
富氧侧吹熔炼炉氨法脱硫系统.pdf

青团****青吖


1/9

2/9

3/9
4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
富氧侧吹熔炼炉氨法脱硫系统.pdf
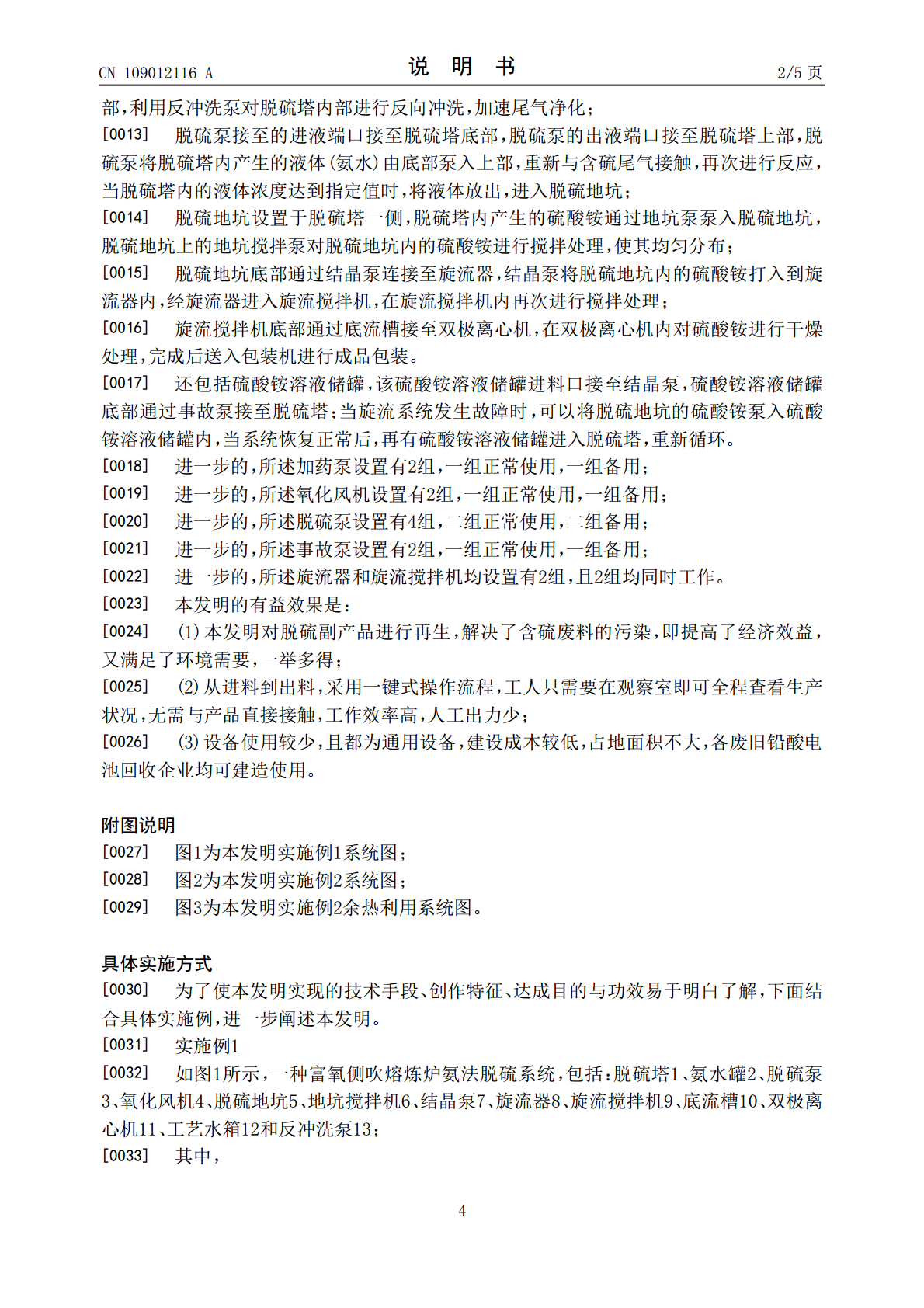
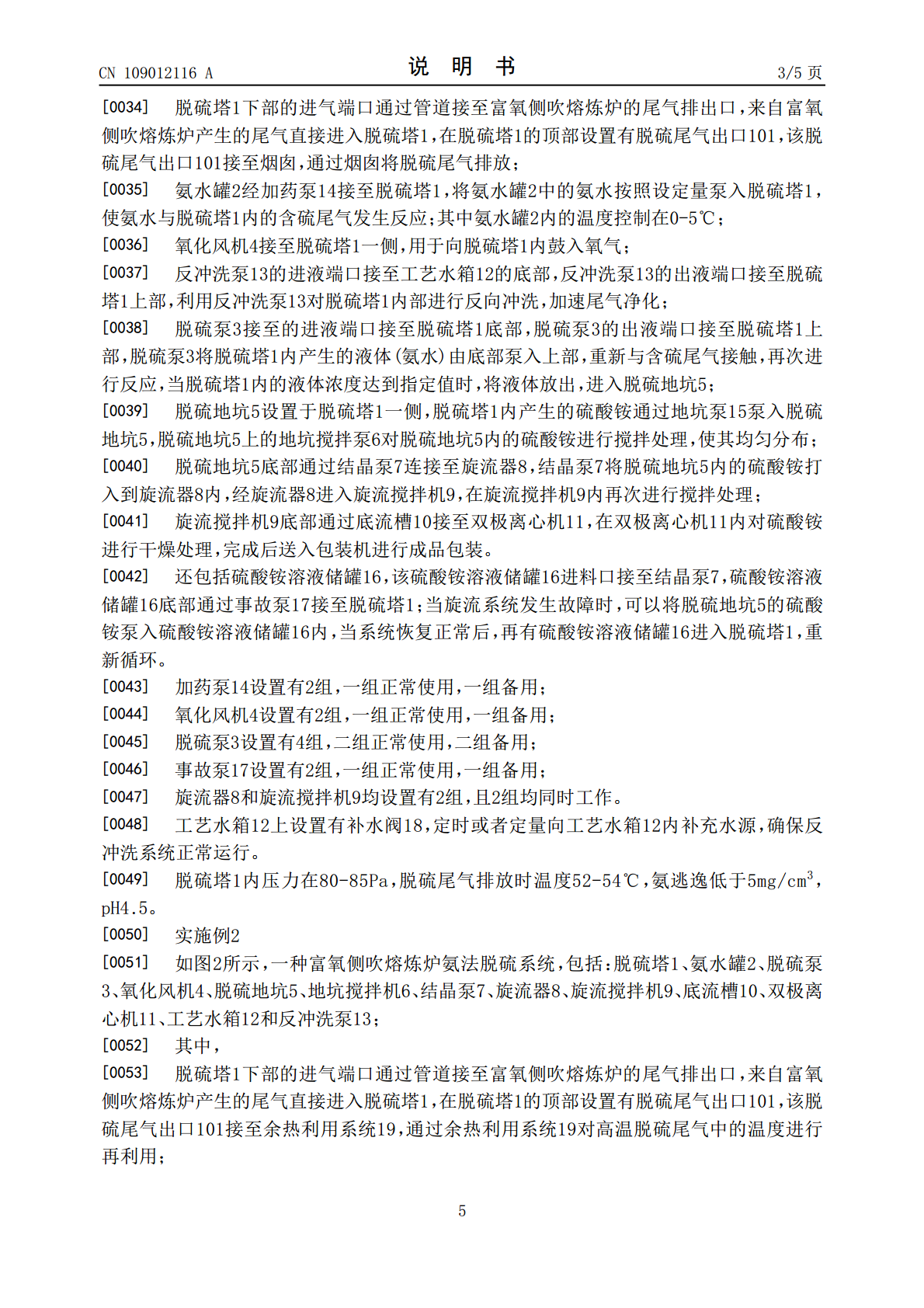
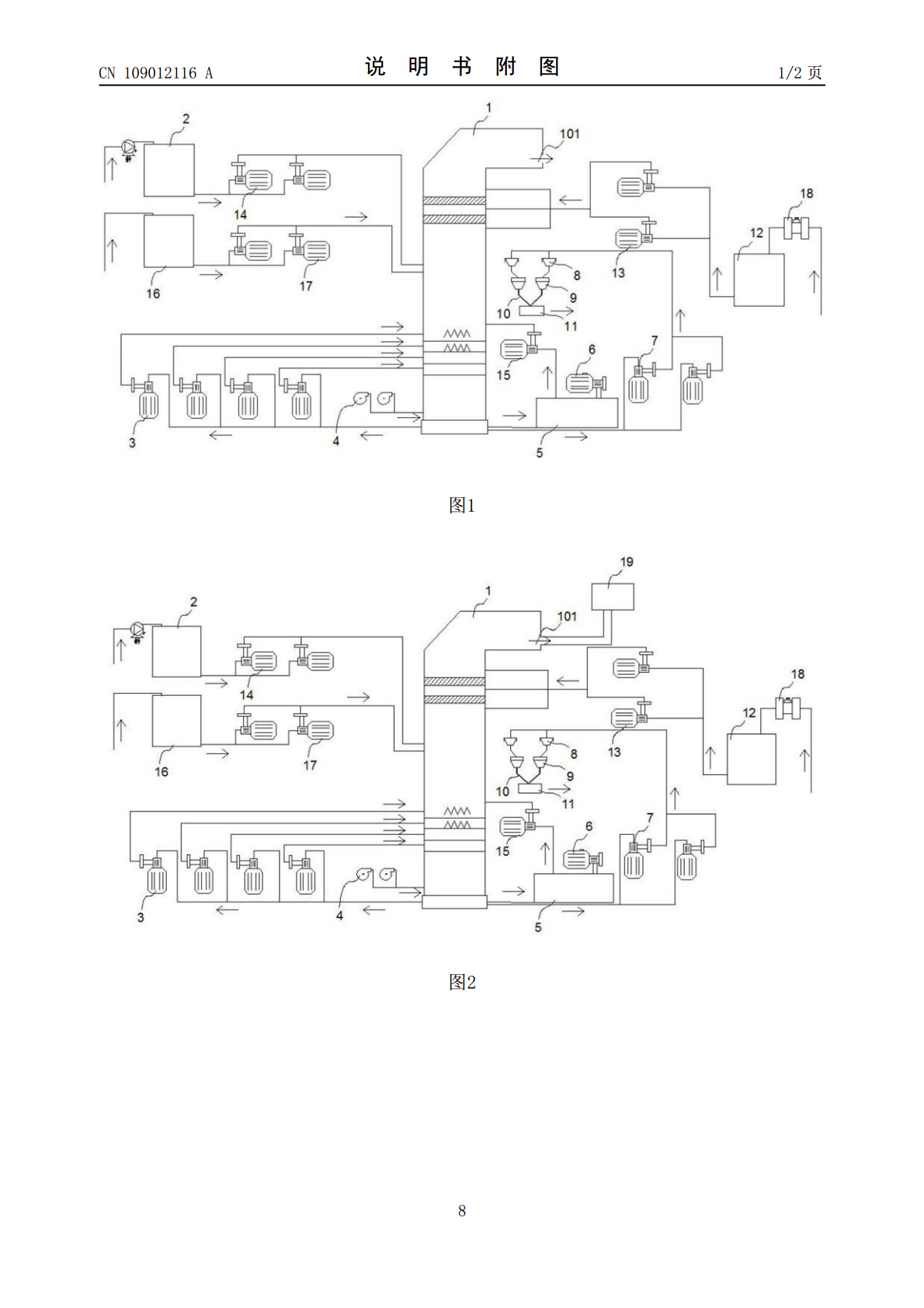
