
一种全自动铝材输送系统.pdf

觅松****哥哥

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种全自动铝材输送系统.pdf
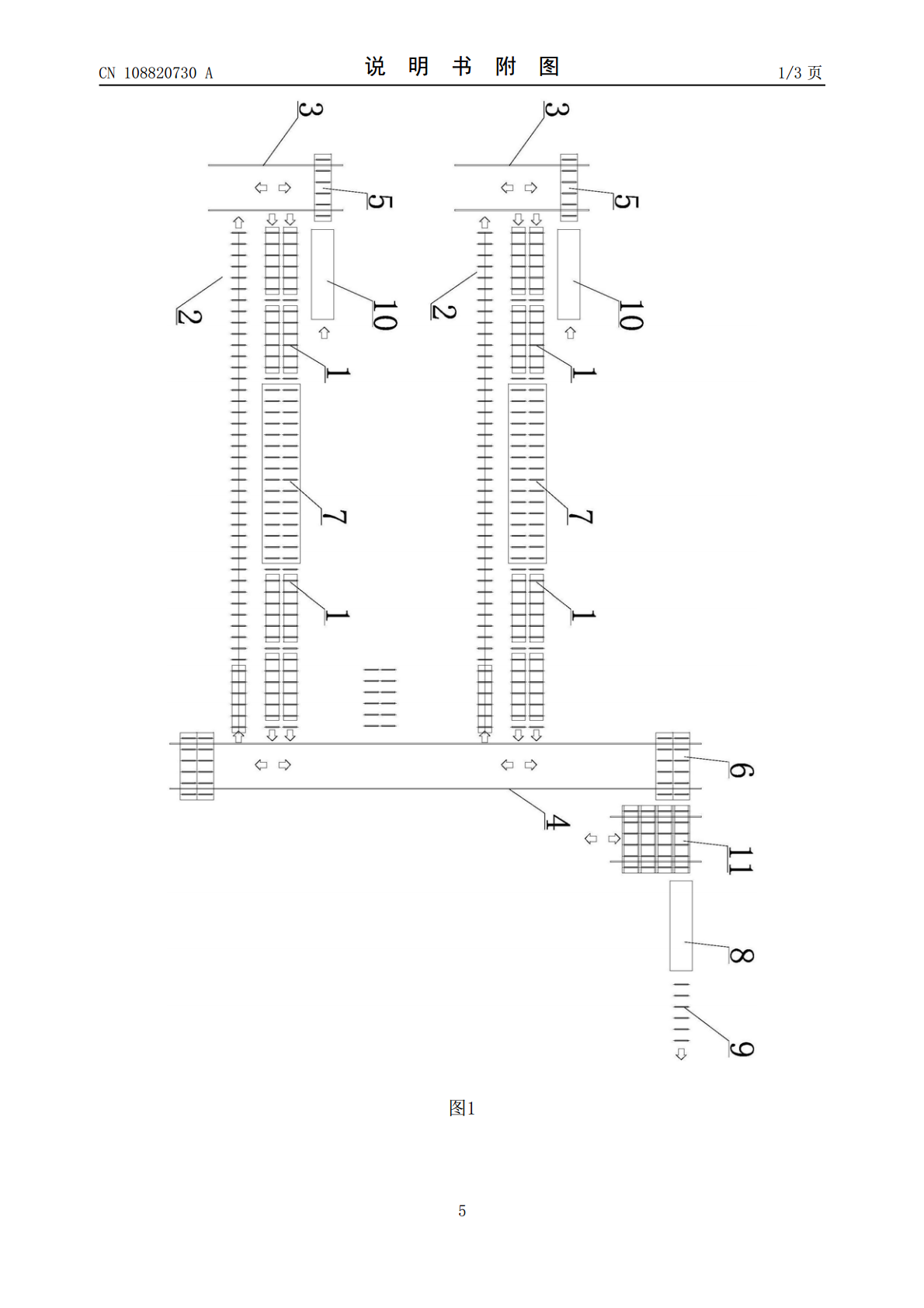
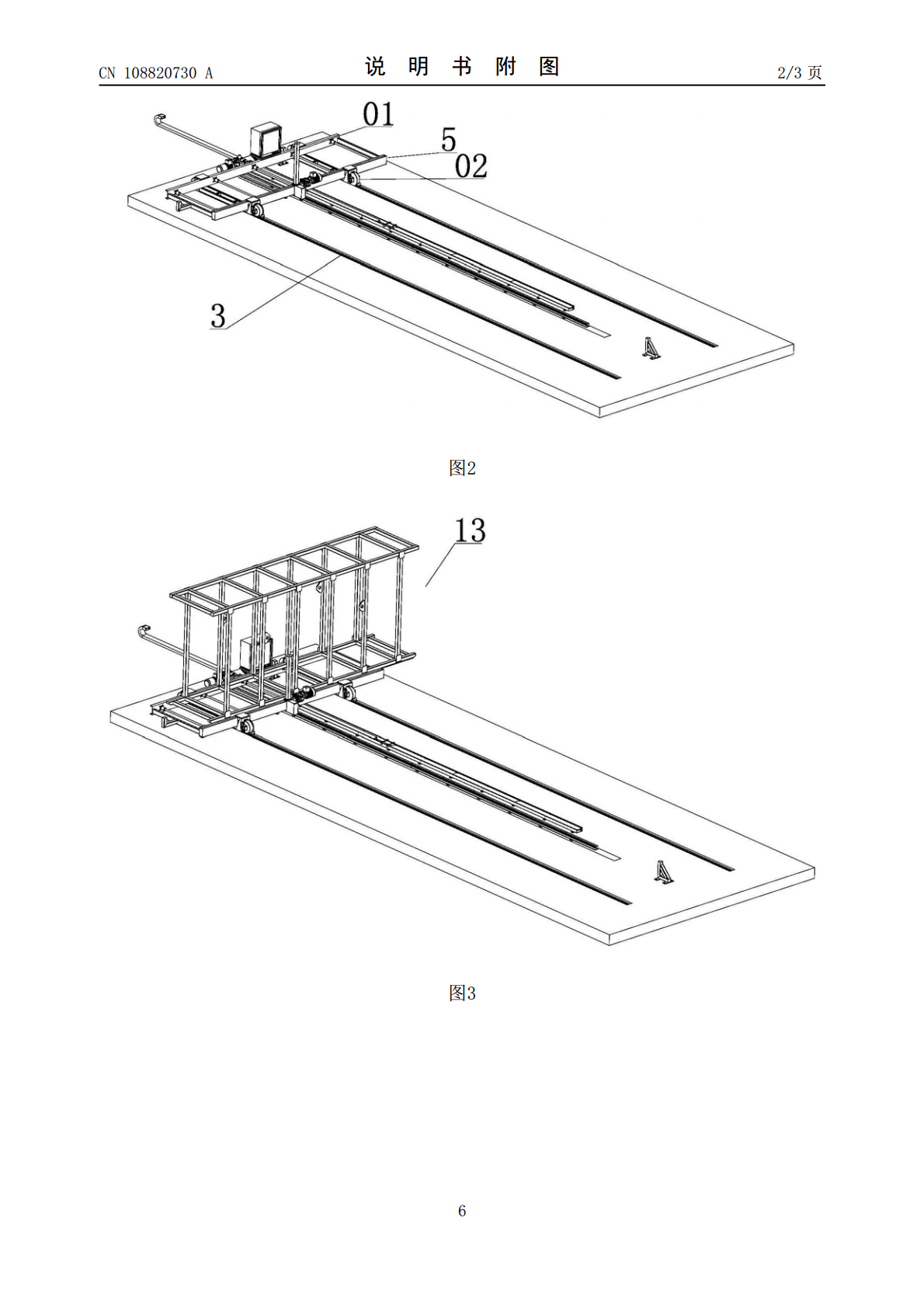
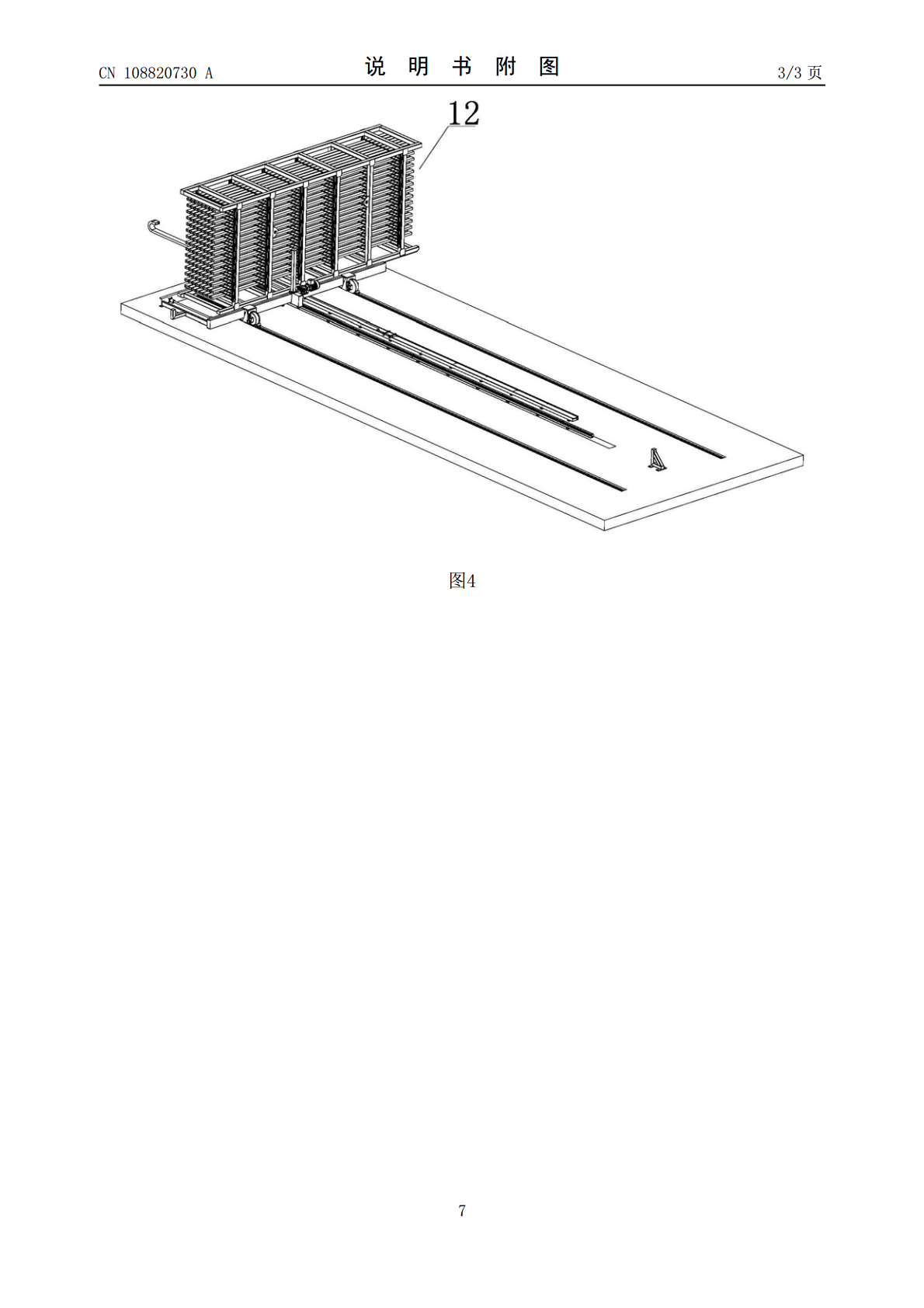
