
一种抗拉强度为4000MPa级帘线用热轧盘条及生产方法.pdf

雨巷****彦峰


1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种抗拉强度为4000MPa级帘线用热轧盘条及生产方法.pdf
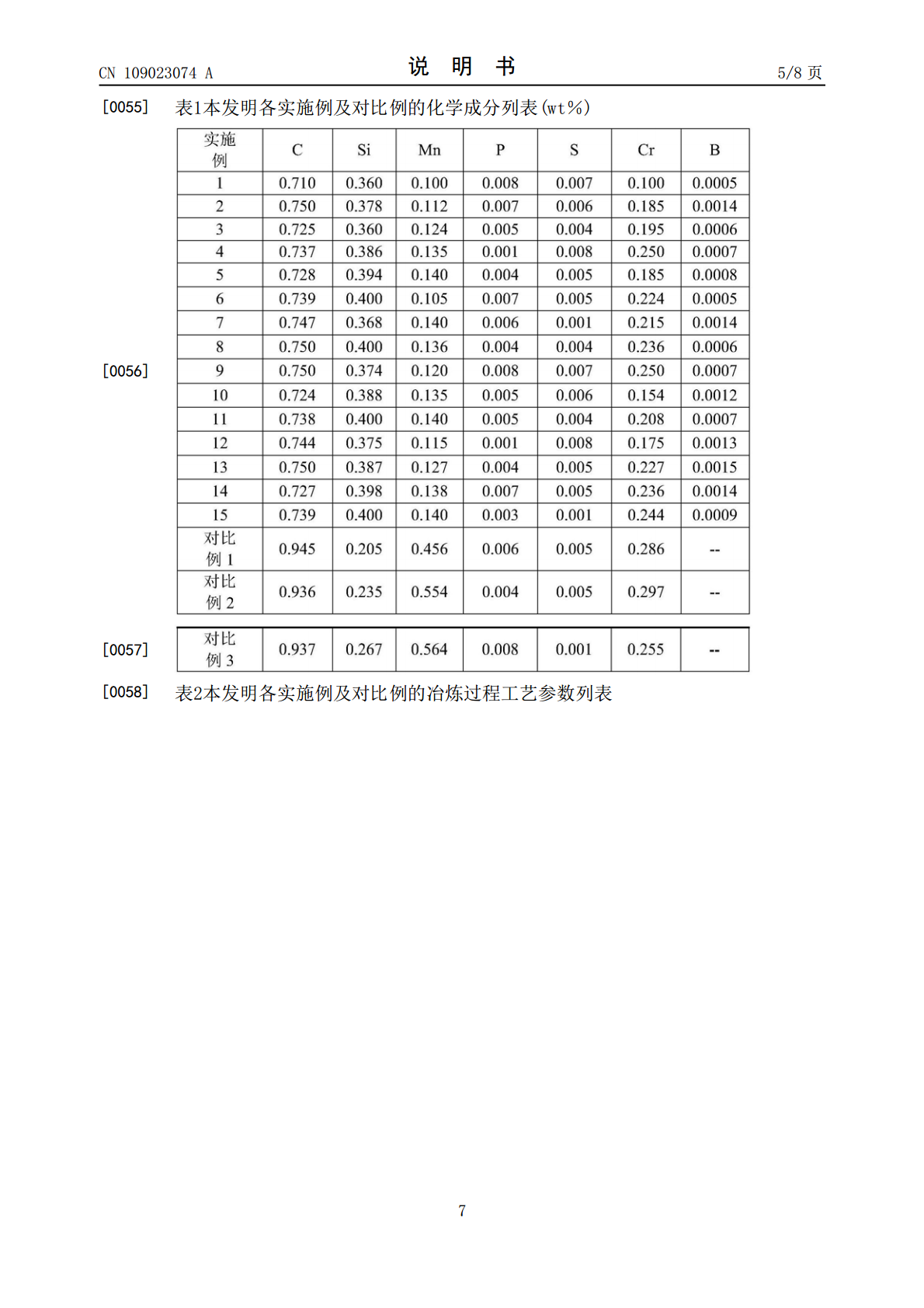
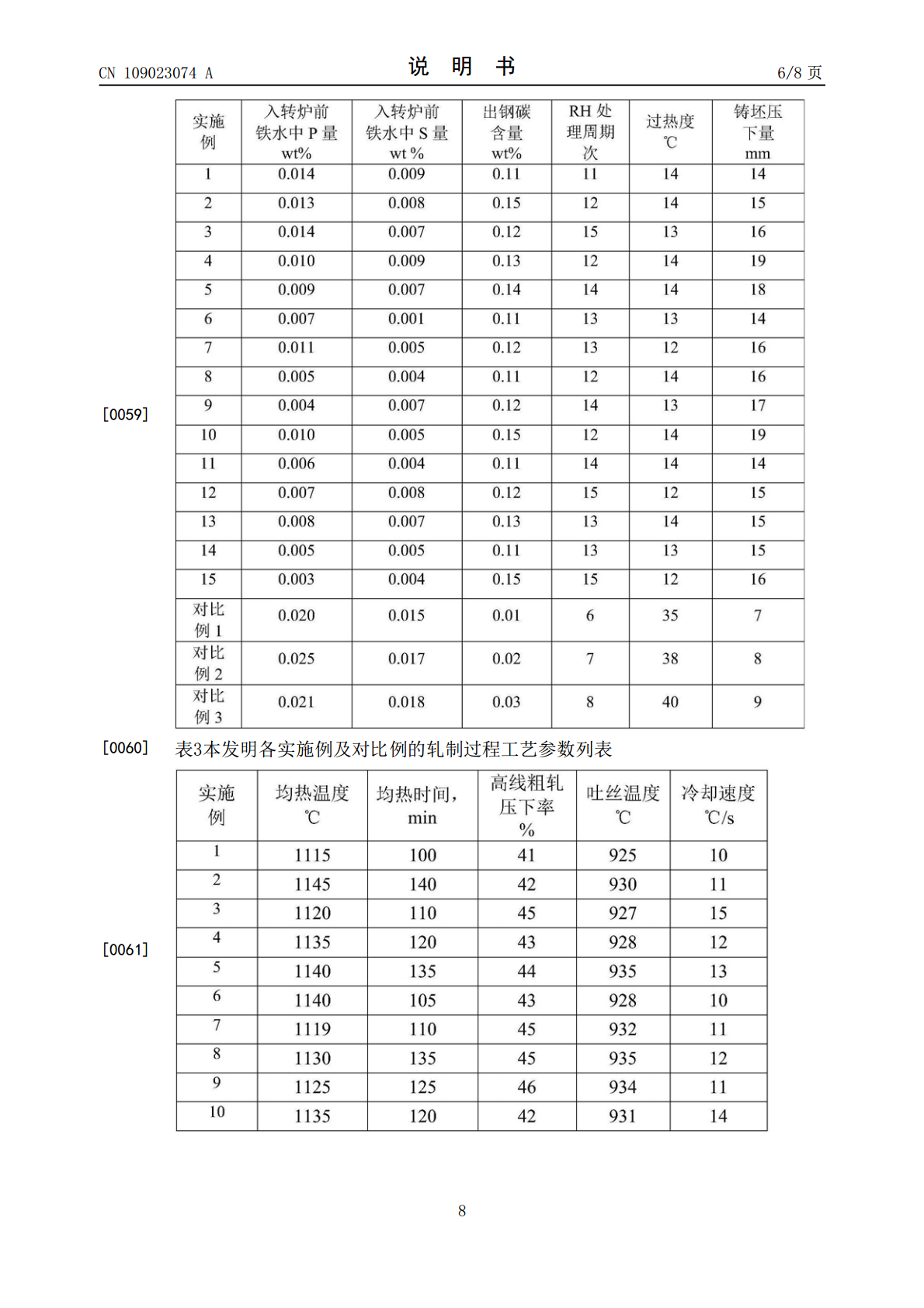
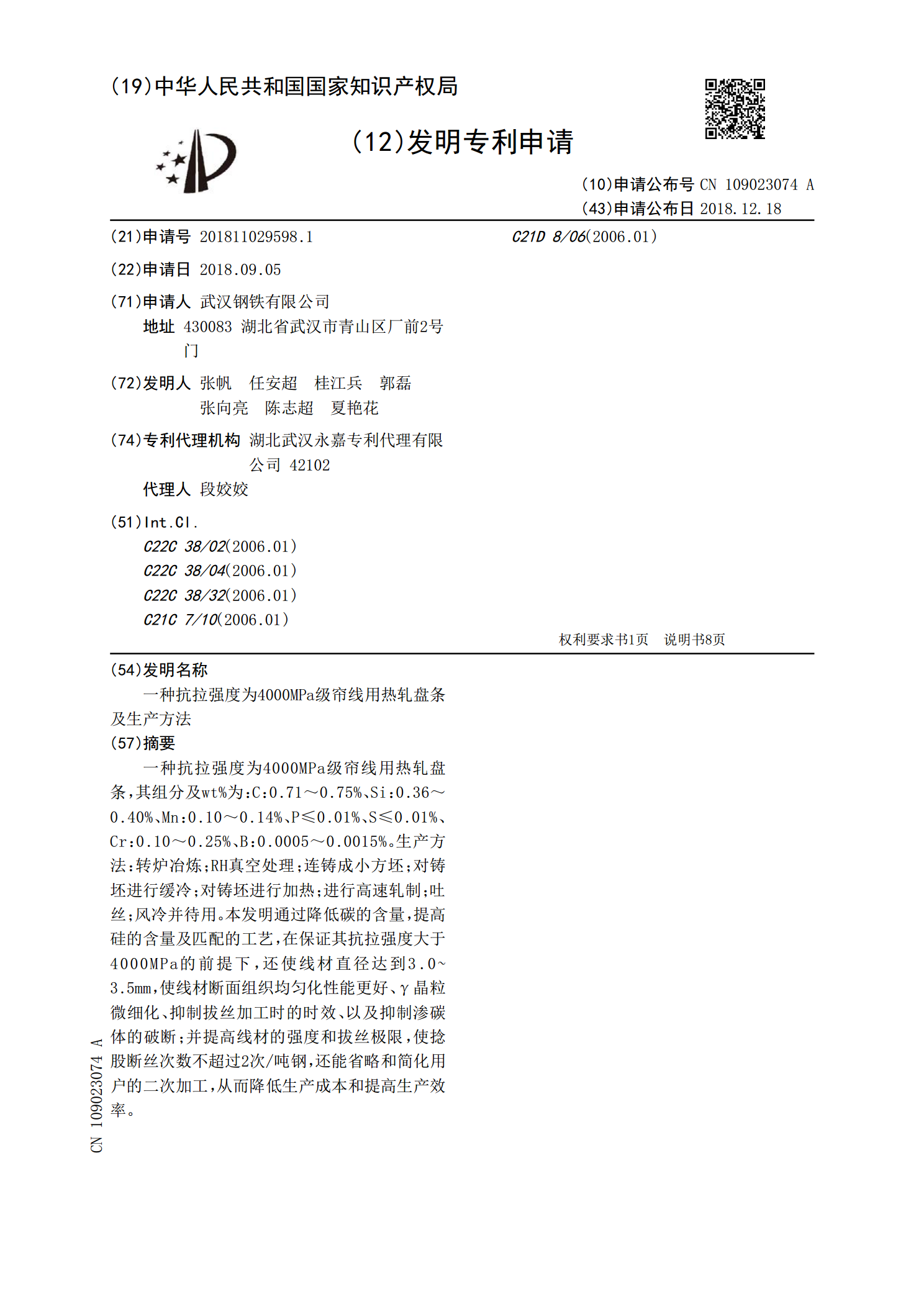
一种抗拉强度为4000MPa级帘线用热轧盘条,其组分及wt%为:C:0.71~0.75%、Si:0.36~0.40%、Mn:0.10~0.14%、P≤0.01%、S≤0.01%、Cr:0.10~0.25%、B:0.0005~0.0015%。生产方法:转炉冶炼;RH真空处理;连铸成小方坯;对铸坯进行缓冷;对铸坯进行加热;进行高速轧制;吐丝;风冷并待用。