
一种高强、高导、高折弯性能的铜合金带材及其制备方法.pdf

英瑞****写意

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强、高导、高折弯性能的铜合金带材及其制备方法.pdf
本发明提供一种高强、高导、高折弯性能的铜合金带材及其制备方法,所述铜合金带材的原料组分及其重量百分比含量如下:Ni:1.5%‑2%;Si:0.4%‑0.6%;Sn:0.3%‑0.6%;Zn:0.4%‑0.7%;Fe≤0.02%;Mg≤0.01%;余量为Cu和不可避免的杂质;在半连续铸造时加入上述原料铸造成铸坯,后经过高温退火,热轧开坯、四面铣、粗轧、中轧、钟罩炉软化退火、清洗、再次中轧、气垫炉固溶、钟罩炉时效、二十辊成品轧制、清洗、钟罩炉低温退火、再次清洗、拉弯矫直、成品剪切,最后包装入库。本发明能够解决
一种高强高导铜合金棒材的制备方法.pdf
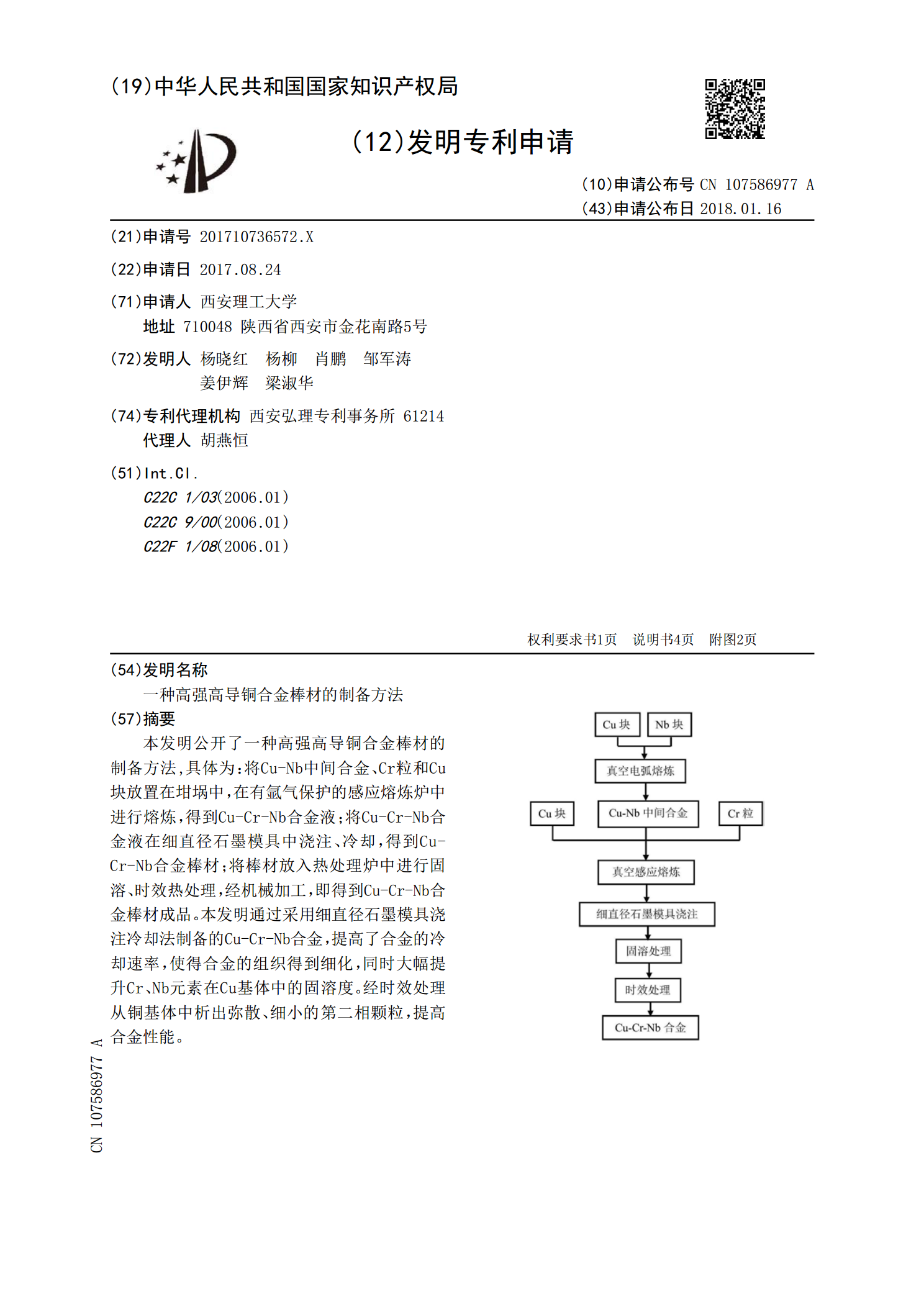
