
一种铬锆铜微孔管的加工方法及铬锆铜微孔管.pdf

邻家****mk


1/8
2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铬锆铜微孔管的加工方法及铬锆铜微孔管.pdf
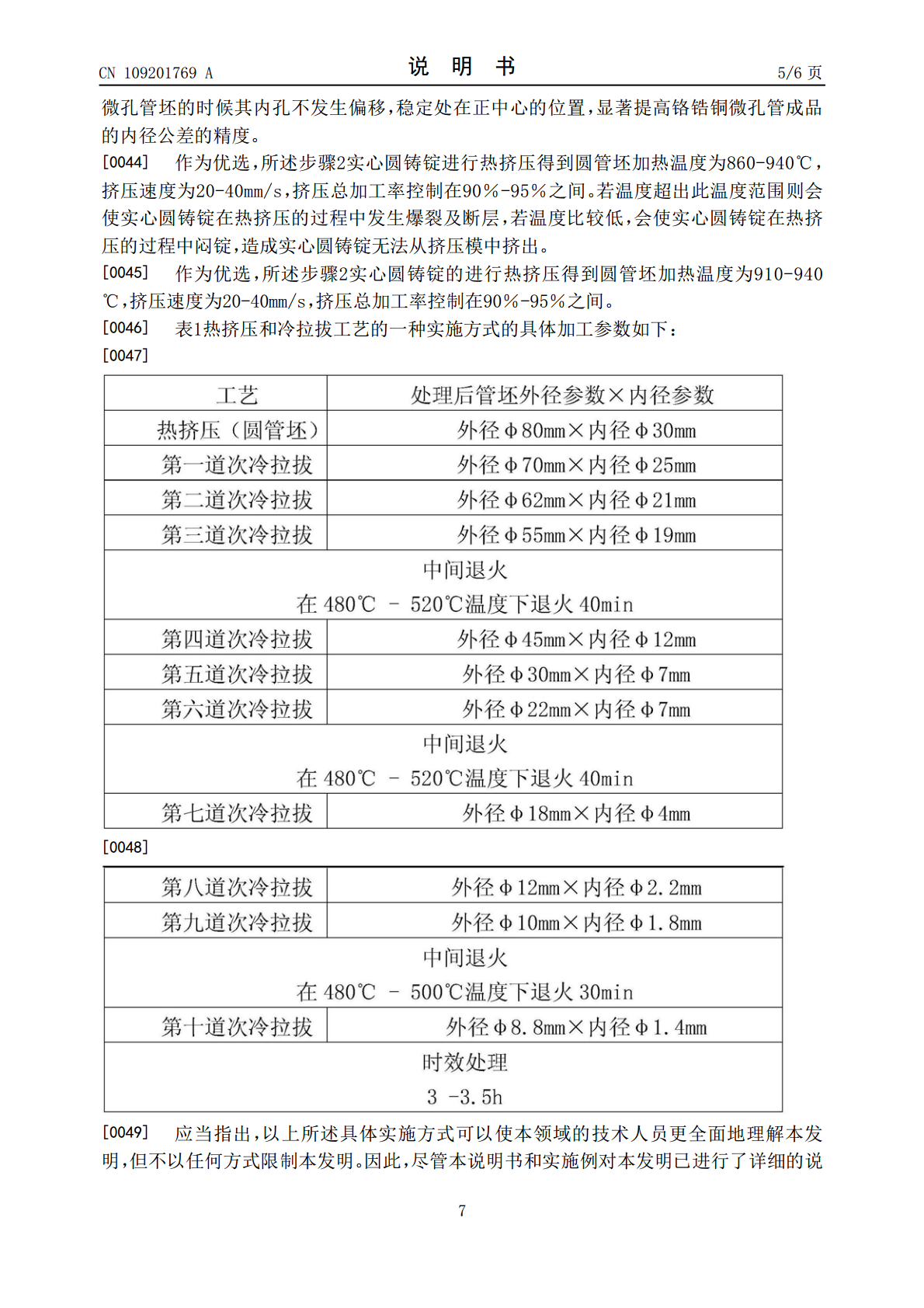
本发明涉及一种铬锆铜微孔管的加工方法,包括如下步骤:步骤1:将铜、铬、锆按化学成分要求进行配比,配好后进行熔炼浇铸成实心圆铸锭,对实心圆铸锭进行成分检验、金属探伤和表面检查,均合格后,锯段;步骤2:将锯段后的实心圆铸锭进行热挤压得到外径80mm×内径30mm的圆管坯;步骤3:将圆管坯通过直拉伸机拉伸10道次成微孔管坯;其中每道次的拉伸均有其配套的拉伸外模和拉伸内模;步骤4:将所述微孔管坯装入卧式退火炉的炉胆中,对卧式退火炉的炉胆抽真空并充入保护气体对所述微孔管坯进行时效处理;时效处理的温度为420‑450

