
一种热成形淬火一体化成形方法.pdf

曦晨****22

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热成形淬火一体化成形方法.pdf
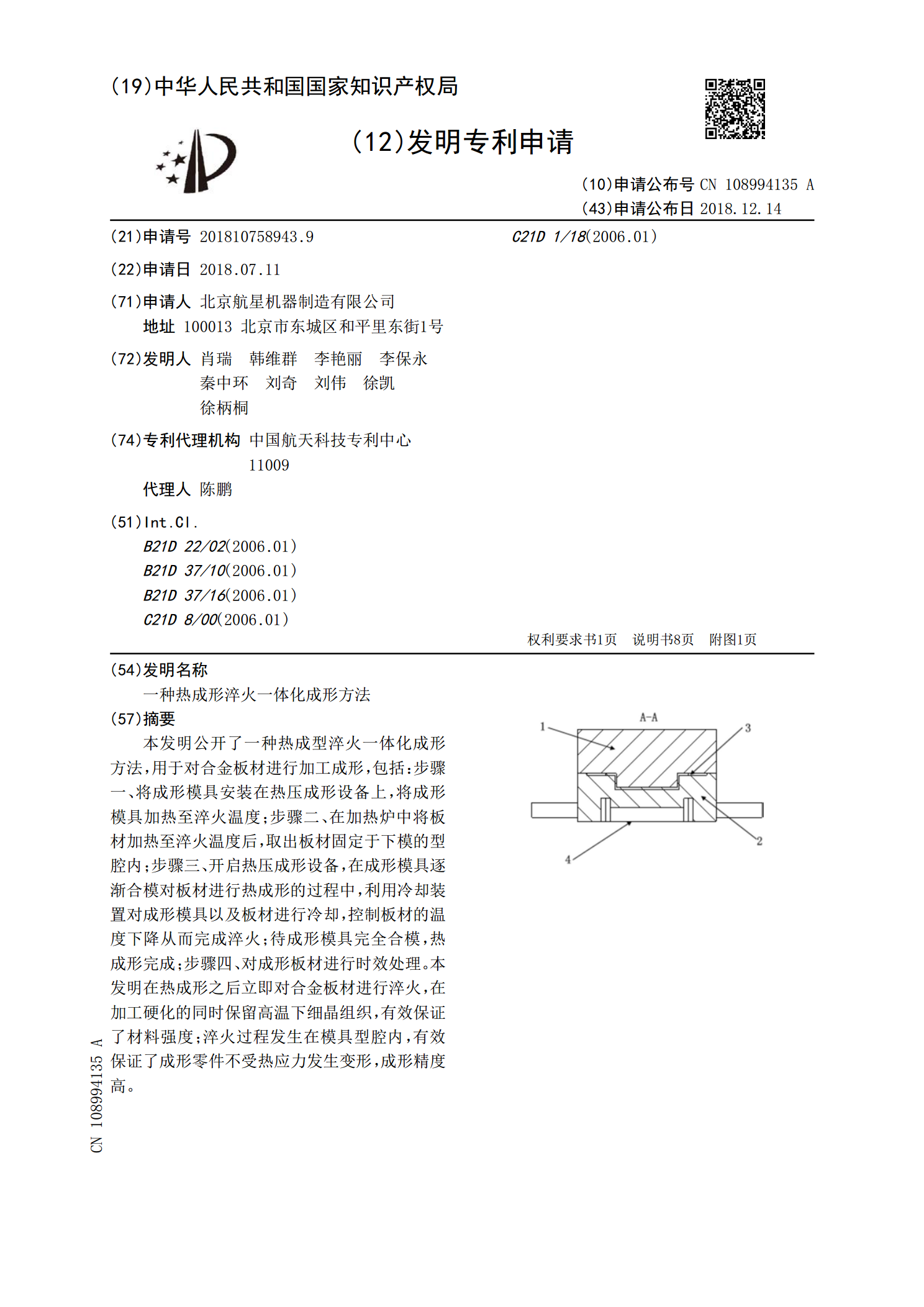
本发明公开了一种热成型淬火一体化成形方法,用于对合金板材进行加工成形,包括:步骤一、将成形模具安装在热压成形设备上,将成形模具加热至淬火温度;步骤二、在加热炉中将板材加热至淬火温度后,取出板材固定于下模的型腔内;步骤三、开启热压成形设备,在成形模具逐渐合模对板材进行热成形的过程中,利用冷却装置对成形模具以及板材进行冷却,控制板材的温度下降从而完成淬火;待成形模具完全合模,热成形完成;步骤四、对成形板材进行时效处理。本发明在热成形之后立即对合金板材进行淬火,在加工硬化的同时保留高温下细晶组织,有效保证了材料
