
一种汽车轮毂模具加工工艺.pdf

书生****35


1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车轮毂模具加工工艺.pdf
本发明公开了一种汽车轮毂模具加工工艺,包括以下步骤,S1,包括以下重量份的原料:C4~7份、Cr3~5份、Fe800~1000份、Mo30~40份、三硫化二锑3~5份、三氯化镧1~3份、Ne3~5份、纳米二氧化锆2~3份;将坯料置于温度为300~350℃的模具中进行锻造,并保温3~4h;将初步锻造后的材料置于400~450℃的模具中再锻造,并保温6~8h,制得,模具毛坯;将模具毛坯放入炉中加热700~750℃,并保温6~8h,再将保温后的模具毛坯放入炉中加热500~550℃回火,保温11~15h

汽车轮毂模具加工工艺设计.docx
毕业论文题目:德国奔驰特汽车铝轮毂模具及数控加工工艺设计系部:机械工程学院专业:机械设计制造及其自动化班级:机设0804学号:200802010405学生姓名:李斌彬

汽车轮毂模具加工工艺设计.docx
毕业论文题目:德国奔驰特汽车铝轮毂模具及数控加工工艺设计系部:机械工程学院专业:机械设计制造及其自动化班级:机设0804学号:200802010405学生姓名:李斌彬指导老师姓名:陈蓉玲关耀奇完成日期:2012.06.08毕业设计(论文)任务书题目:德国奔驰特汽车铝轮毂模具及数控加工工艺设计姓名李斌彬学院机械工程专业机械设计制造及其自动化班级0804学号05指导老师关耀奇职称副教授教研室主任基本任务及要求:1.德国奔驰轿车铝轮毂零件的3D设计;2.德国奔驰轿车铝轮毂零件铸造模具的3D设计;3

汽车轮毂模具加工工艺设计样本.doc
毕业论文题目:德国奔驰特汽车铝轮毂模具及数控加工工艺设计系部:机械工程学院专业:机械设计制造及其自动化班级:机设0804学号:0405学生姓名:李斌彬指引教师姓名:陈蓉玲关耀奇完毕日期:.06.08毕业设计(论文)任务书题目:德国奔驰特汽车铝轮毂模具及数控加工工艺设计姓名李斌彬学院机械工程专业机械设计制造及其自动化班级0804学号05指引教师关耀奇职称副教授教研室主任基本任务及规定:1.德国奔驰轿车铝轮毂零件3D设计;2.德国奔驰轿车铝轮毂零件锻造模具3D设计;3.德国奔驰轿车铝轮毂锻造模具顶模零件加工工
一种汽车轮毂旋压模具及工艺.pdf
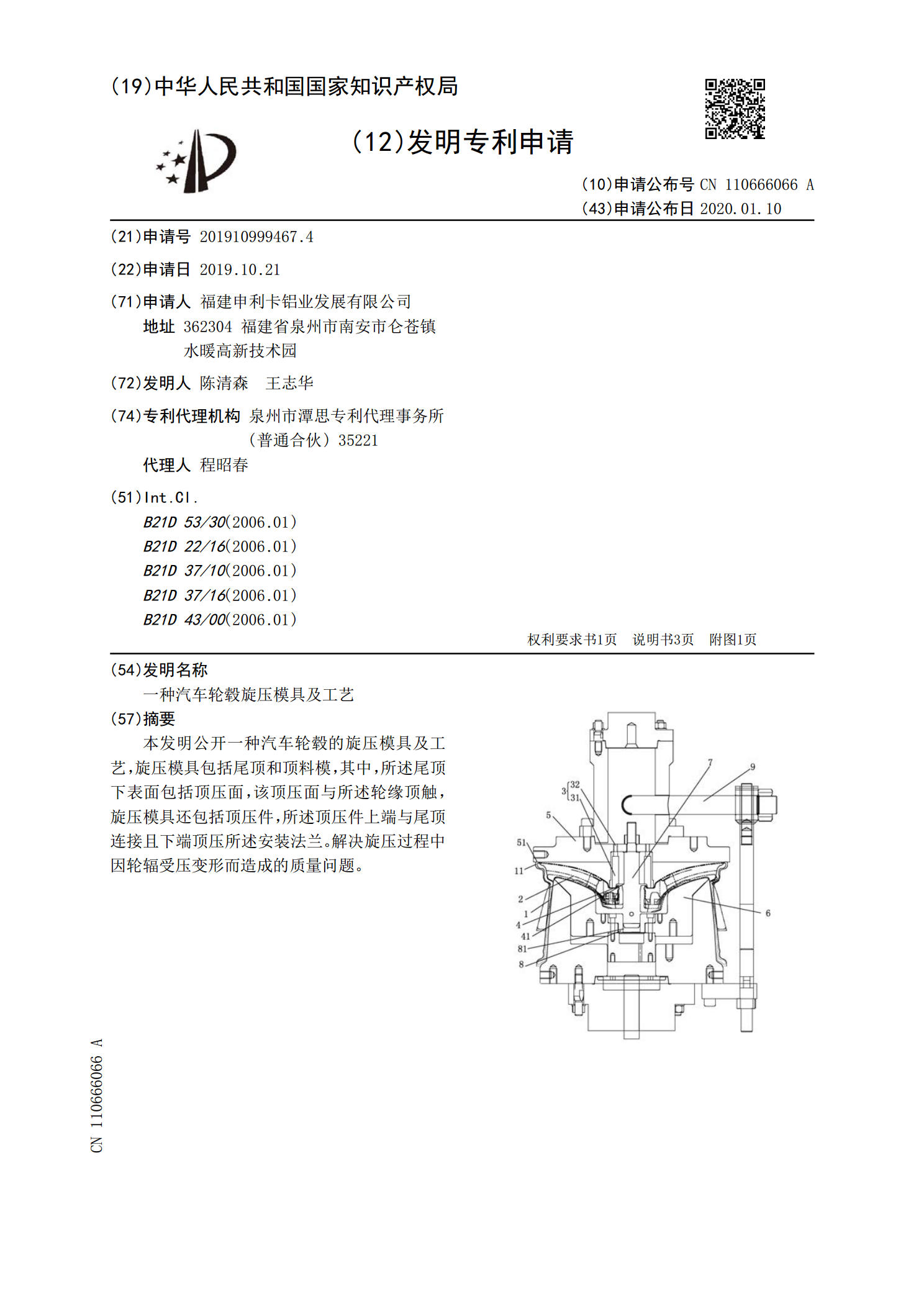
本发明公开一种汽车轮毂的旋压模具及工艺,旋压模具包括尾顶和顶料模,其中,所述尾顶下表面包括顶压面,该顶压面与所述轮缘顶触,旋压模具还包括顶压件,所述顶压件上端与尾顶连接且下端顶压所述安装法兰。解决旋压过程中因轮辐受压变形而造成的质量问题。