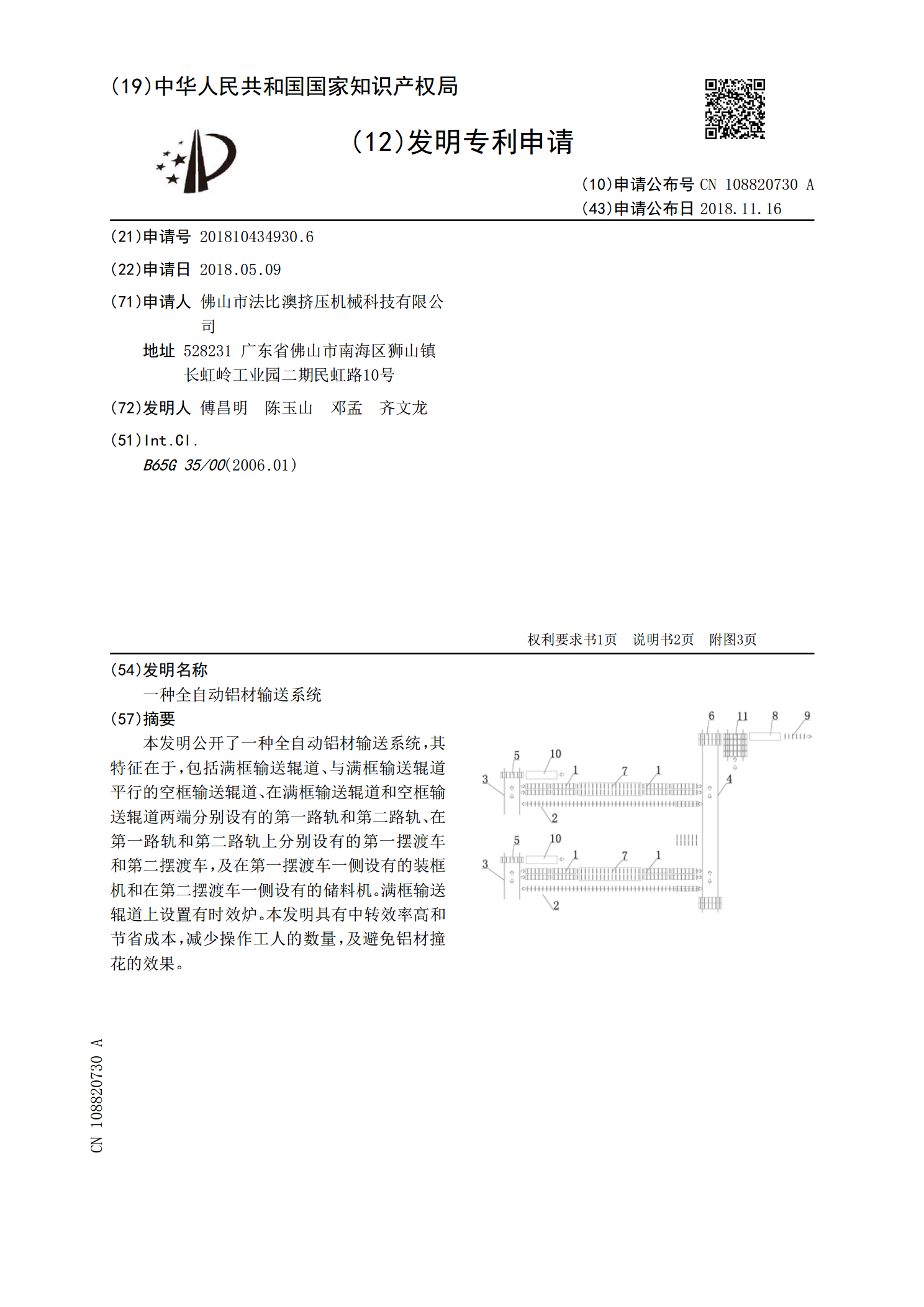
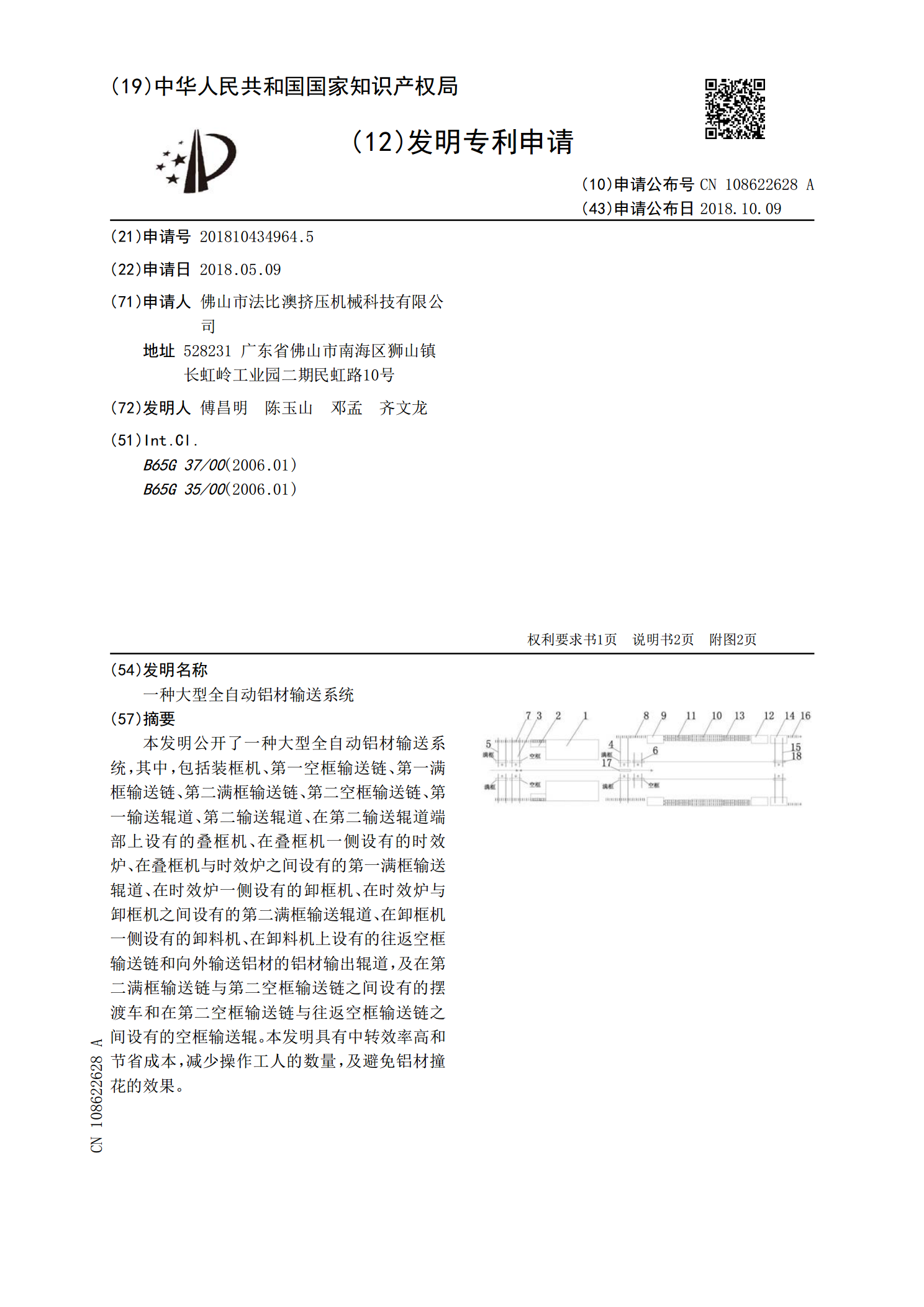
本发明公开了一种全自动铝材输送系统,其特征在于,包括满框输送辊道、与满框输送辊道平行的空框输送辊道、在满框输送辊道和空框输送辊道两端分别设有的第一路轨和第二路轨、在第一路轨和第二路轨上分别设有的第一摆渡车和第二摆渡车,及在第一摆渡车一侧设有的装框机和在第二摆渡车一侧设有的储料机。