CFRP/铝合金热成形淬火时效共固化一体化成形方法.pdf
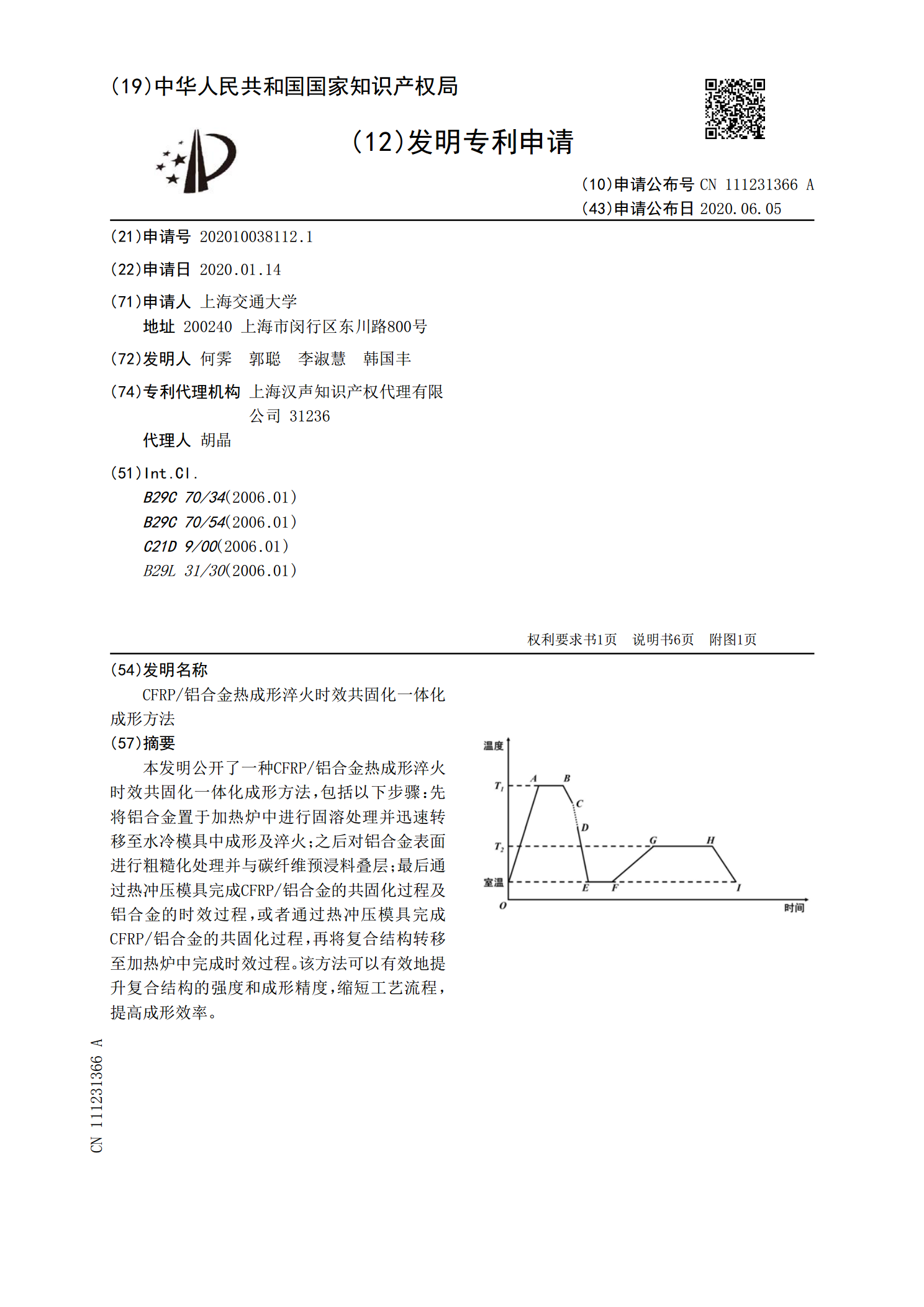
本发明公开了一种CFRP/铝合金热成形淬火时效共固化一体化成形方法,包括以下步骤:先将铝合金置于加热炉中进行固溶处理并迅速转移至水冷模具中成形及淬火;之后对铝合金表面进行粗糙化处理并与碳纤维预浸料叠层;最后通过热冲压模具完成CFRP/铝合金的共固化过程及铝合金的时效过程,或者通过热冲压模具完成CFRP/铝合金的共固化过程,再将复合结构转移至加热炉中完成时效过程。该方法可以有效地提升复合结构的强度和成形精度,缩短工艺流程,提高成形效率。
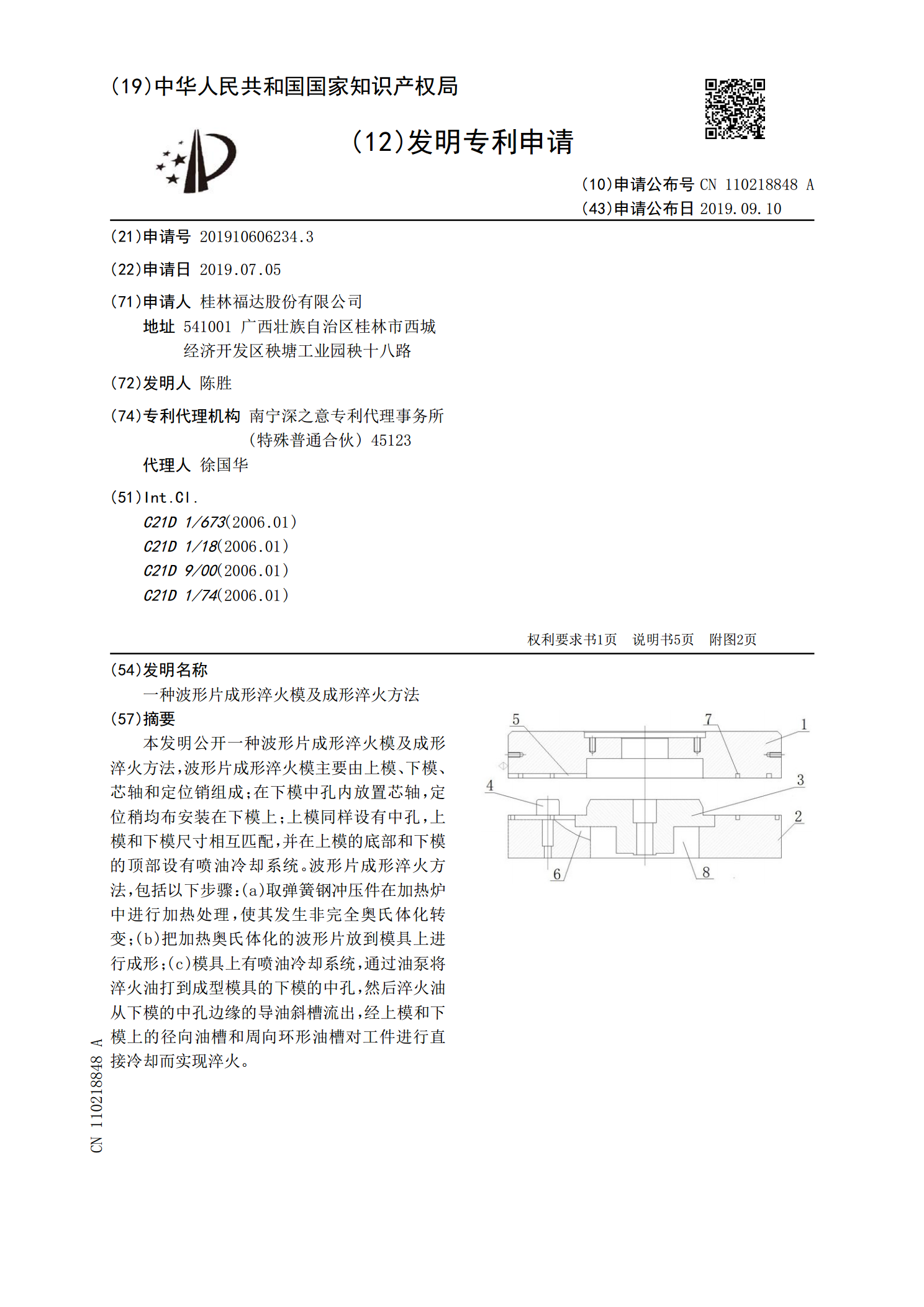
一种波形片成形淬火模及成形淬火方法.pdf