本发明公开了一种高强高导铜合金棒材的制备方法,具体为:将Cu‑Nb中间合金、Cr粒和Cu块放置在坩埚中,在有氩气保护的感应熔炼炉中进行熔炼,得到Cu‑Cr‑Nb合金液;将Cu‑Cr‑Nb合金液在细直径石墨模具中浇注、冷却,得到Cu‑Cr‑Nb合金棒材;将棒材放入热处理炉中进行固溶、时效热处理,经机械加工,即得到Cu‑Cr‑Nb合金棒材成品。本发明通过采用细直径石墨模具浇注冷却法制备的Cu‑Cr‑Nb合金,提高了合金的冷却速率,使得合金的组织得到细化,同时大幅提升Cr、Nb元素在Cu基体中的固溶度。经时效处

高强高导铜合金制备及其应用.docx
高强高导铜合金制备及其应用高强高导铜合金制备及其应用摘要:高强高导铜合金是一种新型的金属材料,具有优良的机械性能和导电导热性能。本文综述了高强高导铜合金的制备方法和应用领域,并对其未来的发展方向进行了展望。关键词:高强高导铜合金、制备方法、应用领域、发展方向一、引言高强高导铜合金是一种高性能金属材料,具有优异的力学性能和导电导热性能,广泛应用于电子、汽车、航空航天等领域。因此,研究高强高导铜合金的制备方法和应用具有重要意义。二、高强高导铜合金的制备方法1.粉末冶金法:粉末冶金法是一种制备高强高导铜合金的重
一种高强高导铜合金管及其制备方法.pdf
