
一种高氮无磁高强不锈钢零件的低成本MIM制造工艺.pdf

是你****韵呀

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高氮无磁高强不锈钢零件的低成本MIM制造工艺.pdf
本发明公开了一种高氮无磁高强不锈钢零件的低成本MIM制造工艺,其步骤为:原料制备、成形、脱脂、烧结和固溶工艺:其中,烧结步骤中,催化脱脂后的坯件采用真空批次炉烧结致密,所述的烧结工艺为全程氮气气氛下烧结,所述的氮气气氛烧结主要分两步进行,先低压烧结致密,后高压渗氮保证性能;所述的低压烧结氮气压力为10‑30kpa,进气流量为20‑50L/min,烧结温度为1150‑1250℃,保温时间90‑360min,所述的高压渗氮氮气压力为60‑90kpa,进气流量为20‑50L/min,烧结温度为1280‑1320
一种无磁17-4PH不锈钢零件的MIM制造工艺.pdf
本发明公开了一种无磁17-4PH不锈钢零件的MIM制造工艺,其通过将17-4PH不锈钢粉末与粘结剂置于捏合机中混合;冷却到室温后用破碎机破碎,破碎的料在注射机中于挤出制粒;再讲制备的喂料在注射成形机内加工成坯件;然后放在催化脱脂炉中催化脱脂脱除注射坯中的聚甲醛;催化脱脂好的坯件放到真空炉中脱脂、烧结;烧结好的零件在保护气保护的连续炉中固溶处理或真空炉中固溶处理。