
一种钢级石油套管的加工工艺.pdf

文光****iu

1/8

2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢级石油套管的加工工艺.pdf
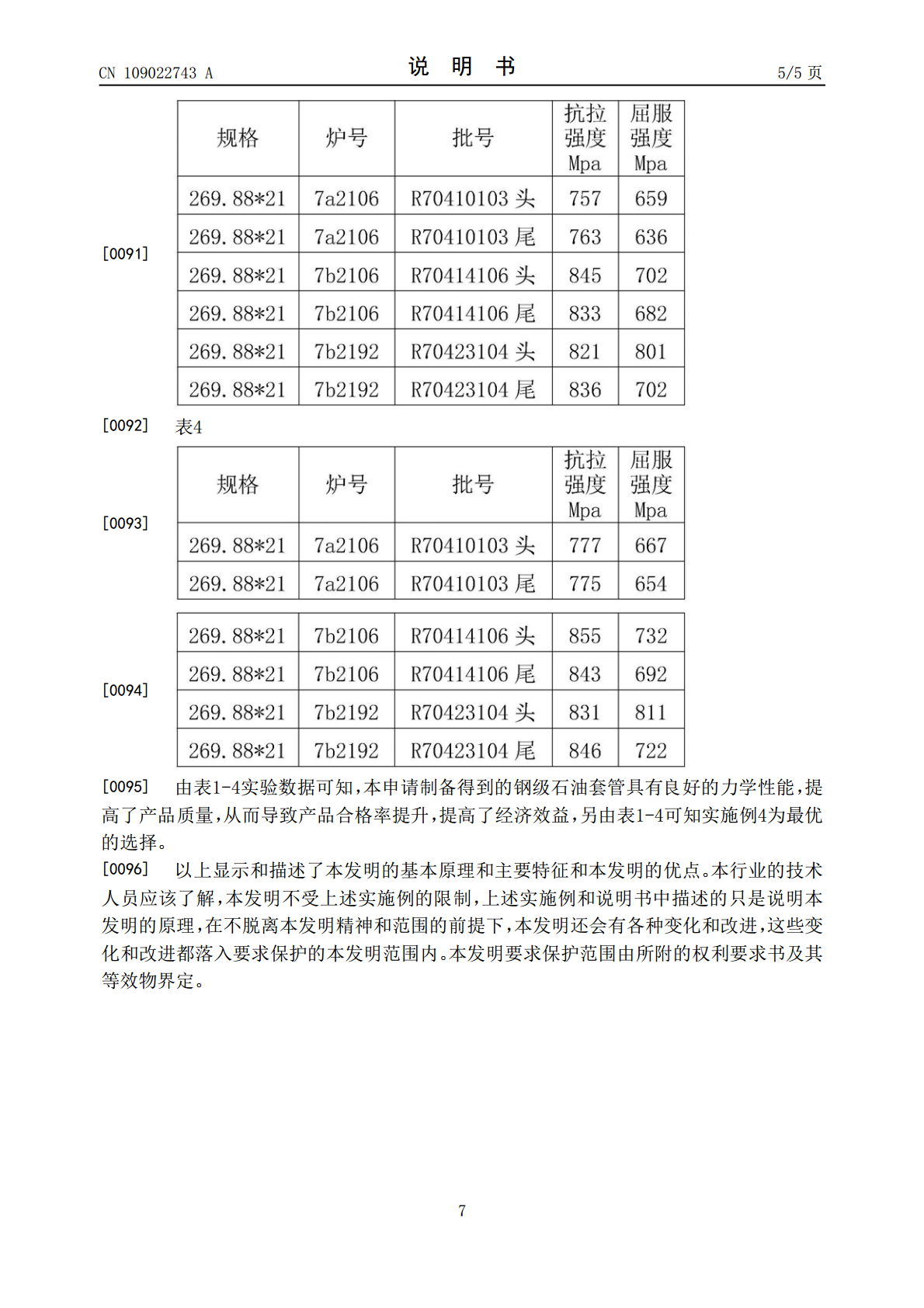
本发明公开了一种钢级石油套管的加工工艺,具体的加工步骤如下:电炉里熔料炼钢,并真空充气制成管坯;对管坯进行穿孔、轧管、定径,并在淬火机里在线淬火;淬火后充分回火并保温,得到石油套管;冷却成型后进行机械加工。本发明所述的一种钢级石油套管的加工工艺,步骤1回火加热保温时间为160分钟,能保证钢管在炉内的充分回火,确保组织的转变充分;步骤2在淬火钢管尾部时,因头尾淬透性存在差别,生产钢管尾部时整体下降到790℃,以便保证头尾性能基本相近;提高了产品质量,调整后的石油套管力学性能显著提高,合格率大幅度提升,提高了

TG石油套管用钢的热轧工艺研究.docx
TG石油套管用钢的热轧工艺研究TG石油套管用钢是一种用于油气井道隔离和提取化学物质的重要钢材。其主要特点是耐高温、耐腐蚀、耐压等性能,而这些性能与其生产过程的热轧工艺密切相关。本文将对TG石油套管用钢的热轧工艺进行分析和研究。1.TG石油套管用钢的组成和性能TG石油套管用钢是一种高强度、耐腐蚀的奥氏体不锈钢。其主要成分为Cr、Ni、Mo等合金元素,通过控制其含量和相互作用来调整钢材的物理性能。目前,常用的TG石油套管用钢的化学成分如下表所示:|C|Si|Mn|P|S|Cr|Ni|Mo|Cu||-|-|-|

Q125钢级SEW石油套管的热处理工艺.docx
Q125钢级SEW石油套管的热处理工艺石油套管是石油钻井过程中使用的重要材料,其需要具备一定的耐腐蚀、耐磨、耐压和强度等性能。而Q125钢级SEW作为一种高强度、高耐腐蚀性能的套管钢,广泛应用于海洋石油工业领域。为了确保Q125钢级SEW石油套管的性能,进行热处理是必不可少的。1.Q125钢级SEW石油套管的化学成分与机械性能Q125钢级SEW石油套管的化学成分要求如下:|元素|C|Si|Mn|P|S|Cr|Ni|Cu|Mo||----|----|----|----|----|----|----|----
石油套管用钢、石油套管及其制造方法.pdf
本发明涉及一种石油套管用钢,其按重量百分比的化学成分为:C:0.25-0.35%、Si:0.1-0.6%、Mn:0.8-1.5%、P≤0.015%、S≤0.003%、Cr:1-1.5%、Mo:1-1.5%、V:0.05-0.12%、Nb:0.02-0.04%、Ti:0.01-0.04%、Al:0.01-0.08%、Ca:0.0005-0.005%,余量为Fe和不可避免的杂质。上述成分经冶炼、连铸、穿孔和热轧得到的钢管在奥氏体化温度880-930℃保温30-60min,出炉后空冷至830℃-850℃水淬,于

一种石油套管生产工艺.pdf
本发明涉及一种石油套管生产工艺,特别是一种石油天然气开采工业用侧钻石油套管及其生产工艺。该石油套管的化学成份为:C=0.23~0.40、Si=0.15~0.50、Mn-0.60~1.60、P≤0.25、S≤0.15、Cr=0.40~1.60、Mo=0.10-0.40、Cu≤0.30、余量为Fe;还提供一种所述石油天然气开采工业用侧钻石油套管的生产工艺,步骤有:炼钢原料;炼钢;将冷却后的连铸坯在环形加热炉内加热,炉温为1250~1290℃,热定心温度为1200~1220℃,热穿孔温度为1220~1250℃,