
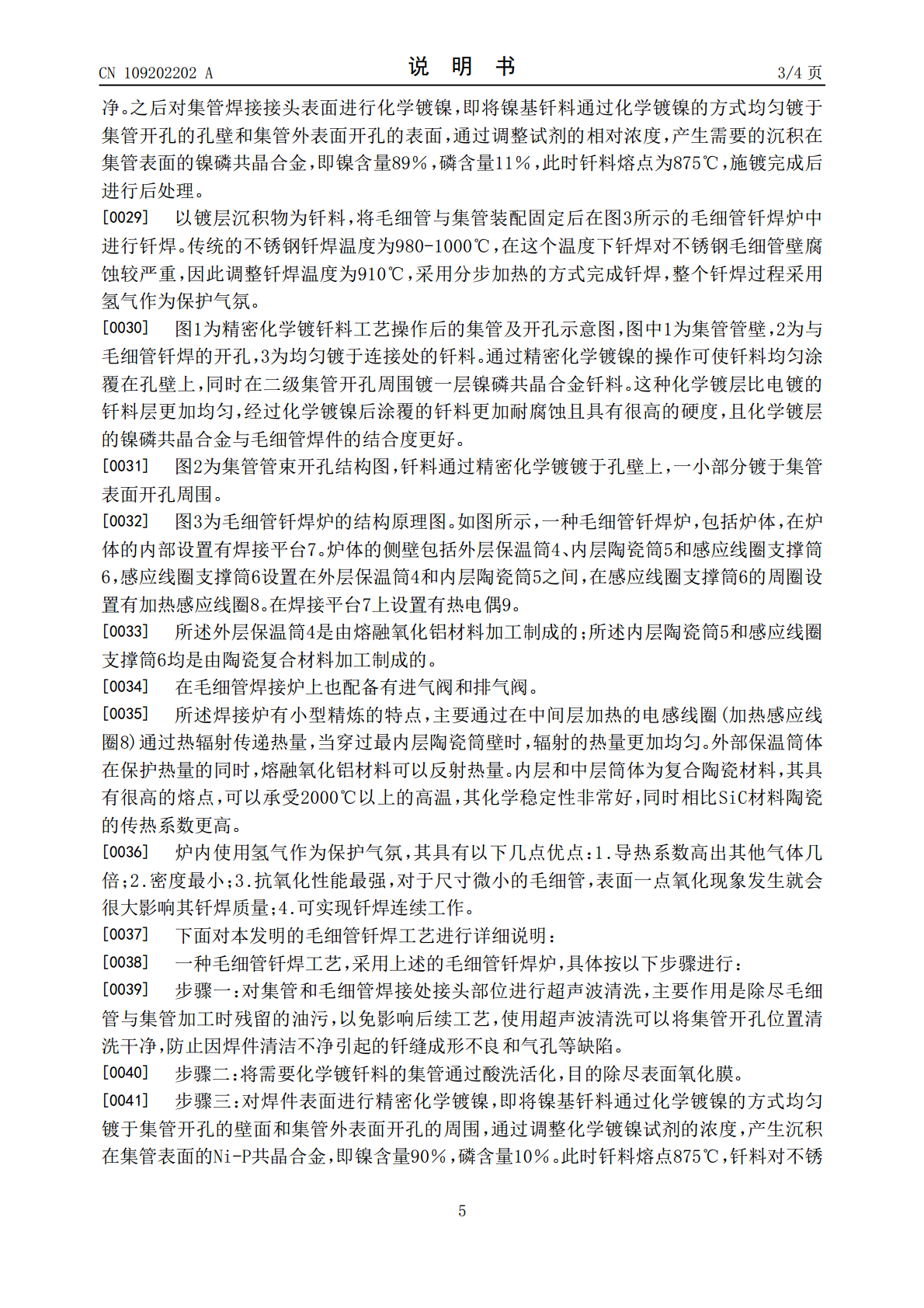
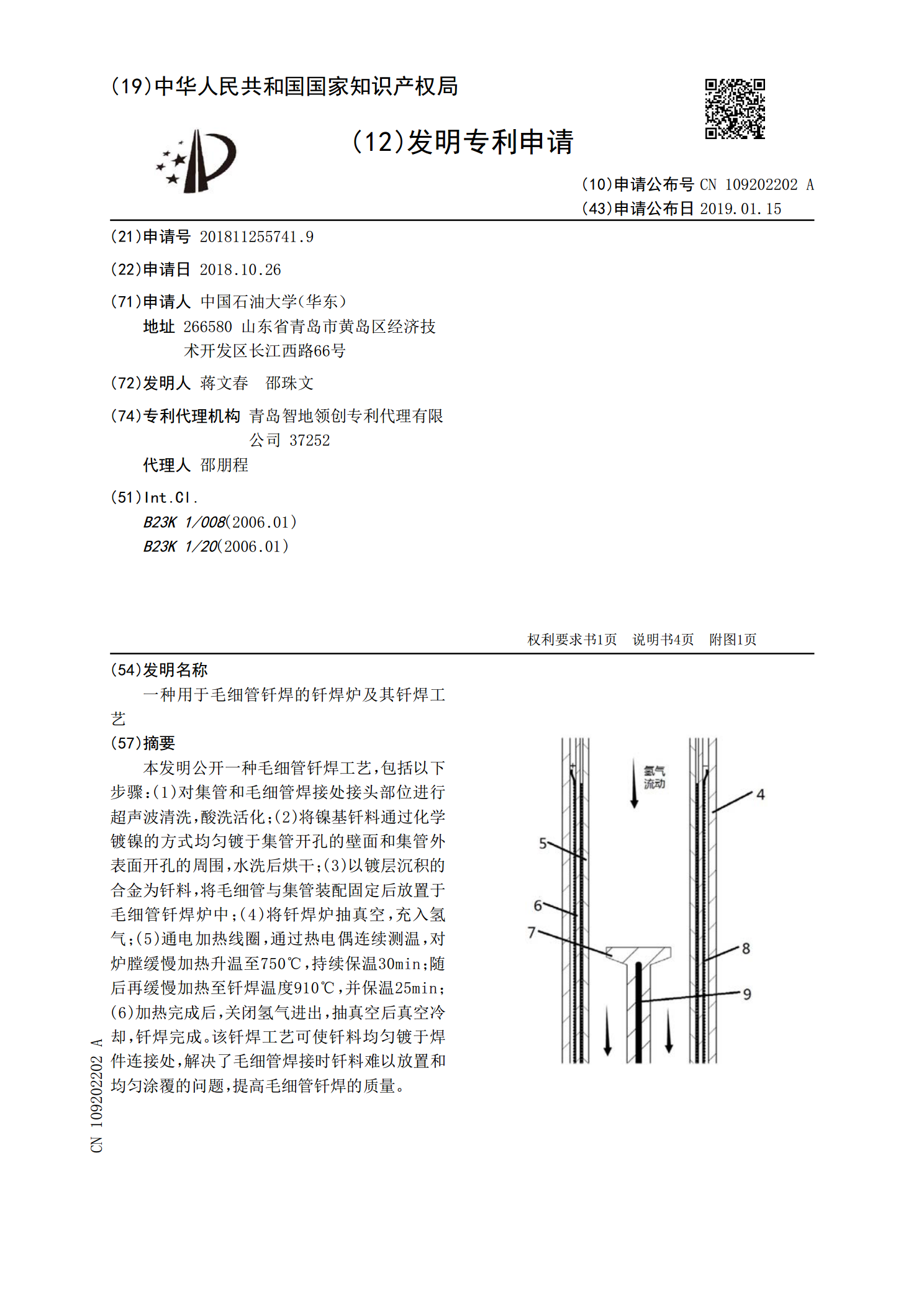
一种用于毛细管钎焊的钎焊炉及其钎焊工艺.pdf

努力****凌芹

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于毛细管钎焊的钎焊炉及其钎焊工艺.pdf
本发明公开一种毛细管钎焊工艺,包括以下步骤:(1)对集管和毛细管焊接处接头部位进行超声波清洗,酸洗活化;(2)将镍基钎料通过化学镀镍的方式