
一种节约型卷取机卷筒用扇形板锻件制造方法.pdf

子璇****君淑

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种节约型卷取机卷筒用扇形板锻件制造方法.pdf
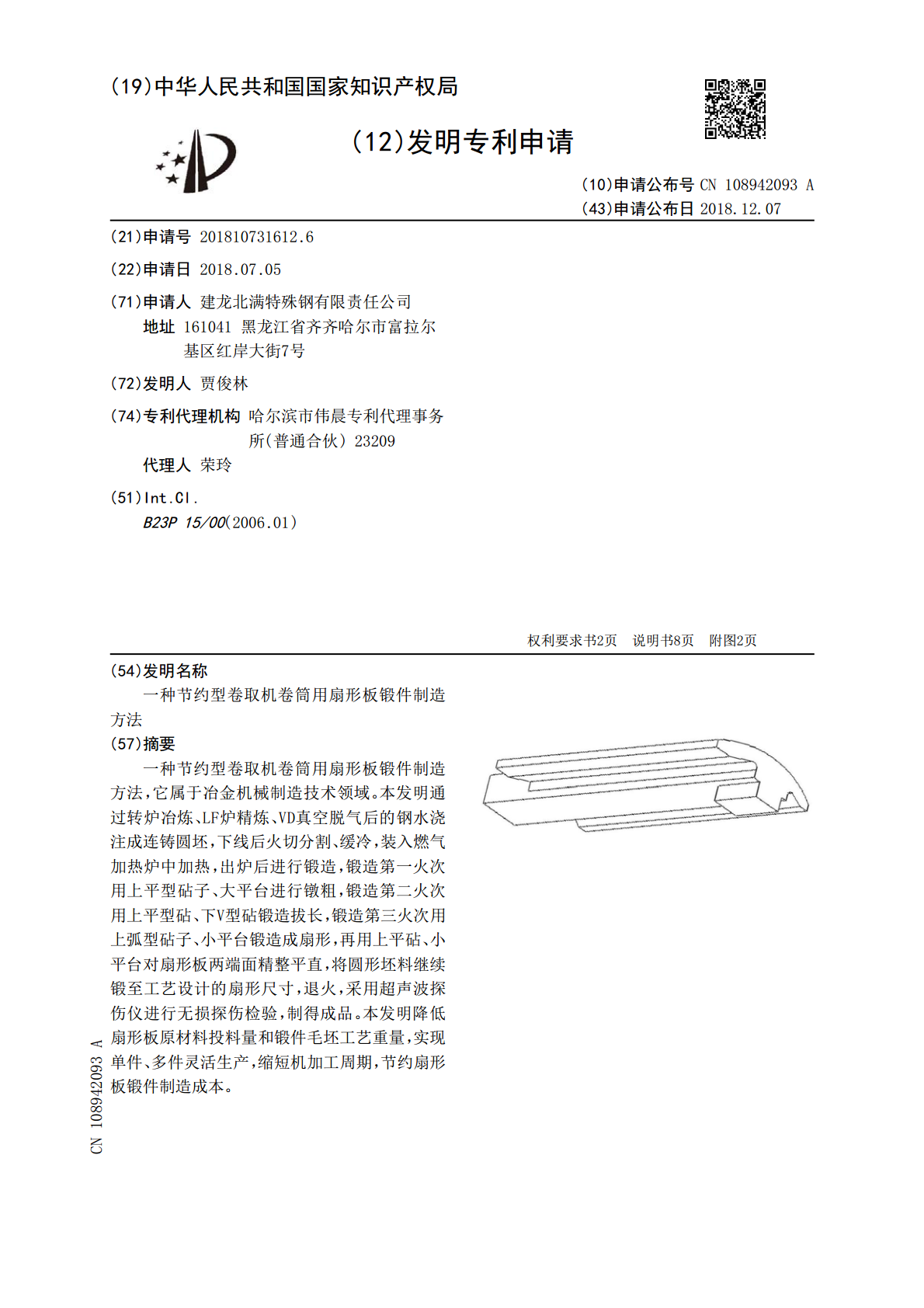
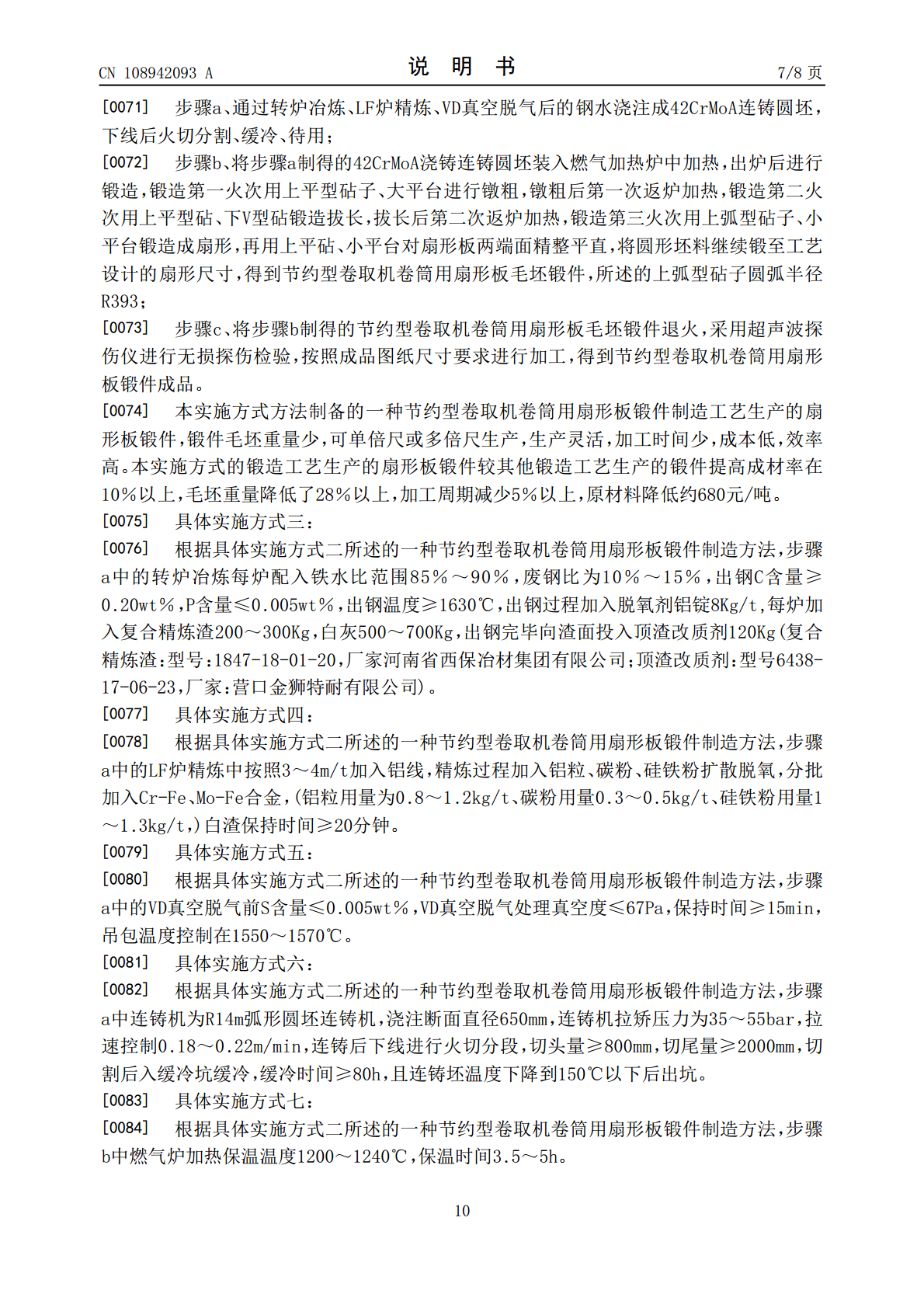
一种节约型卷取机卷筒用扇形板锻件制造方法,它属于冶金机械制造技术领域。本发明通过转炉冶炼、LF炉精炼、VD真空脱气后的钢水浇注成连铸圆坯,下线后火切分割、缓冷,装入燃气加