
一种减振复合板的全连续式生产方法.pdf

努力****南绿

1/9
2/9
3/9
4/9
5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种减振复合板的全连续式生产方法.pdf
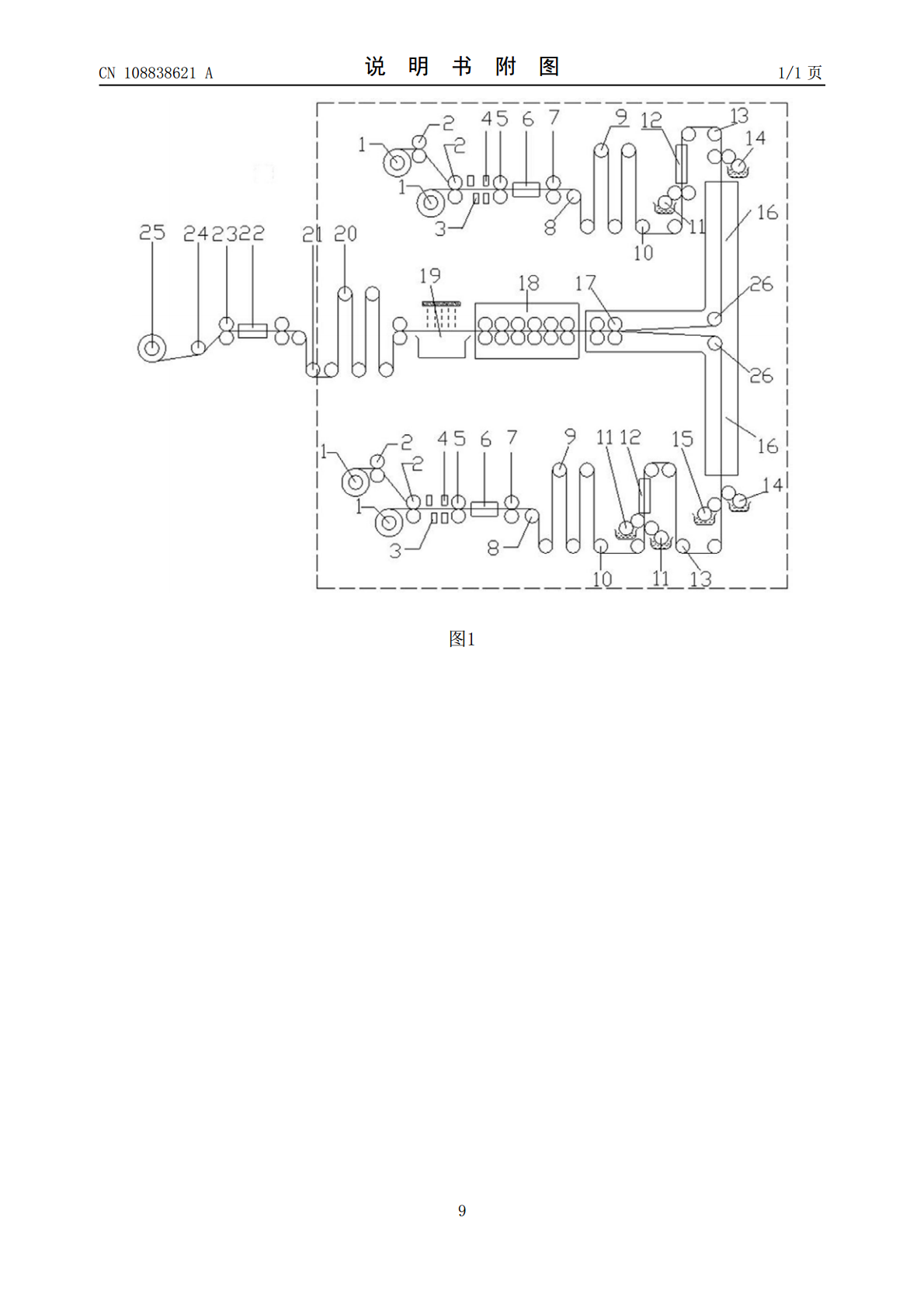
本发明是一种减振复合板的全连续式生产方法,属于金属板材生产领域。上下两层金属板带经过表面清理,上、下层金属板带经过上层化涂机和化涂烘干炉后,上层单面涂覆一层高分子树脂,下层一面涂覆一层液态高分子树脂、另一面涂覆液态环保涂料,上下层涂覆金属板带进入T形烘干炉完成烘干处理。经过T形烘干炉处理后的上下层金属板带,经过复合机组完成复合、固化机组完成固化处理后,由强制冷却机组进行强制冷却,最后对复合后的双层金属复合板进行精整处理,并收集成卷。本发明通过采用三层式结构和T形烘干炉,简化了生产工艺,节约了投资成本和生产
一种树脂粘结复合板的连续式生产装置及生产方法.pdf
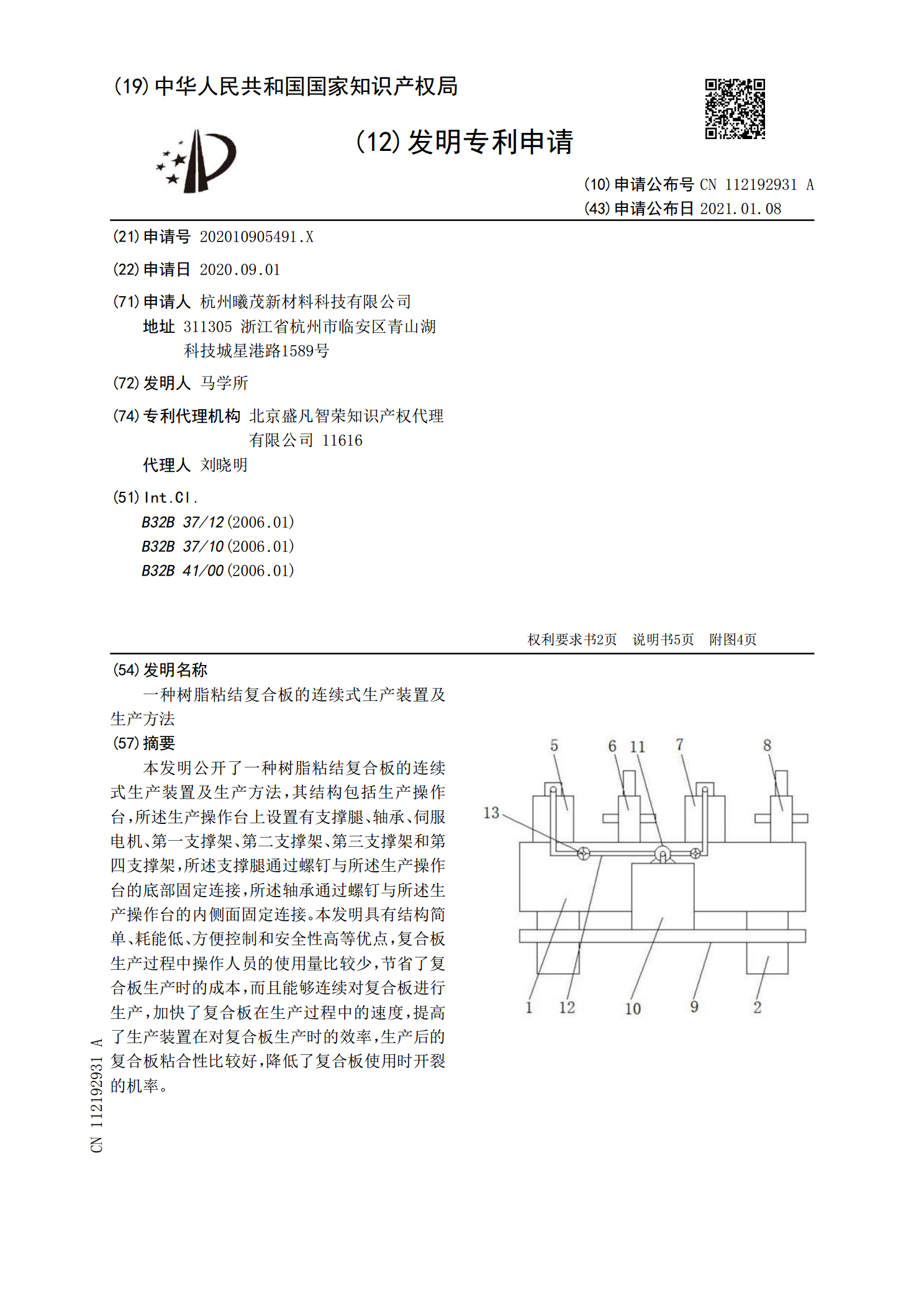
本发明公开了一种树脂粘结复合板的连续式生产装置及生产方法,其结构包括生产操作台,所述生产操作台上设置有支撑腿、轴承、伺服电机、第一支撑架、第二支撑架、第三支撑架和第四支撑架,所述支撑腿通过螺钉与所述生产操作台的底部固定连接,所述轴承通过螺钉与所述生产操作台的内侧面固定连接。本发明具有结构简单、耗能低、方便控制和安全性高等优点,复合板生产过程中操作人员的使用量比较少,节省了复合板生产时的成本,而且能够连续对复合板进行生产,加快了复合板在生产过程中的速度,提高了生产装置在对复合板生产时的效率,生产后的复合板粘