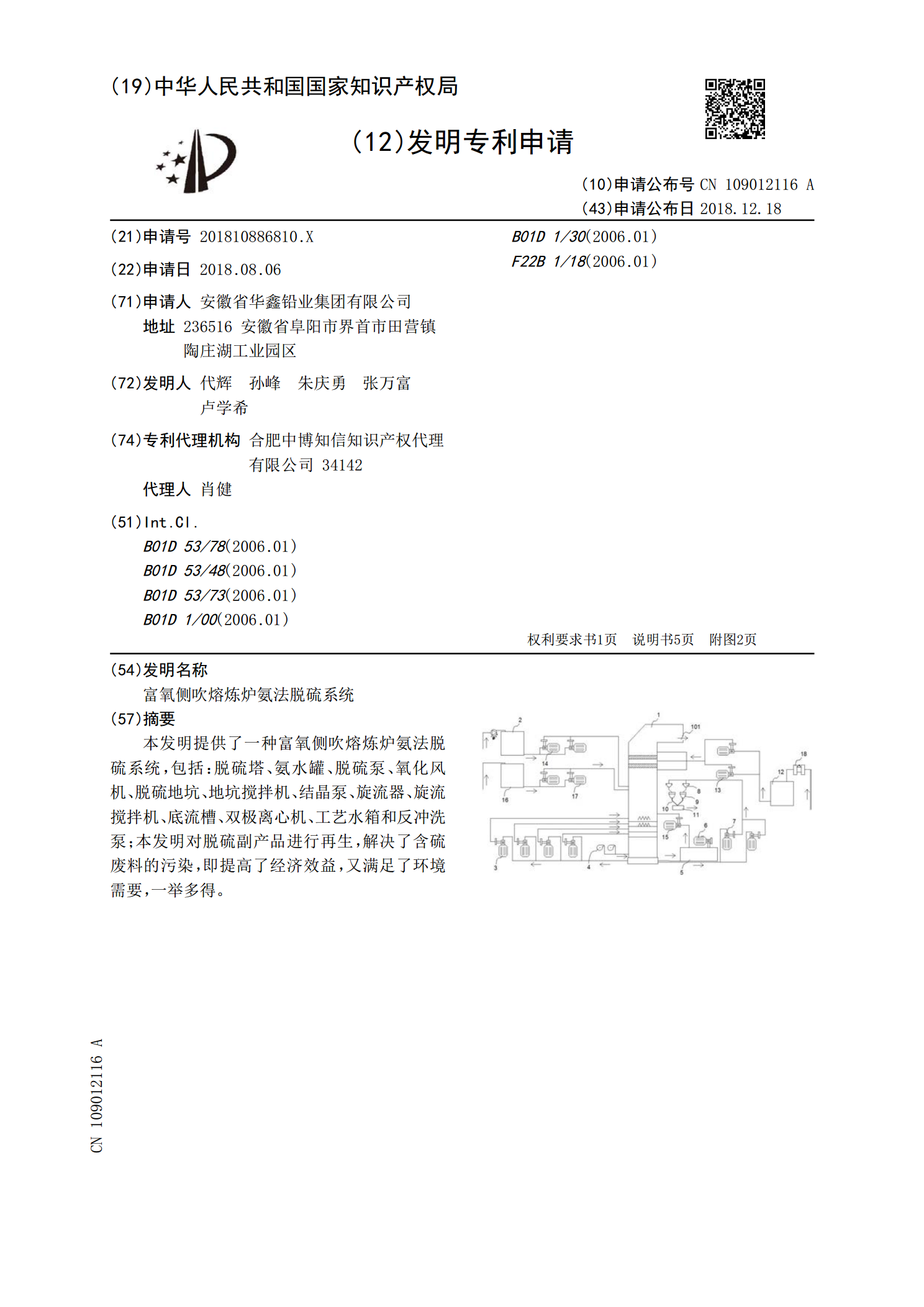
本发明提供了一种富氧侧吹熔炼炉氨法脱硫系统,包括:脱硫塔、氨水罐、脱硫泵、氧化风机、脱硫地坑、地坑搅拌机、结晶泵、旋流器、旋流搅拌机、底流槽、双极离心机、工艺水箱和反冲洗泵;本发明对脱硫副产品进行再生,解决了含硫废料的污染,即提高了经济效益,又满足了环境需要,一举多得。

半氧化矿富氧侧吹熔炼炉.pdf