热炉中加热,出炉后进行锻造,锻造第一火次用上平型砧子、大平台进行镦粗,锻造第二火次用上平型砧、下V型砧锻造拔长,锻造第三火次用上弧型砧子、小平台锻造成扇形,再用上平砧、小平台对扇形板两端面精整平直,将圆形坯料继续锻至工艺设计的扇形尺寸,退火,采用超声波探伤仪进行无损探伤检验,制得成品。本发明降低扇形板原材料投料量和锻件毛坯工艺重量,实现单
一种冷轧卷取机扇形板的轧制方法.pdf
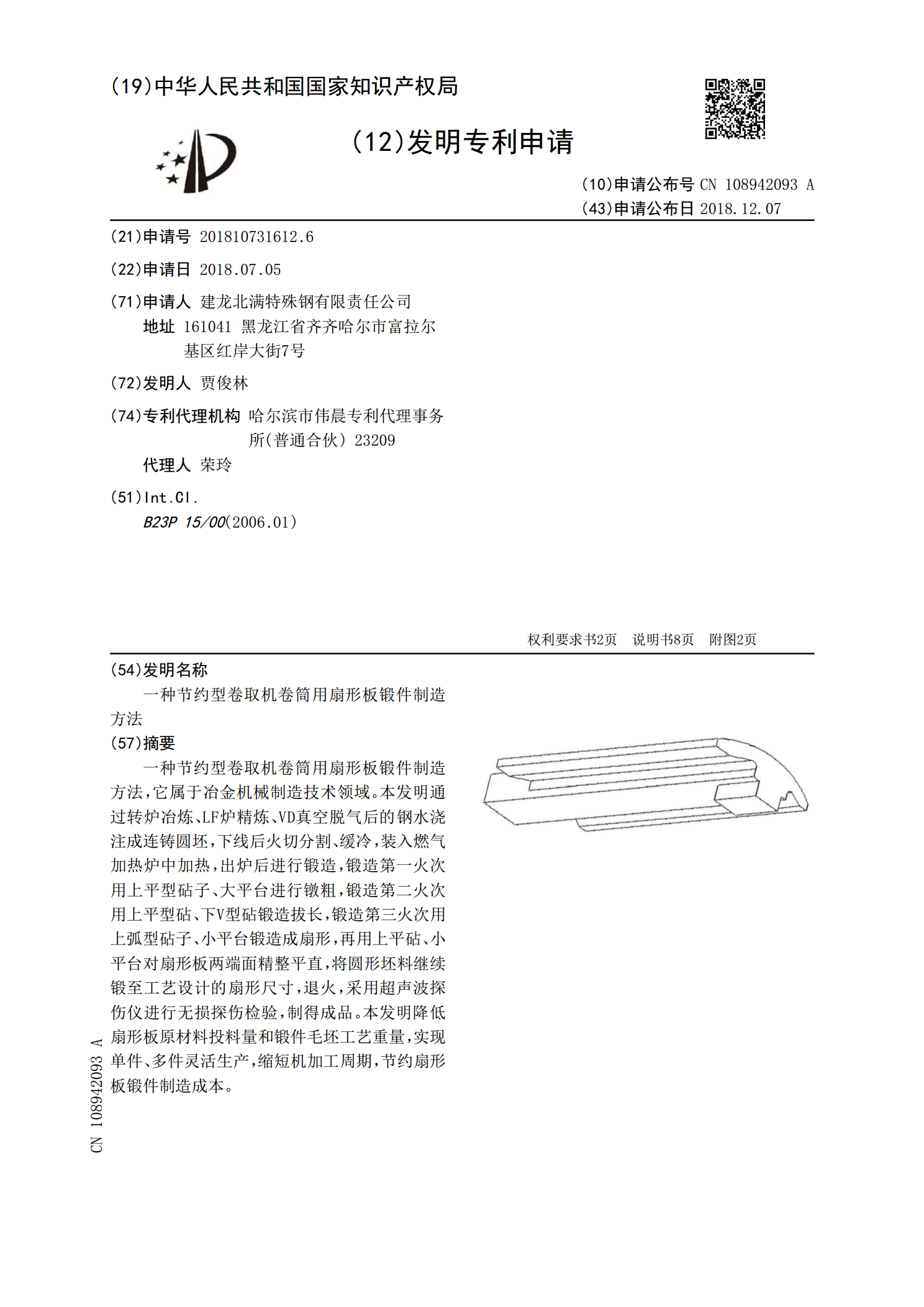
一种冷轧卷取机扇形板的轧制方法,它属于轧制技术领域。本发明要解决的技术问题为提高生产效率,节约资源。