本发明采用MIM工艺用17-4PH粉末通过氮气烧结,然后固溶处理获得致密性、耐蚀性好、拉伸强度和屈服高,无磁性的MIM金属零件。
一种高强韧中氮无磁不锈钢及其制造方法.pdf
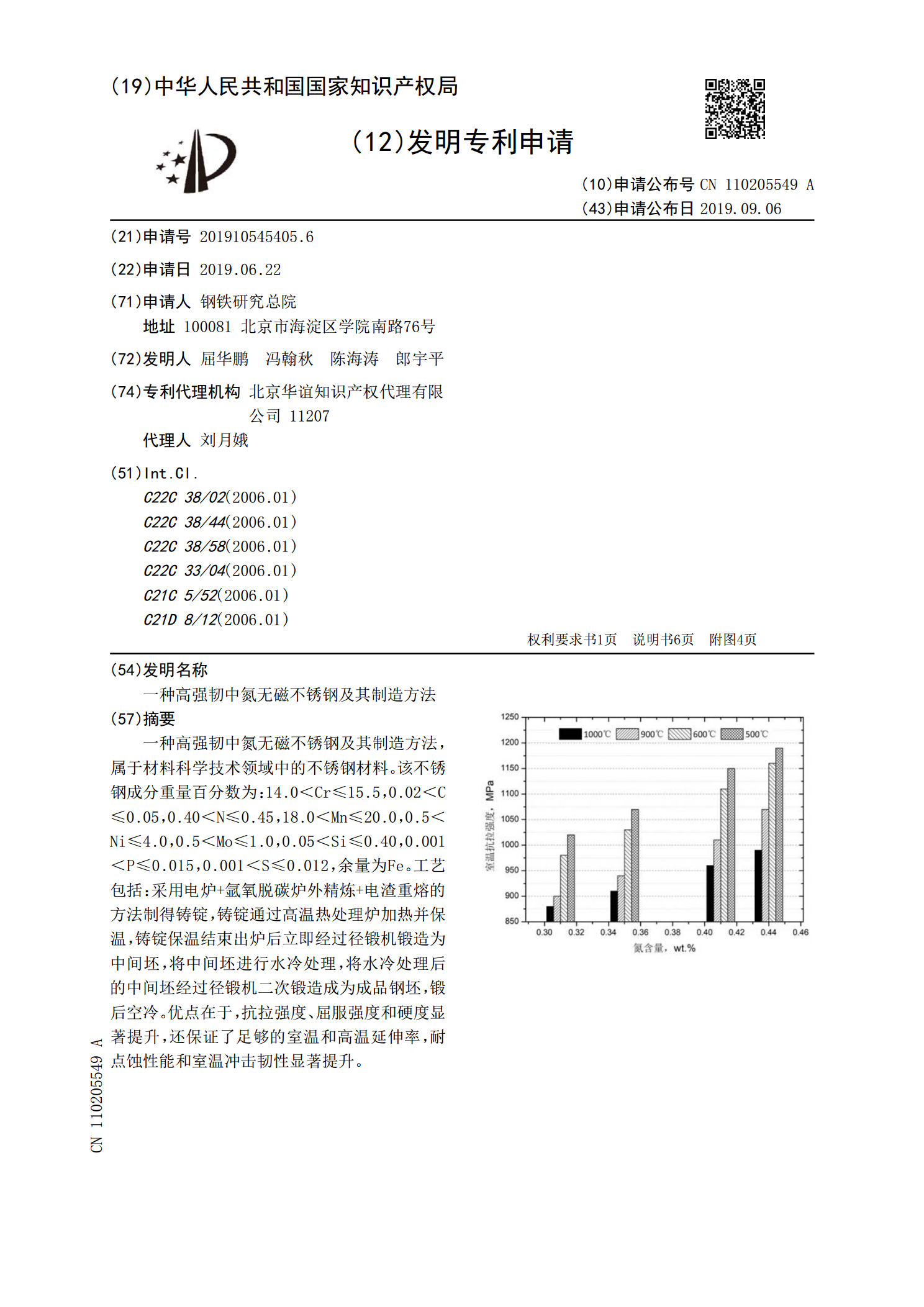
一种高强韧中氮无磁不锈钢及其制造方法,属于材料科学技术领域中的不锈钢材料。该不锈钢成分重量百分数为:14.0<Cr≤15.5,0.02<C≤0.05,0.40<N≤0.45,18.0<Mn≤20.0,0.5<Ni≤4.0,0.5<Mo≤1.0,0.05<Si≤0.40,0.001<P≤0.015,0.001<S≤0.012,余量为Fe。工艺包括:采用电炉+氩氧脱碳炉外精炼+电渣重熔的方法制得铸锭,铸锭通过高温热处理炉加热并保温,铸锭保温结束出炉后立即经过径锻机锻造为中间坯,将中间坯进行水冷处理,将水冷处理
一种高氮无磁奥氏体不锈钢及其制造方法.pdf