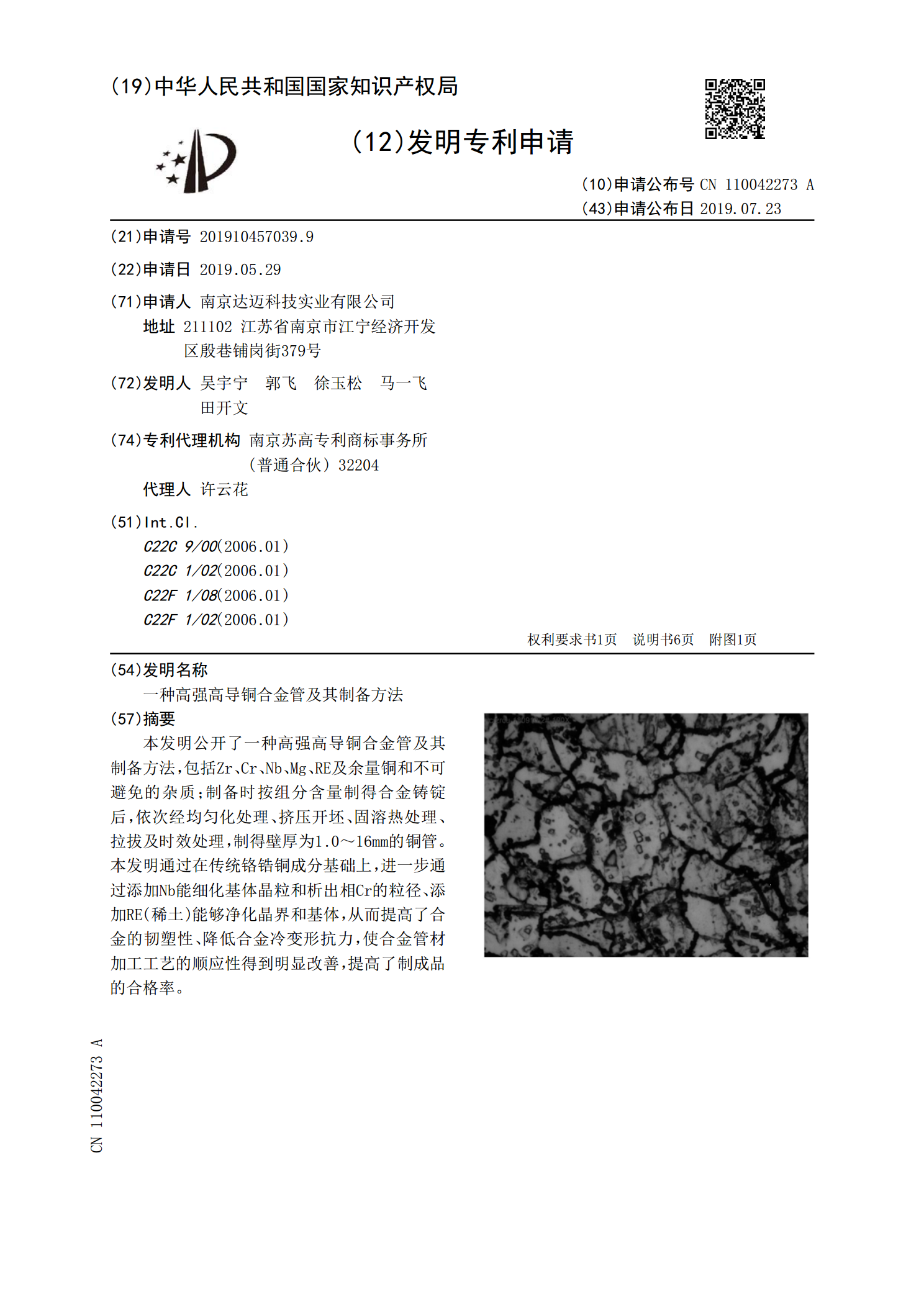
本发明公开了一种高强高导铜合金管及其制备方法,包括Zr、Cr、Nb、Mg、RE及余量铜和不可避免的杂质;制备时按组分含量制得合金铸锭后,依次经均匀化处理、挤压开坯、固溶热处理、拉拔及时效处理,制得壁厚为1.0~16mm的铜管。本发明通过在传统铬锆铜成分基础上,进一步通过添加Nb能细化基体晶粒和析出相Cr的粒径、添加RE(稀土)能够净化晶界和基体,从而提高了合金的韧塑性、降低合金冷变形抗力,使合金管材加工工艺的顺应性得到明显改善,提高了制成品的合格率。
一种高表面精度铜合金带材及其制备方法.pdf
本发明提供了一种高表面精度铜合金带材,属于铜合金带材加工技术领域,所述制备方法包括以下步骤:将铜铪合金板材进行打磨处理,随后在混合气氛带式炉中进行微氧化反应,得到表面微氧化铜铪合金板材;将上述所得表面微氧化铜铪合金板材输送进入氢气还原炉中进行加热反应,使板材表面形成高硬度的纳米氧化铪弥散强化铜薄层;将所得纳米氧化铪弥散强化铜板材进行热轧、冷轧加工,制备得到高表面精度铜合金带材。本发明中合金制备方法操作简单、产品成品率高,所得铜合金带材具有较强的抗氧化性能。