
一种冷轧卷取机扇形板的轧制方法.pdf

是你****深呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧卷取机扇形板的轧制方法.pdf
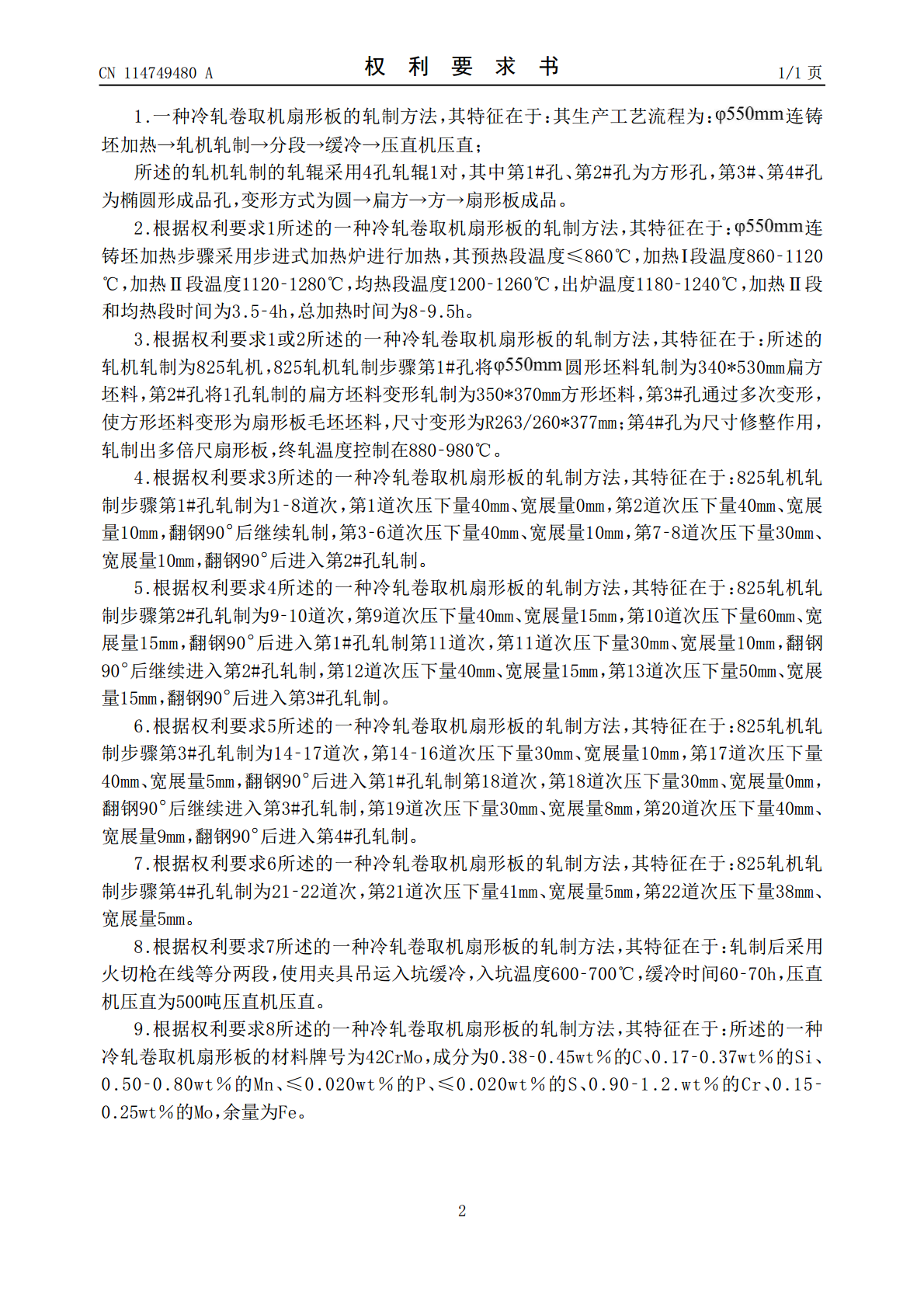
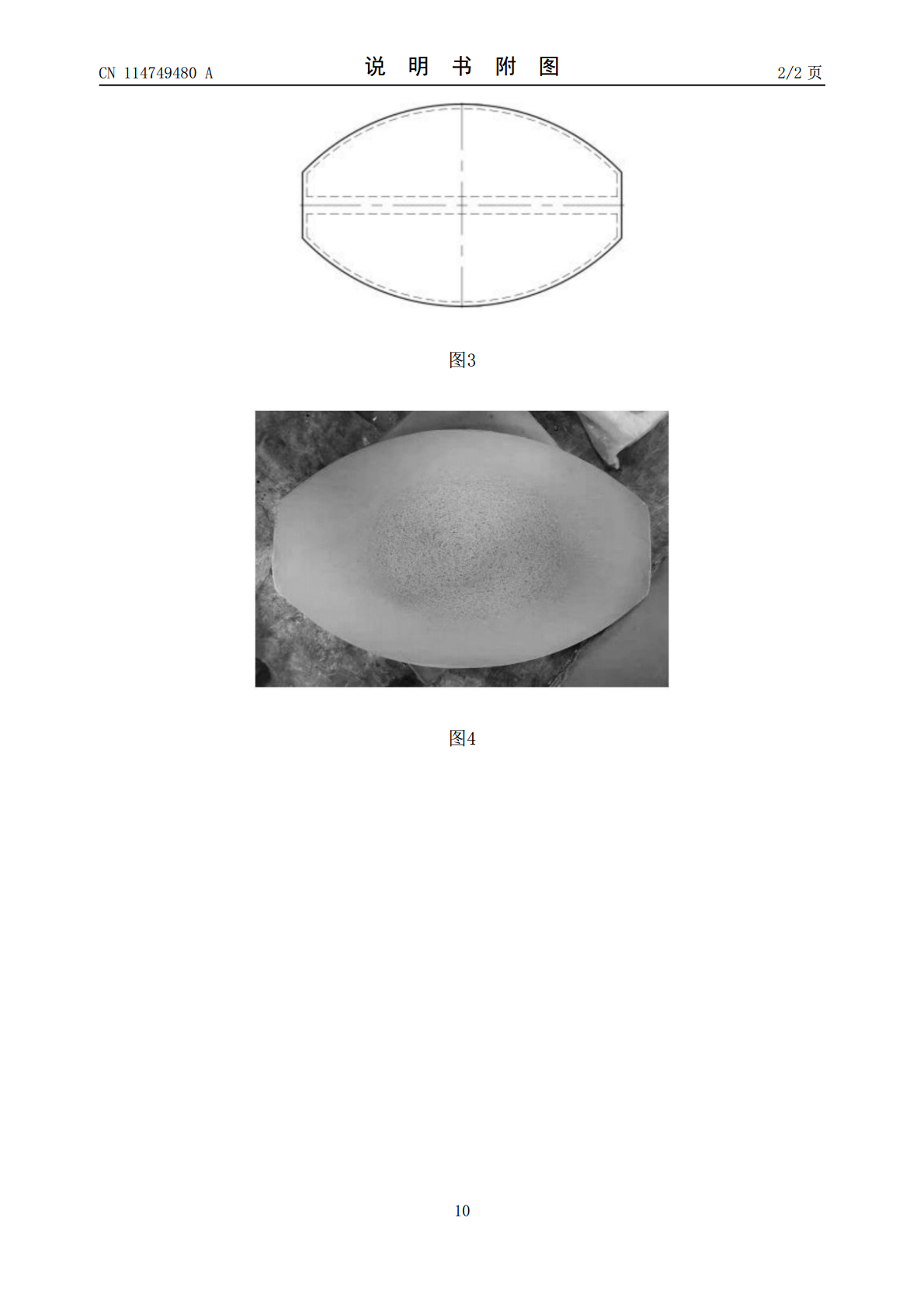
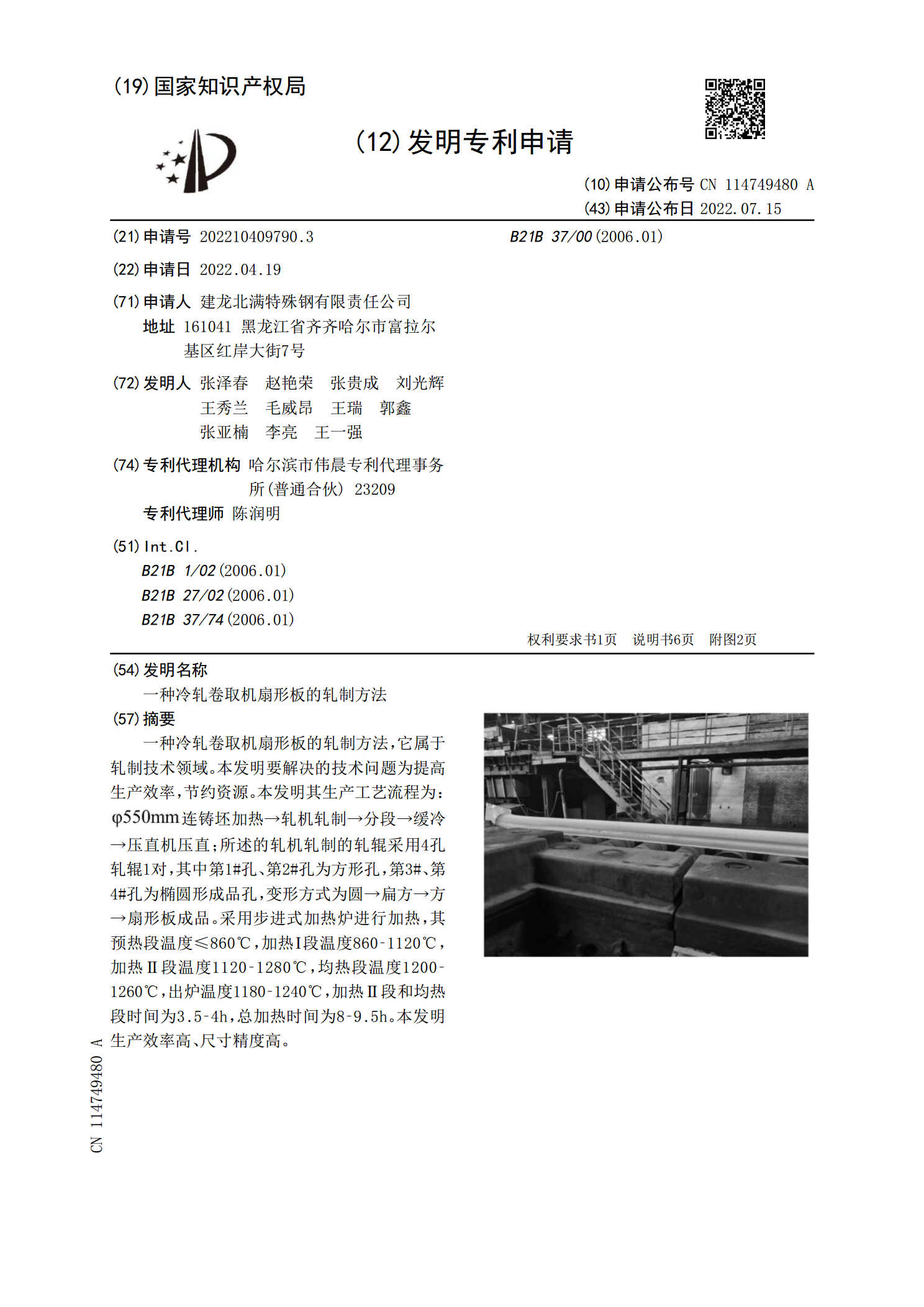
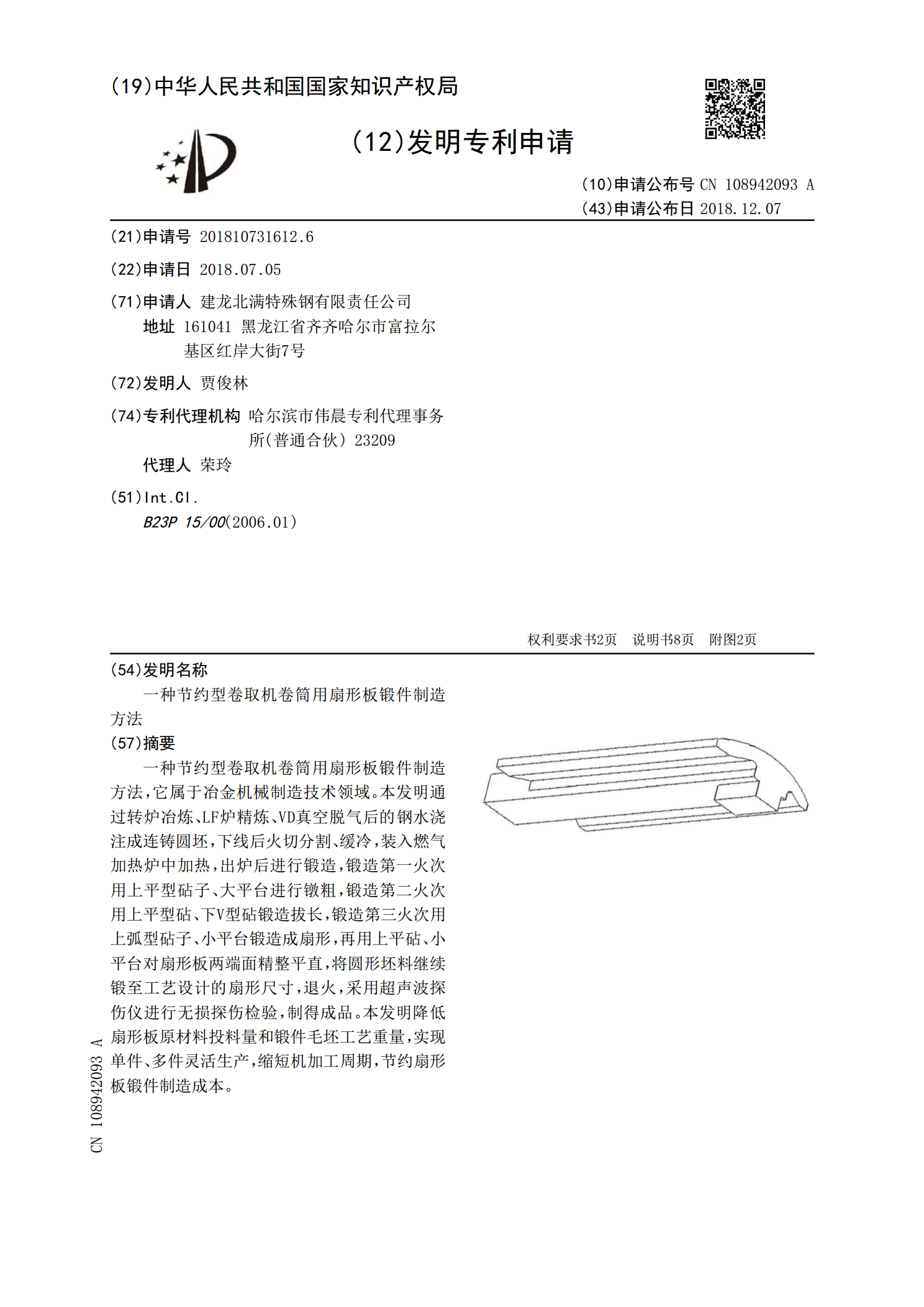
一种冷轧卷取机扇形板的轧制方法,它属于轧制技术领域。本发明要解决的技术问题为提高生产效率,节约资源。