本发明涉及一种高氮无磁奥氏体不锈钢,其化学成分重量百分比如下:C:0.01~0.10,Si:≤1.0,Mn:17.0~24.0,P:≤0.035,S:≤0.015,Ni:1.0~4.0,Cr:17.0~24.0,Mo:≤1.0,N:0.50~0.80,其余为Fe和不可避免的杂质组成。本发明的制造方法包括:电炉+AOD+LF方式冶炼,连铸或者模铸扁锭,连铸控制过热度小于50℃;将连铸坯或模铸扁锭放入步进式加热炉中加热,在轧机上热轧成所需规格的板材,终轧温度在800~950℃,热轧板材进行酸洗后得到高氮奥氏体
一种新型高强高耐蚀无磁不锈钢及其制造方法.pdf
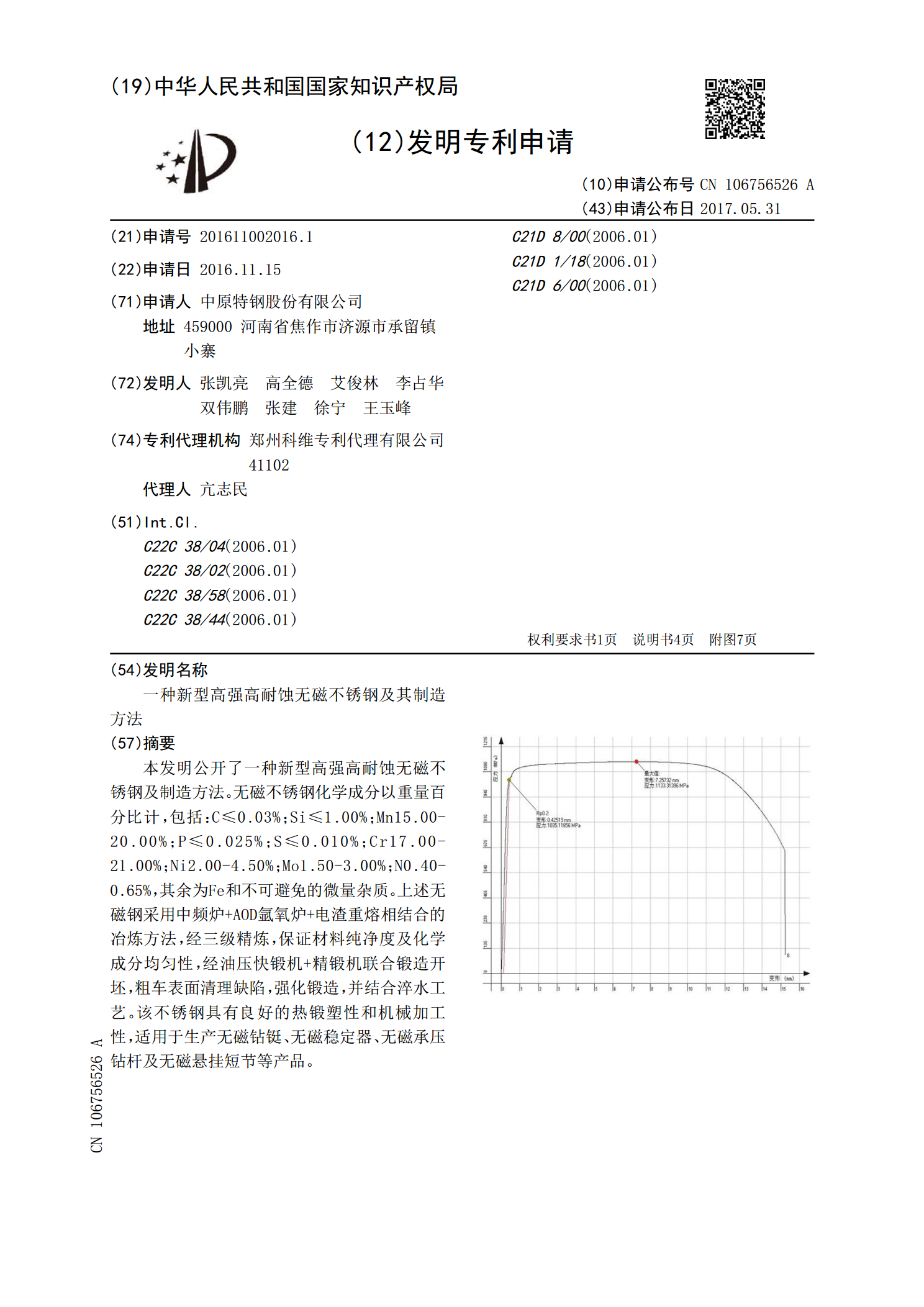
本发明公开了一种新型高强高耐蚀无磁不锈钢及制造方法。无磁不锈钢化学成分以重量百分比计,包括:C≤0.03%;Si≤1.00%;Mn15.00‑20.00%;P≤0.025%;S≤0.010%;Cr17.00‑21.00%;Ni2.00‑4.50%;Mo1.50‑3.00%;N0.40‑0.65%,其余为Fe和不可避免的微量杂质。上述无磁钢采用中频炉+AOD氩氧炉+电渣重熔相结合的冶炼方法,经三级精炼,保证材料纯净度及化学成分均匀性,经油压快锻机+精锻机联合锻造开坯,粗车表面清理缺陷,强化锻造,并结合淬水工