满框输送辊道上设置有时效炉。本发明具有中转效率高和节省成本,减少操作工人的数量,及避免铝材撞花的效果。
一种大型全自动铝材输送系统.pdf
本发明公开了一种大型全自动铝材输送系统,其中,包括装框机、第一空框输送链、第一满框输送链、第二满框输送链、第二空框输送链、第一输送辊道、第二输送辊道、在第二输送辊道端部上设有的叠框机、在叠框机一侧设有的时效炉、在叠框机与时效炉之间设有的第一满框输送辊道、在时效炉一侧设有的卸框机、在时效炉与卸框机之间设有的第二满框输送辊道、在卸框机一侧设有的卸料机、在卸料机上设有的往返空框输送链和向外输送铝材的铝材输出辊道,及在第二满框输送链与第二空框输送链之间设有的摆渡车和在第二空框输送链与往返空框输送链之间设有的空框输
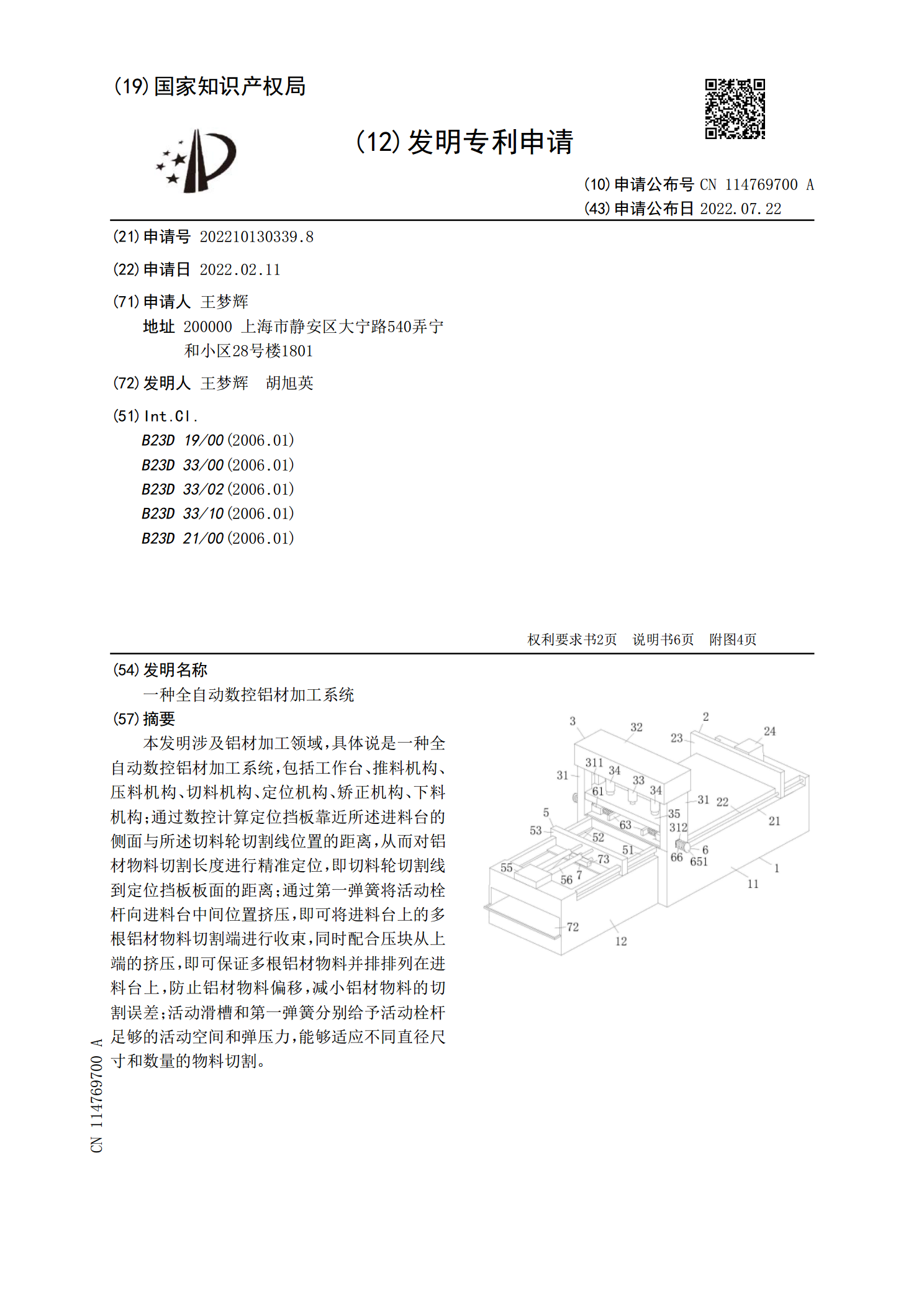
一种全自动数控铝材加工系统.pdf