铜铬和铜铬锆合金组织与性能研究.docx
铜铬和铜铬锆合金组织与性能研究铜铬和铜铬锆合金组织与性能研究摘要:铜铬和铜铬锆合金是一种重要的非铁金属薄板材料,具有良好的耐磨性、高温强度和耐腐蚀性等优良性能,在船舶、汽车等领域广泛应用。本文根据已有文献,系统研究了铜铬和铜铬锆合金的组织与性能,并进一步展望了其在未来的应用前景。关键词:铜铬;铜铬锆合金;组织结构;耐磨性;高温强度;耐腐蚀性1.引言铜铬和铜铬锆合金是一种以铜和铬为主要成分的合金材料,其具有重要的应用价值。铜铬合金具有良好的耐磨性、高温强度和耐腐蚀性等性能,尤其在海洋领域的船舶材料上有着广泛

铜-铬-锆合金研究.docx
铜-铬-锆合金研究铜-铬-锆合金研究摘要:铜-铬-锆合金是一种重要的结构材料,具有优异的力学性能和耐腐蚀性能,因此在航空航天、汽车、电子等行业得到广泛应用。本论文通过综合分析文献资料,对铜-铬-锆合金的组成、制备方法、微观结构、力学性能和腐蚀性能进行了详细的研究和总结,旨在为该合金的进一步开发和应用提供理论依据。关键词:铜-铬-锆合金;组成;制备方法;微观结构;力学性能;腐蚀性能一、引言铜-铬-锆合金是一种由铜、铬和锆构成的合金,具有很高的力学性能和耐腐蚀性能,在航空航天、汽车、电子等领域有广泛的应用。本

一种铬锆铜异形板的锻造方法.pdf
本发明属于一种用于常规磁体托卡马克装置板式环向场线圈所需的铬锆铜异型铜板的锻造方法。包括以下步骤,将铬锆铜铜锭加热进行墩拔、冲孔制成铜套粗坯;将制得的铜套粗坯进行高温热环轧,使其直径扩大,壁厚减小,同时利用环轧余热进行固溶热处理;将制得的铜套形状坯料从一侧锯开一个开口,用油压机经过锻压将环状铜套展开成平板;将制得的铜板用油压机进行不均匀变形,使铜板产生弯曲,得到最终锻件。其优点是,相比现有技术的轧制或者锻造方法,能大幅减少轧制或者锻造过程预留的机加工余量,提高了产品的材料利用率,生产成本大幅减少;同时能够
一种铜铬锆合金线材的制备方法.pdf
本发明涉及一种铜铬锆合金线材的制备方法,包括以下步骤:(1)配料;(2)熔炼;(3)连续铸造:保温炉温度达到铸造温度时,采用内衬为添加铬元素的氮化硅材质的结晶器进行连续铸造,得到铸坯,同时将外层是铜皮内层是锆芯的铜锆合金芯线,根据锆的烧损规律,通过喂丝的方法向保温炉中添加铜锆合金芯线,控制锆含量的稳定;(4)对铸坯进行塑性加工和去除缺陷处理得到线材;(5)对所述线材进行多级阶梯时效处理。该方法能稳定控制锆和铬含量,且能短流程、连续化的生产铜铬锆合金线材。