半氧化矿富氧侧吹熔炼炉,本发明将加料口(5)设置在炉体顶端,均布为4~10个,在炉体侧面设有与炉体供风装置(3)连接的160~180个供风口(2);炉膛由冷却循环管组成的冷却装置(2)构成,烟气出口(8)设于炉顶外壳(9)上后部左侧。本发明具有能够保持炉内较高的冶炼温度、提高炉体的使用寿命、降低生产成本的优点。
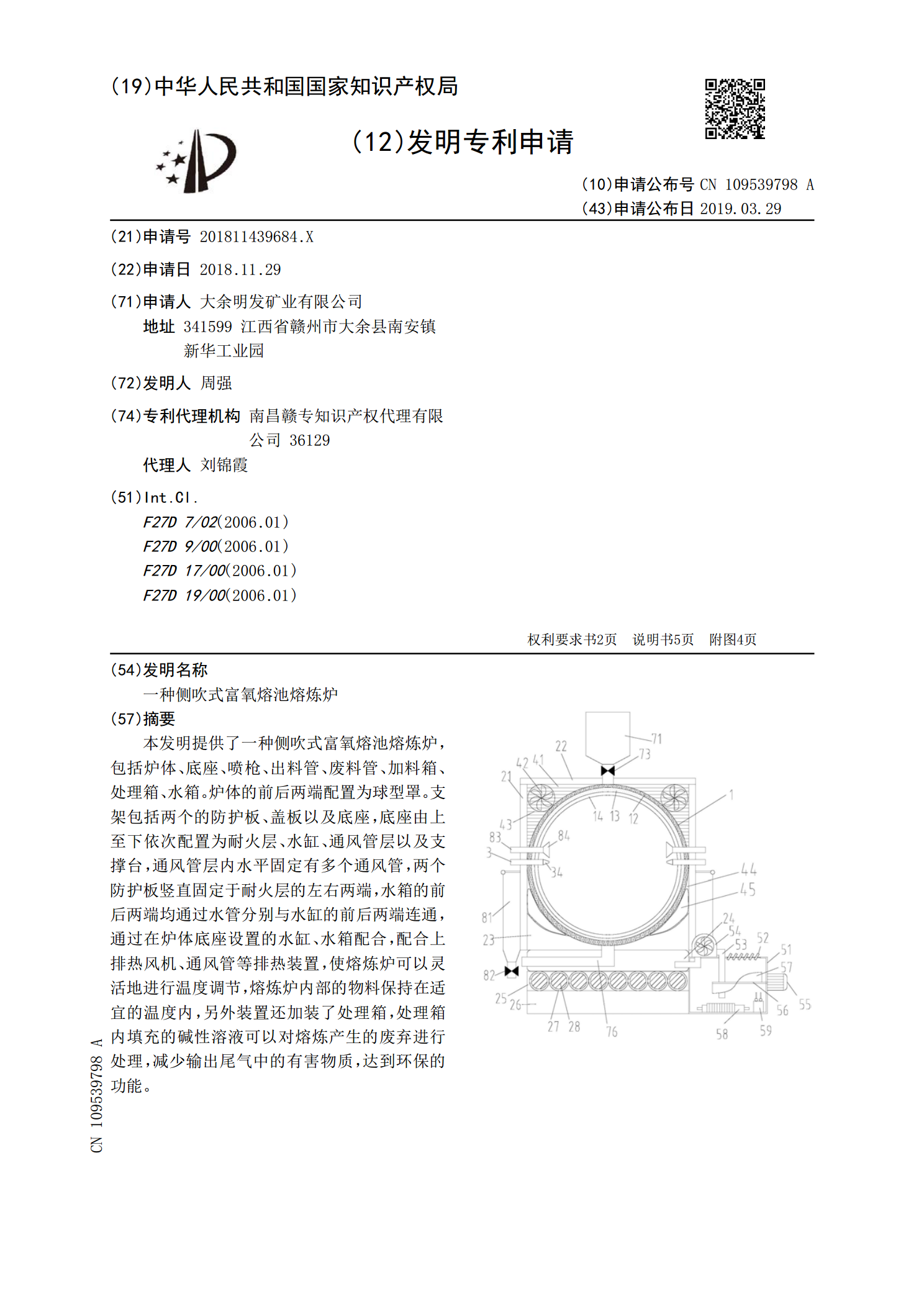
一种侧吹式富氧熔池熔炼炉.pdf