本发明通过降低碳的含量,提高硅的含量及匹配的工艺,在保证其抗拉强度大于4000MPa的前提下,还使线材直径达到3.0~3.5mm,使线材断面组织均匀化性能更好
一种抗拉强度为2000MPa级帘线用热轧盘条及生产方法.pdf
一种抗拉强度为2000MPa级帘线用热轧盘条,其组分及wt%为:C:0.59~0.64%、Si:0.36~0.40%、Mn:0.10~0.14%、P≤0.01%、S≤0.01%、Cr:0.10~0.25%、B:0.0005~0.0015%。生产方法:转炉冶炼;RH真空处理;连铸成小方坯;对铸坯进行缓冷;对铸坯进行加热;进行高速轧制;吐丝;风冷并待用。本发明通过降低碳的含量,提高硅的含量及匹配的工艺,在保证其抗拉强度大于4000MPa的前提下,还使线材直径达到3.0~3.5mm,使线材断面组织均匀化性能更好
一种抗拉强度为3000MPa级帘线用热轧盘条及生产方法.pdf
一种抗拉强度为3000MPa级帘线用热轧盘条,其组分及wt%为:C:0.65~0.70%、Si:0.36~0.40%、Mn:0.10~0.14%、P≤0.01%、S≤0.01%、Cr:0.10~0.25%、B:0.0005~0.0015%。生产方法:转炉冶炼;RH真空处理;连铸成小方坯;对铸坯进行缓冷;对铸坯进行加热;进行高速轧制;吐丝;风冷并待用。本发明通过降低碳的含量,提高硅的含量及匹配的工艺,在保证其抗拉强度大于4000MPa的前提下,还使线材直径达到3.0~3.5mm,使线材断面组织均匀化性能更好

LX82A帘线钢用热轧盘条生产试验研究.docx
LX82A帘线钢用热轧盘条生产试验研究LX82A帘线钢用热轧盘条生产试验研究摘要:本文主要研究了LX82A帘线钢的热轧盘条生产试验。通过对LX82A帘线钢的成分分析及其工艺参数的优化,实验研究了热轧盘条的生产工艺。结果表明,LX82A帘线钢的热轧盘条生产工艺较为成熟,生产出的热轧盘条质量符合要求,可满足工程需要。关键词:LX82A帘线钢;热轧盘条;生产试验;工艺优化1.引言帘线是一种广泛用于建筑、道路、地下管道等工程中的钢材产品。LX82A帘线钢是一种优质的帘线钢材,具有强度高、耐腐蚀性好等特点,因而广泛

LX82A帘线钢用热轧盘条生产试验研究的开题报告.docx
LX82A帘线钢用热轧盘条生产试验研究的开题报告一、选题背景帘线钢是指生产窗帘、丝绸等纺织物品时所用的一种钢材。帘线钢除了需要具备优良的机械性能、成形性能以外,还需要具备高度的表面光洁度和氧化稳定性,以满足纺织品生产的要求。目前,国内帘线钢的生产仍然依赖于进口,因此研发国产化的帘线钢显得尤为重要。热轧盘条是目前生产帘线钢的主要工艺流程之一,具有生产工艺简单、生产效率高等特点。但当前国内钢厂普遍存在抵制低品质钢材的观念,导致生产中对于较高硬度、表面光洁度和相对尺寸精度的标准要求过高,导致生产成本高且效率低。