本发明公开一种波形片成形淬火模及成形淬火方法,波形片成形淬火模主要由上模、下模、芯轴和定位销组成;在下模中孔内放置芯轴,定位稍均布安装在下模上;上模同样设有中孔,上模和下模尺寸相互匹配,并在上模的底部和下模的顶部设有喷油冷却系统。波形片成形淬火方法,包括以下步骤:(a)取弹簧钢冲压件在加热炉中进行加热处理,使其发生非完全奥氏体化转变;(b)把加热奥氏体化的波形片放到模具上进行成形;(c)模具上有喷油冷却系统,通过油泵将淬火油打到成型模具的下模的中孔,然后淬火油从下模的中孔边缘的导油斜槽流出,经上模和下模上

浸入式热冲压成形机及浸入式复合热冲压成形淬火工艺.pdf
本发明所述的热冲压成形机,包括机架、液压马达驱动组件、螺旋传动增力组件、带翻转冲压基础平台组件和T型槽冲压平台组件。本发明通过由液压马达带动的螺杆并驱动螺杆两边的齿轮,通过齿轮的转动带动铰杆的运动完成冲压机的冲压过程。本发明通过液压缸的拉伸和推动,来实现冲压机的翻转,从而达到冲压成形和淬火一体化。
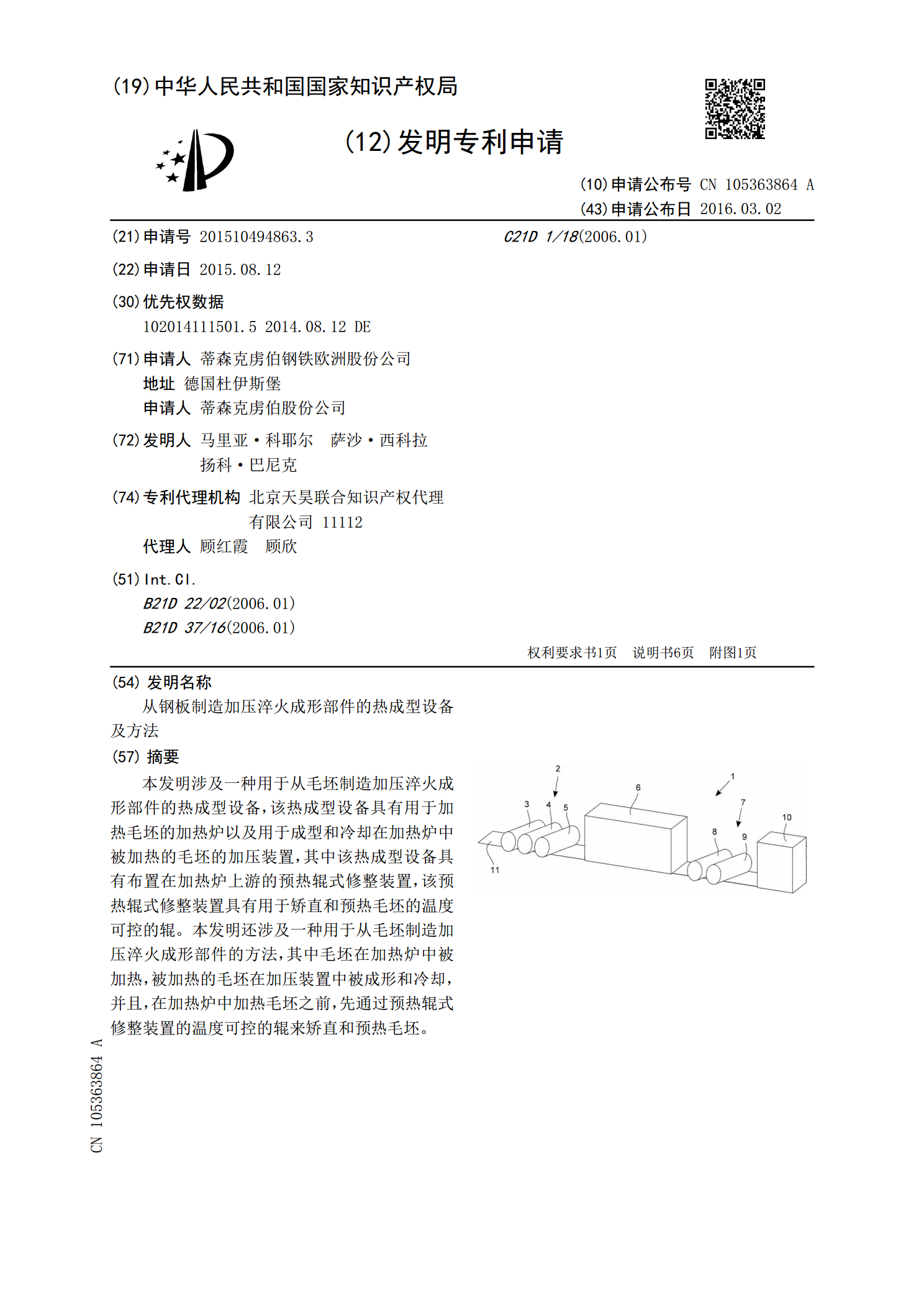
从钢板制造加压淬火成形部件的热成型设备及方法.pdf
本发明涉及一种用于从毛坯制造加压淬火成形部件的热成型设备,该热成型设备具有用于加热毛坯的加热炉以及用于成型和冷却在加热炉中被加热的毛坯的加压装置,其中该热成型设备具有布置在加热炉上游的预热辊式修整装置,该预热辊式修整装置具有用于矫直和预热毛坯的温度可控的辊。本发明还涉及一种用于从毛坯制造加压淬火成形部件的方法,其中毛坯在加热炉中被加热,被加热的毛坯在加压装置中被成形和冷却,并且,在加热炉中加热毛坯之前,先通过预热辊式修整装置的温度可控的辊来矫直和预热毛坯。