本发明其生产工艺流程为:<base:Imagehe=@54@wi=@191@file=@DDA0003603246510000011.JPG@imgContent=@drawing@imgFormat=@JPEG@orientation=@portrait@inline=@yes@/>连铸坯加热→轧机轧制→分段→缓冷→压直机压直;所述的轧机轧制的轧辊采用4孔轧辊1对,其中第1#孔、第2#孔为方形孔,第3#、
一种冷轧卷取机扇形板的轧制方法.pdf
一种冷轧卷取机扇形板的轧制方法,它属于轧制技术领域。本发明要解决的技术问题为提高生产效率,节约资源。本发明其生产工艺流程为:<base:Imagehe=@54@wi=@191@file=@DDA0003603246510000011.JPG@imgContent=@drawing@imgFormat=@JPEG@orientation=@portrait@inline=@yes@/>连铸坯加热→轧机轧制→分段→缓冷→压直机压直;所述的轧机轧制的轧辊采用4孔轧辊1对,其中第1#孔、第2#孔为方形孔,第3#、
一种节约型卷取机卷筒用扇形板锻件制造方法.pdf
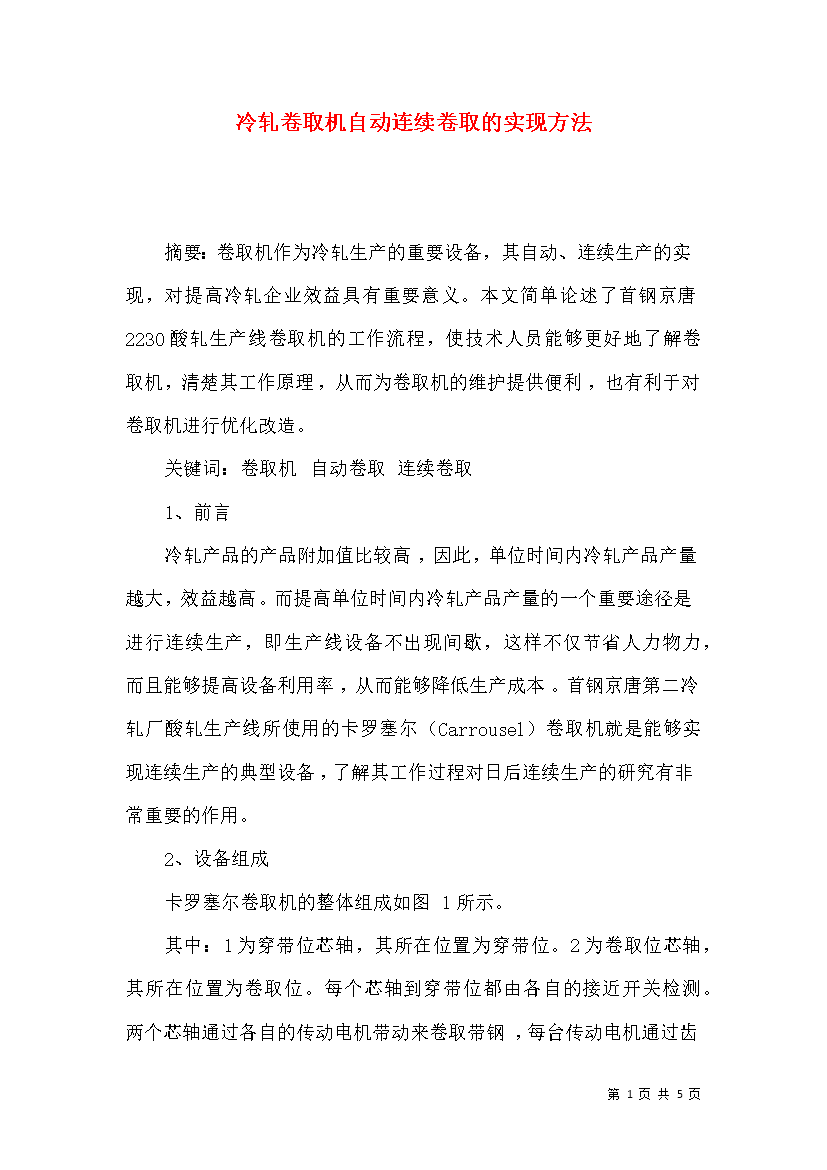
一种节约型卷取机卷筒用扇形板锻件制造方法,它属于冶金机械制造技术领域。本发明通过转炉冶炼、LF炉精炼、VD真空脱气后的钢水浇注成连铸圆坯,下线后火切分割、缓冷,装入燃气加热炉中加热,出炉后进行锻造,锻造第一