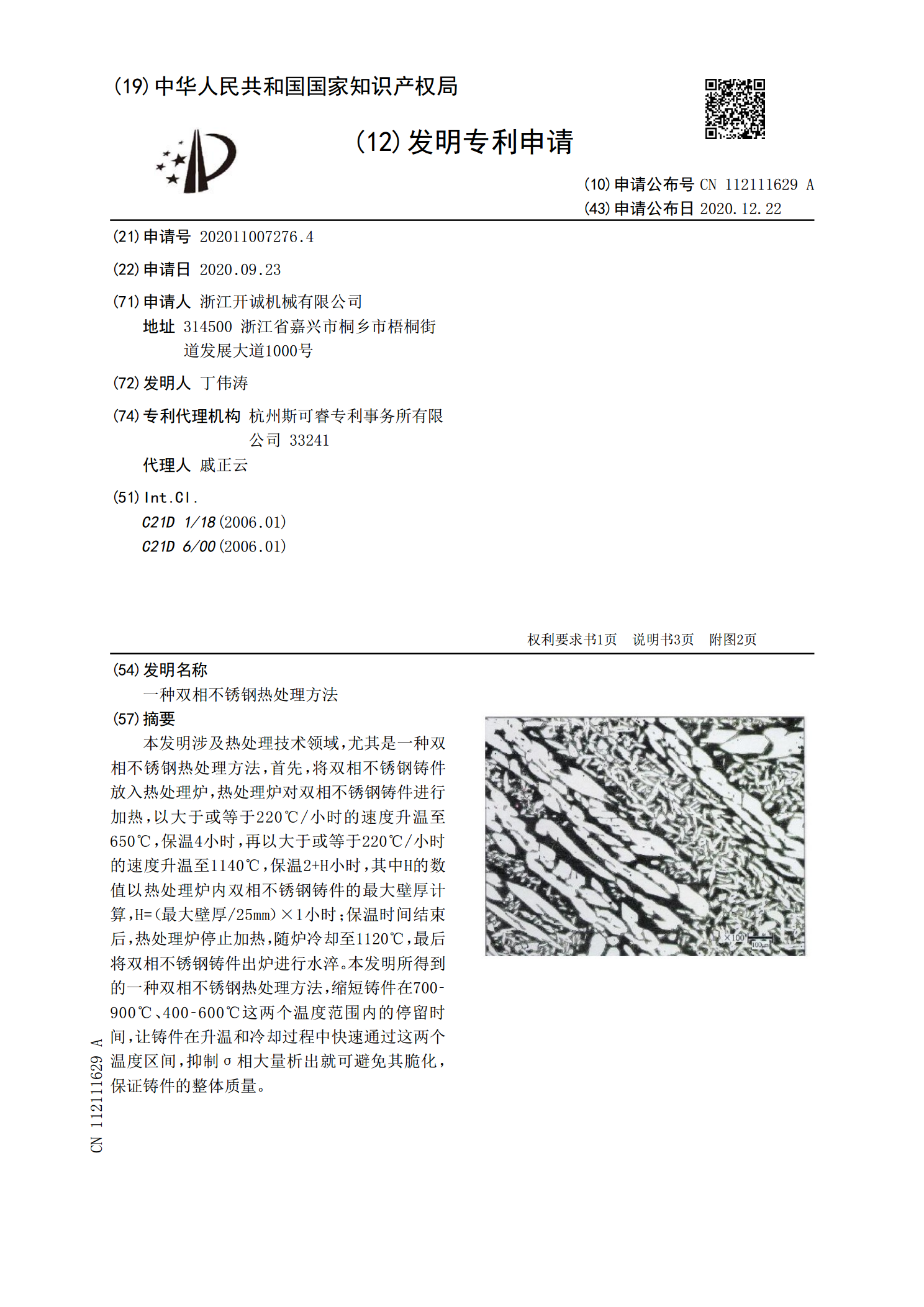
本发明涉及热处理技术领域,尤其是一种双相不锈钢热处理方法,首先,将双相不锈钢铸件放入热处理炉,热处理炉对双相不锈钢铸件进行加热,以大于或等于220℃/小时的速度升温至650℃,保温4小时,再以大于或等于220℃/小时的速度升温至1140℃,保温2+H小时,其中H的数值以热处理炉内双相不锈钢铸件的最大壁厚计算,H=(最大壁厚/25mm)×1小时;保温时间结束后,热处理炉停止加热,随炉冷却至1120℃,最后将双相不锈钢铸件出炉进行水淬。本发明所得到的一种双相不锈钢热处理方法,缩短铸件在700‑900℃、400

一种双相不锈钢复合板的热处理工艺.pdf
本发明公开了一种双相不锈钢复合板的热处理工艺,包括步骤(1)将热处理炉升温至500~600℃;(2)送入复合板并计时,保温时间2~4min/mm;(3)保温时间结束,直接将复合板出炉空冷,或者根据碳钢热处理需求随炉冷却。该工艺中不锈钢复合板在500~600℃下进行回火热处理,冷却速度不受任何限制。一方面能够有效避开σ相和碳化物产生,保障双相不锈钢的耐蚀性,另一方面能够满足基材的热处理交付条件,保障了碳钢的结构性能。
核电叶轮用双相不锈钢热处理工艺研究.pdf
����477Vol.47No.7���2011�7921—926ACTAMETALLURGICASINICAJul.2011pp.921–926∗����������������������������(������������������(��)���,��110016)���������������������,���������������������������������,����,�800—850���5min�������7.5�/min�,���������������.OM,�����

2507超级双相不锈钢焊接及热处理工艺研究.docx
2507超级双相不锈钢焊接及热处理工艺研究2507超级双相不锈钢焊接及热处理工艺研究摘要:2507超级双相不锈钢具有优异的耐蚀性和力学性能,因此在许多领域得到广泛应用。然而,在焊接过程中,2507钢的热影响区域会发生相变和析出相变,导致焊缝区域的性能降低。本研究通过实验研究和分析,探索了2507双相不锈钢的焊接参数和热处理工艺对焊缝性能的影响。结果表明,通过优化焊接参数和热处理工艺,可以显著提高焊缝区域的力学性能和耐蚀性。关键词:2507超级双相不锈钢,焊接,热处理,性能引言:2507超级双相不锈钢是一种