本发明涉及铝材加工领域,具体说是一种全自动数控铝材加工系统,包括工作台、推料机构、压料机构、切料机构、定位机构、矫正机构、下料机构;通过数控计算定位挡板靠近所述进料台的侧面与所述切料轮切割线位置的距离,从而对铝材物料切割长度进行精准定位,即切料轮切割线到定位挡板板面的距离;通过第一弹簧将活动栓杆向进料台中间位置挤压,即可将进料台上的多根铝材物料切割端进行收束,同时配合压块从上端的挤压,即可保证多根铝材物料并排排列在进料台上,防止铝材物料偏移,减小铝材物料的切割误差;活动滑槽和第一弹簧分别给予活动栓杆足够的
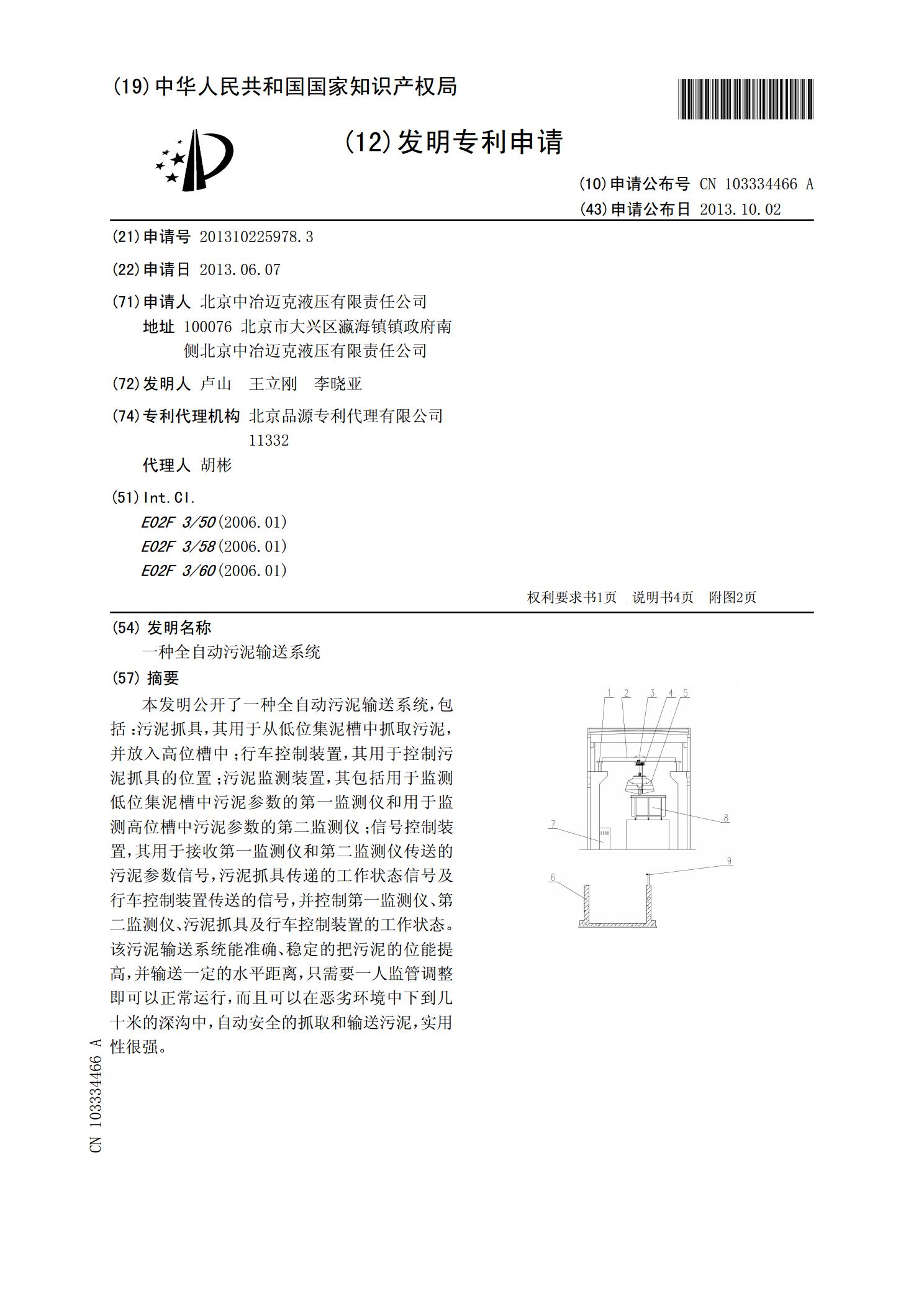
一种全自动污泥输送系统.pdf
本发明公开了一种全自动污泥输送系统,包括:污泥抓具,其用于从低位集泥槽中抓取污泥,并放入高位槽中;行车控制装置,其用于控制污泥抓具的位置;污泥监测装置,其包括用于监测低位集泥槽中污泥参数的第一监测仪和用于监测高位槽中污泥参数的第二监测仪;信号控制装置,其用于接收第一监测仪和第二监测仪