一种涡轮减振方法及减振结构.pdf
本发明公开了一种涡轮减振方法及减振结构,所述减振方法及减振结构包括在涡轮导流盘与涡轮端接触面加工网状花纹,并在网状花纹内涂抹石墨涂层;在涡轮端面与倒流盘接触面也加工网状花纹,并在网状花纹内涂抹石墨涂层;安装时,导流盘沿轴向预紧,为保持理想减振效果,预紧里应在一定范围内调整。本发明在现有结构上进行改进,工艺简单,保持原有装配工艺不变,效果明显。

减振复合板试制应用.docx
减振复合板试制应用随着建筑技术的日益发展,建筑结构的减震控制问题也显得越来越重要。其中,减振复合板作为一种新型的减振材料,在建筑结构中得到了广泛的应用。本文将介绍减振复合板的原理、制备和应用,并探讨其在建筑结构中的优势和潜力。一、减振复合板的原理减振复合板是一种由异型钢和混凝土组成的复合材料。其基本原理是钢与混凝土之间的粘结作用可以在弹性应变的范围内发挥较好的减振效果。当地震或其他外部振动作用于建筑物时,减振复合板可以吸收部分振动能并使建筑物较少受到损伤。二、减振复合板的制备减振复合板的制备需要经过多个工

一种铰接式支撑阻尼器减振系统及其减振效能评估方法.pdf
本发明公开了一种铰接式支撑阻尼器减振系统及其减振效能评估方法,属于减振系统设计领域。该减振系统具有六个刚性支撑杆Aa