本发明其生产工艺流程为:<base:Imagehe=@54@wi=@191@file=@DDA0003603246510000011.JPG@imgContent=@drawing@imgFormat=@JPEG@orientation=@portrait@inline=@yes@/>连铸坯加热→轧机轧制→分段→缓冷→压直机压直;所述的轧机轧制的轧辊采用4孔轧辊1对,其中第1#孔、第2#孔为方形孔,第3#、
一种冷轧卷取机扇形板的轧制方法.pdf
一种冷轧卷取机扇形板的轧制方法,它属于轧制技术领域。本发明要解决的技术问题为提高生产效率,节约资源。本发明其生产工艺流程为:<base:Imagehe=@54@wi=@191@file=@DDA0003603246510000011.JPG@imgContent=@drawing@imgFormat=@JPEG@orientation=@portrait@inline=@yes@/>连铸坯加热→轧机轧制→分段→缓冷→压直机压直;所述的轧机轧制的轧辊采用4孔轧辊1对,其中第1#孔、第2#孔为方形孔,第3#、

热轧卷取机卷筒扇形板温度场模拟及冷却工艺优化.docx
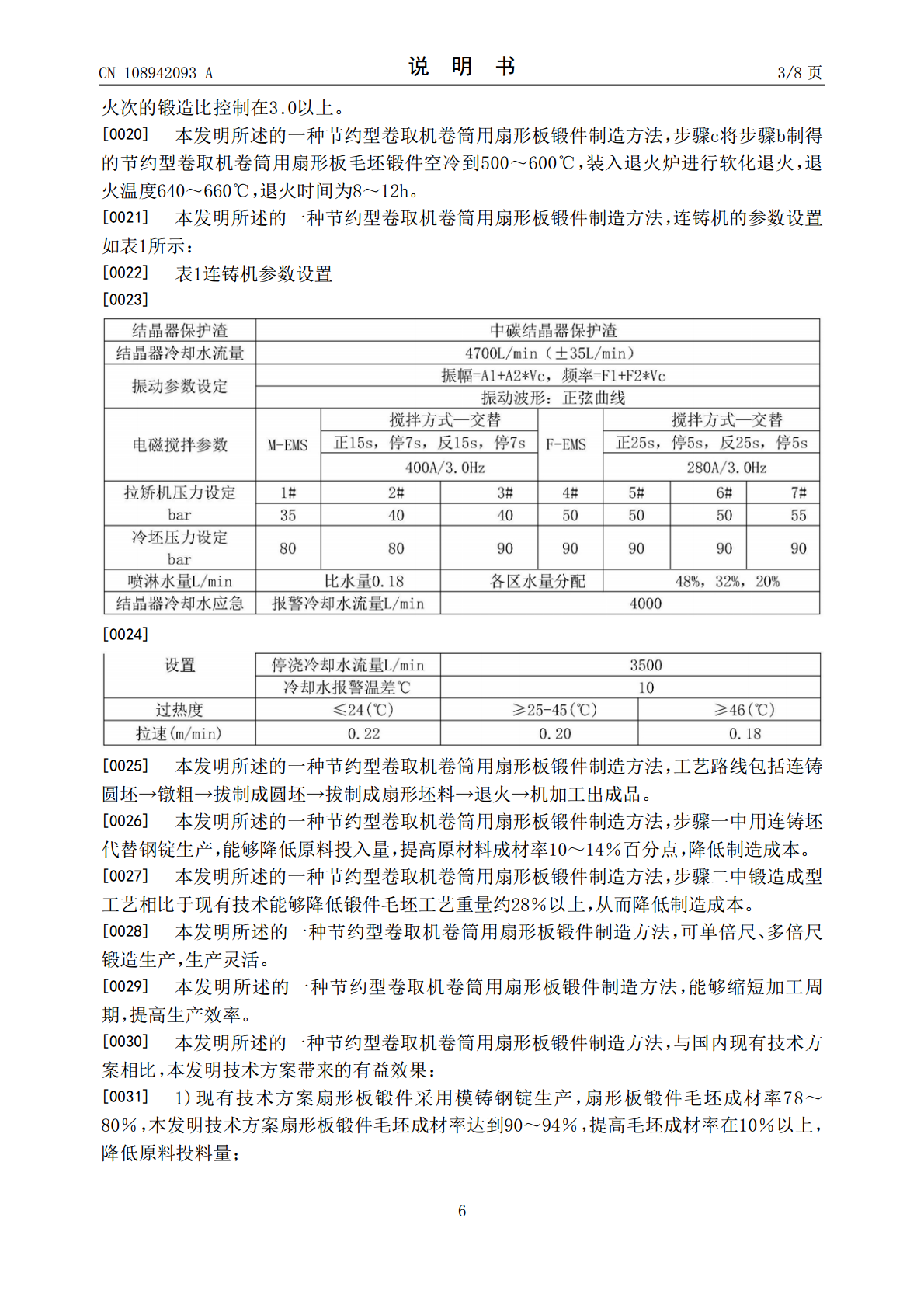