本发明提供了一种侧吹式富氧熔池熔炼炉,包括炉体、底座、喷枪、出料管、废料管、加料箱、处理箱、水箱。炉体的前后两端配置为球型罩。支架包括两个的防护板、盖板以及底座,底座由上至下依次配置为耐火层、水缸、通风管层以及支撑台,通风管层内水平固定有多个通风管,两个防护板竖直固定于耐火层的左右两端,水箱的前后两端均通过水管分别与水缸的前后两端连通,通过在炉体底座设置的水缸、水箱配合,配合上排热风机、通风管等排热装置,使熔炼炉可以灵活地进行温度调节,熔炼炉内部的物料保持在适宜的温度内,另外装置还加装了处理箱,处理箱内填

一种富氧侧吹双区熔炼炉.pdf
本发明公开了一种富氧侧吹双区熔炼炉,包括炉缸、炉身、水套、加料口、放渣口、排放口;所述炉缸为深浅结构且被中间隔墙分成熔炼区和烟化区。本发明通过对结构上的改进,实现了冶炼过程中熔炼和烟化在同一个炉子中进行,从而使整个设备更加高效、节能、环保。
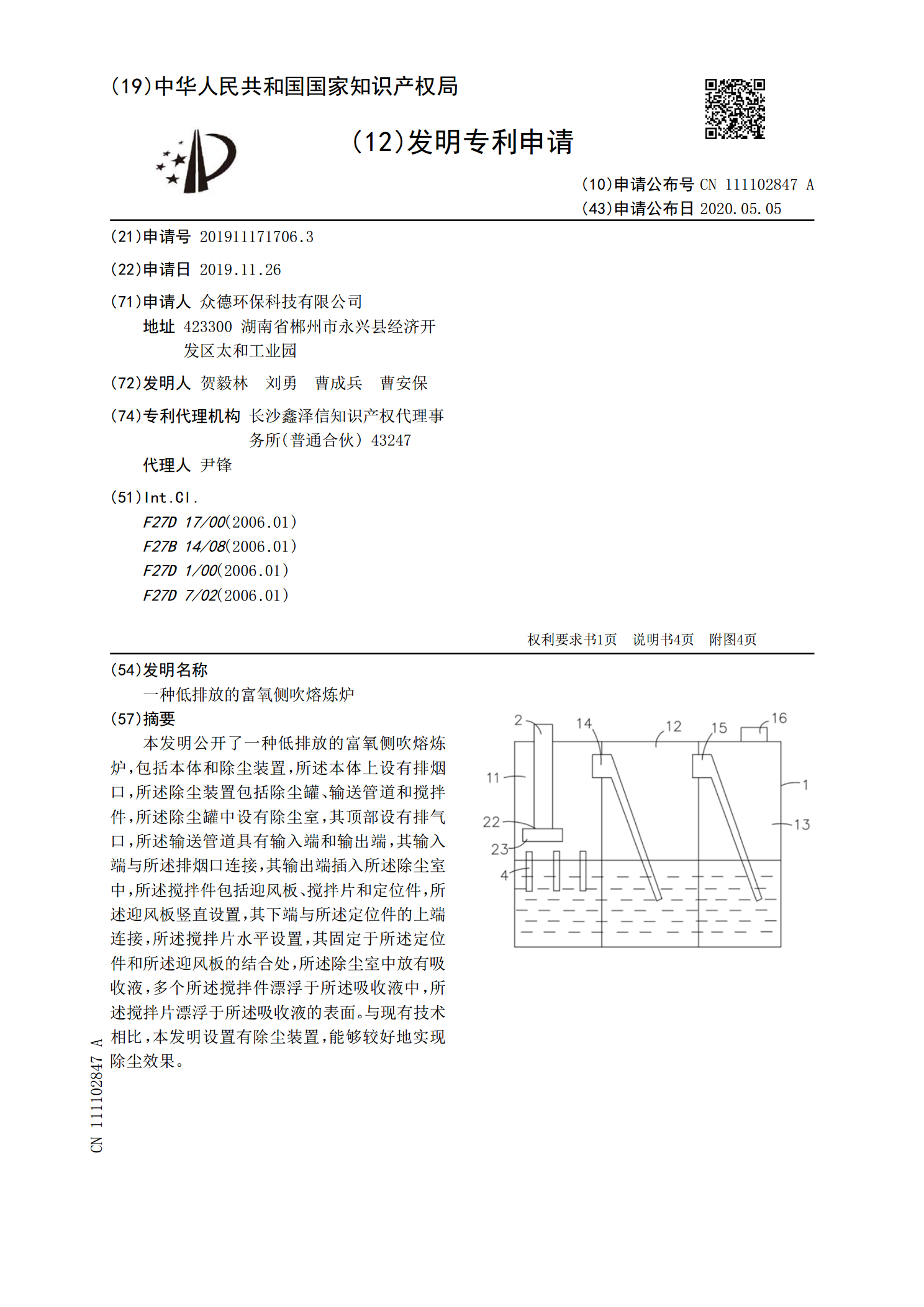
一种低排放的富氧侧吹熔炼炉.pdf
本发明公开了一种低排放的富氧侧吹熔炼炉,包括本体和除尘装置,所述本体上设有排烟口,所述除尘装置包括除尘罐、输送管道和搅拌件,所述除尘罐中设有除尘室,其顶部设有排气口,所述输送管道具有输入端和输出端,其输入端与所述排烟口连接,其输出端插入所述除尘室中,所述搅拌件包括迎风板、搅拌片和定位件,所述迎风板竖直设置,其下端与所述定位件的上端连接,所述搅拌片水平设置,其固定于所述定位件和所述迎风板的结合处,所述除尘室中放有吸收液,多个所述搅拌件漂浮于所述吸收液中,所述搅拌片漂浮于所述吸收液的表面。与现有技术相比,本发