传送的污泥参数信号,污泥抓具传递的工作状态信号及行车控制装置传送的信号,并控制第一监测仪、第二监测仪、污泥抓具及行车控制装置的工作状态。该污泥输送系统能准确、稳定的把污泥的位能提高,并输送一定的水平距离,只需要一人监管调整即可
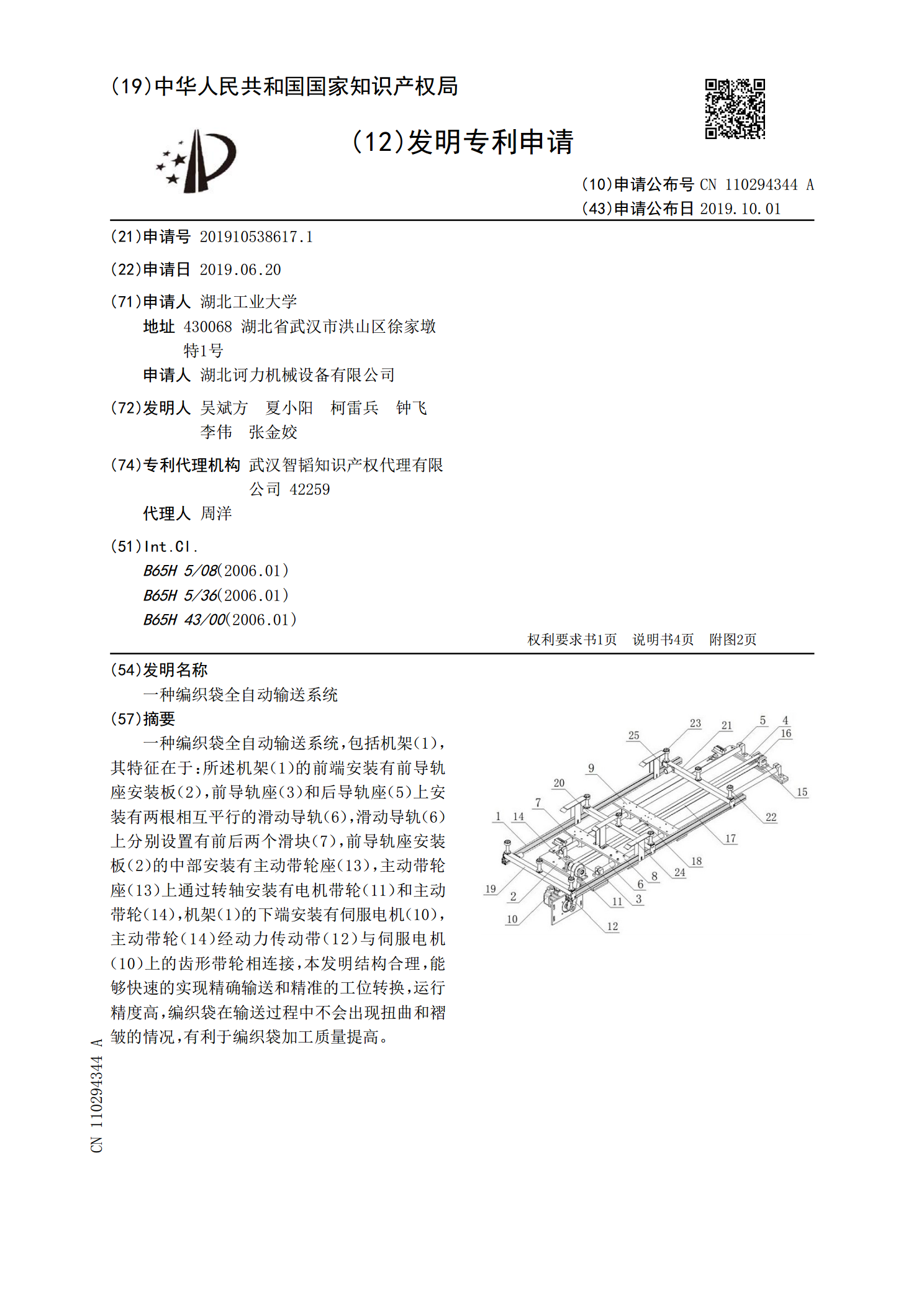
一种编织袋全自动输送系统.pdf
一种编织袋全自动输送系统,包括机架(1),其特征在于:所述机架(1)的前端安装有前导轨座安装板(2),前导轨座(3)和后导轨座(5)上安装有两根相互平行的滑动导轨(6),滑动导轨(6)上分别设置有前后两个滑块(7),前导轨座安装板(2)的中部安装有主动带轮座(13),主动带轮座(13)上通过转轴安装有电机带轮(11)和主动带轮(14),机架(1)的下端安装有伺服电机(10),主动带轮(14)经动力传动带(12)与伺服电机(10)上的齿形带轮相连接,本发明结构合理,能够快速的实现精确输送和精准的工位转换,运