热轧卷取机卷筒扇形板温度场模拟及冷却工艺优化摘要:本文基于热轧卷取机的卷筒扇形板,在ANSYS软件的支持下,建立了该扇形板材的三维模型并完成了温度场的模拟。结果显示,在工作状态下,扇形板表面出现高温区,且整体板材温度分布不均匀。为解决该问题,本文针对性检验了不同冷却方式的效果,最终确定了相应的优化方案,并通过实验验证了该方案的可行性。本文为热轧卷取机生产实践提供了借鉴意义。关键词:热轧卷取机;扇形板;温度场模拟;冷却工艺优化1.引言热轧卷取机是钢铁生产领域中不可或缺的设备之一,其卷取机构主要由卷筒、辊架、
一种热卷取炉卷筒的制造方法.pdf
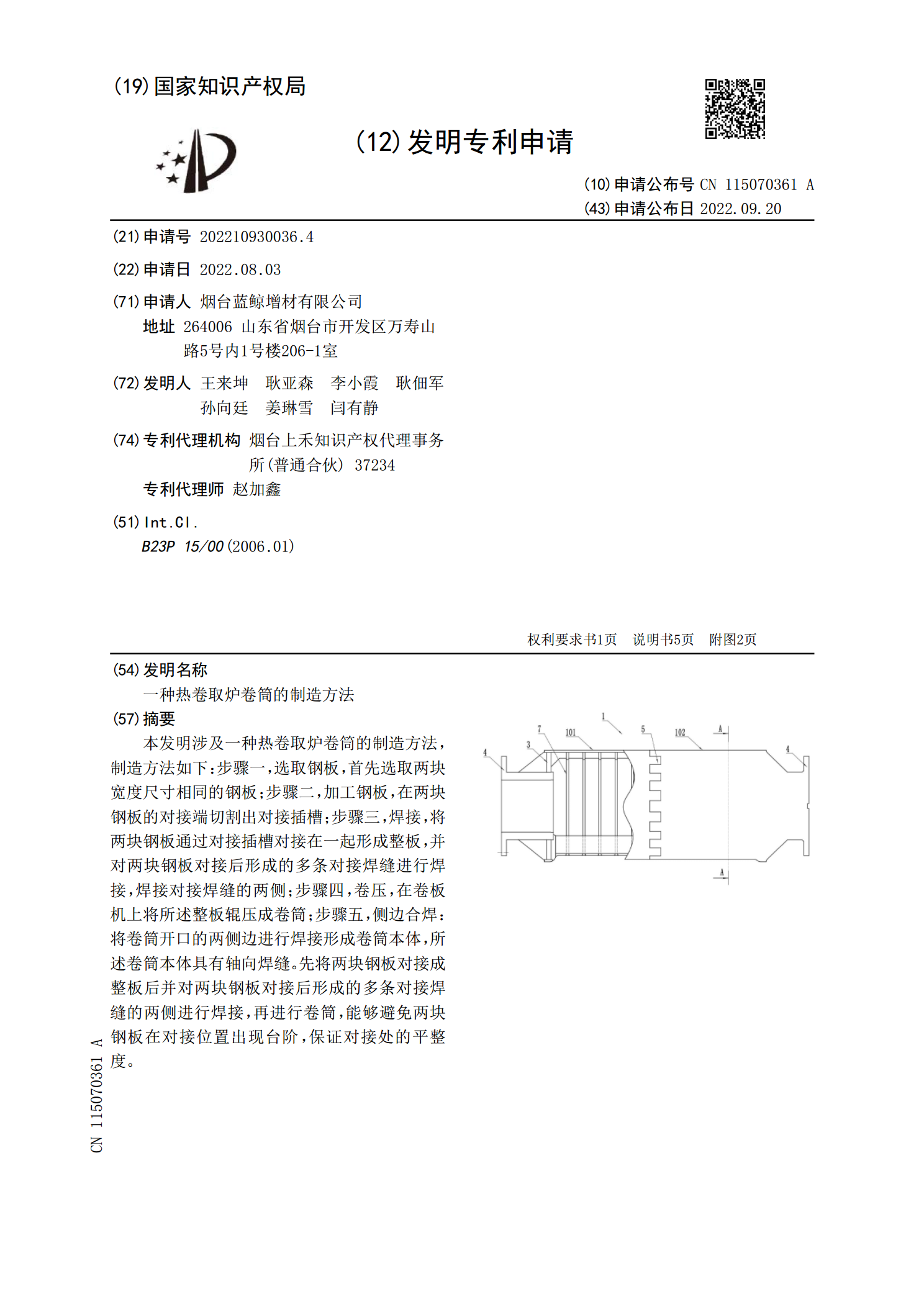
本发明涉及一种热卷取炉卷筒的制造方法,制造方法如下:步骤一,选取钢板,首先选取两块宽度尺寸相同的钢板;步骤二,加工钢板,在两块钢板的对接端切割出对接插槽;步骤三,焊接,将两块钢板通过对接插槽对接在一起形成整板,并对两块钢板对接后形成的多条对接焊缝进行焊接,焊接对接焊缝的两侧;步骤四,卷压,在卷板机上将所述整板辊压成卷筒;步骤五,侧边合焊:将卷筒开口的两侧边进行焊接形成卷筒本体,所述卷筒本体具有轴向焊缝。先将两块钢板对接成整板后并对两块钢板对接后形成的多条对接焊缝的两侧进行焊接,再进行卷筒,能够避免两块钢板