火次用上平型砧子、大平台进行镦粗,锻造第二火次用上平型砧、下V型砧锻造拔长,锻造第三火次用上弧型砧子、小平台锻造成扇形,再用上平砧、小平台对扇形板两端面精整平直,将圆形坯料继续锻至工艺设计的扇形尺寸,退火,采用超声波探伤仪进行无损探伤检验,制得成品。本发明降低扇形板原材料投料量和锻件毛坯工艺重量,实现单
冷轧卷取机自动连续卷取的实现方法.docx
冷轧卷取机自动连续卷取的实现方法摘要:卷取机作为冷轧生产的重要设备其自动、连续生产的实现对提高冷轧企业效益具有重要意义。本文简单论述了首钢京唐2230酸轧生产线卷取机的工作流程使技术人员能够更好地了解卷取机清楚其工作原理从而为卷取机的维护提供便利也有利于对卷取机进行优化改造。关键词:卷取机自动卷取连续卷取1、前言冷轧产品的产品附加值比较高因此单位时间内冷轧产品产量越大效益越高。而提高单位时间内冷轧产品产量的一个重要途径是进行连续生产即生产线设
冷轧卷取机自动连续卷取的实现方法.docx
冷轧卷取机自动连续卷取的实现方法摘要:卷取机作为冷轧生产的重要设备其自动、连续生产的实现对提高冷轧企业效益具有重要意义。本文简单论述了首钢京唐2230酸轧生产线卷取机的工作流程使技术人员能够更好地了解卷取机清楚其工作原理从而为卷取机的维护提供便利也有利于对卷取机进行优化改造。关键词:卷取机自动卷取连续卷取1、前言冷轧产品的产品附加值比较高因此单位时间内冷轧产品产量越大效益越高。而提高单位时间内冷轧产品产量的一个重要途径是进行连续生产即生产线设