均匀镀于集管开孔的壁面和集管外表面开孔的周围,水洗后烘干;(3)以镀层沉积的合金为钎料,将毛细管与集管装配固定后放置于毛细管钎焊炉中;(4)将钎焊炉抽真空,充入氢气;(5)通电加热线圈,通过热电偶连续测温,对炉膛缓慢加热升温至750℃,持续保温30min;随后再缓慢加热至钎焊温度910℃,并保温25min;(6)加热完成后,关闭氢气进出,抽真空后真空冷却,钎焊完成。该钎
一种用于高温合金毛细管钎焊的钎焊装备及钎焊工艺.pdf
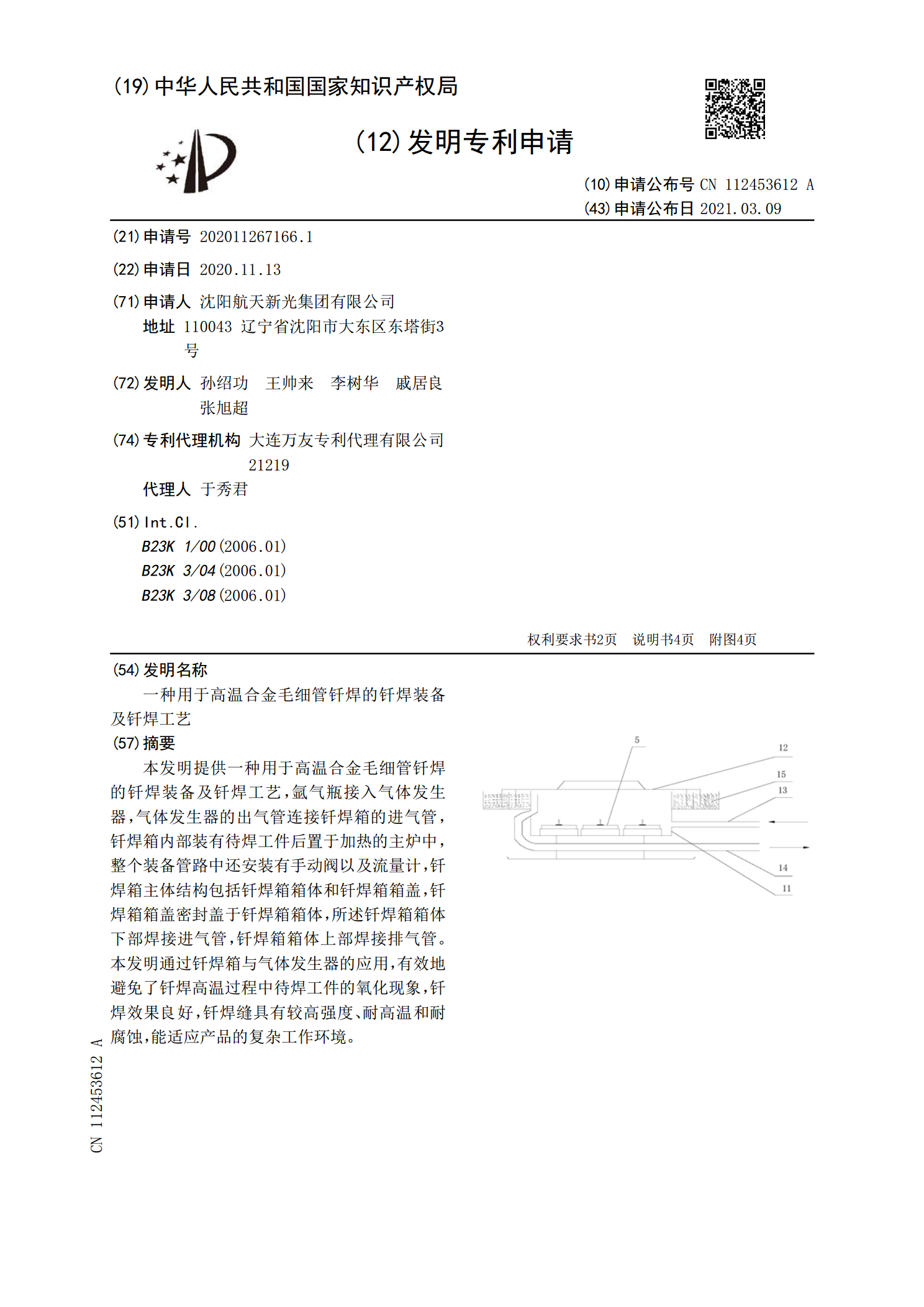
本发明提供一种用于高温合金毛细管钎焊的钎焊装备及钎焊工艺,氩气瓶接入气体发生器,气体发生器的出气管连接钎焊箱的进气管,钎焊箱内部装有待焊工件后置于加热的主炉中,整个装备管路中还安装有手动阀以及流量计,钎焊箱主体结构包括钎焊箱箱体和钎焊箱箱盖,钎焊箱箱盖密封盖于钎焊箱箱体,所述钎焊箱箱体下部焊接进气管,钎焊箱箱体上部焊接排气管。本发明通过钎焊箱与气体发生器的应用,有效地避免了钎焊高温过程中待焊工件的氧化现象,钎焊效果良好,钎焊缝具有较高强度、耐高温和耐腐蚀,能适应产品的复杂工作环境。
用于钎焊炉的钎焊托架及多层钎焊托架.pdf
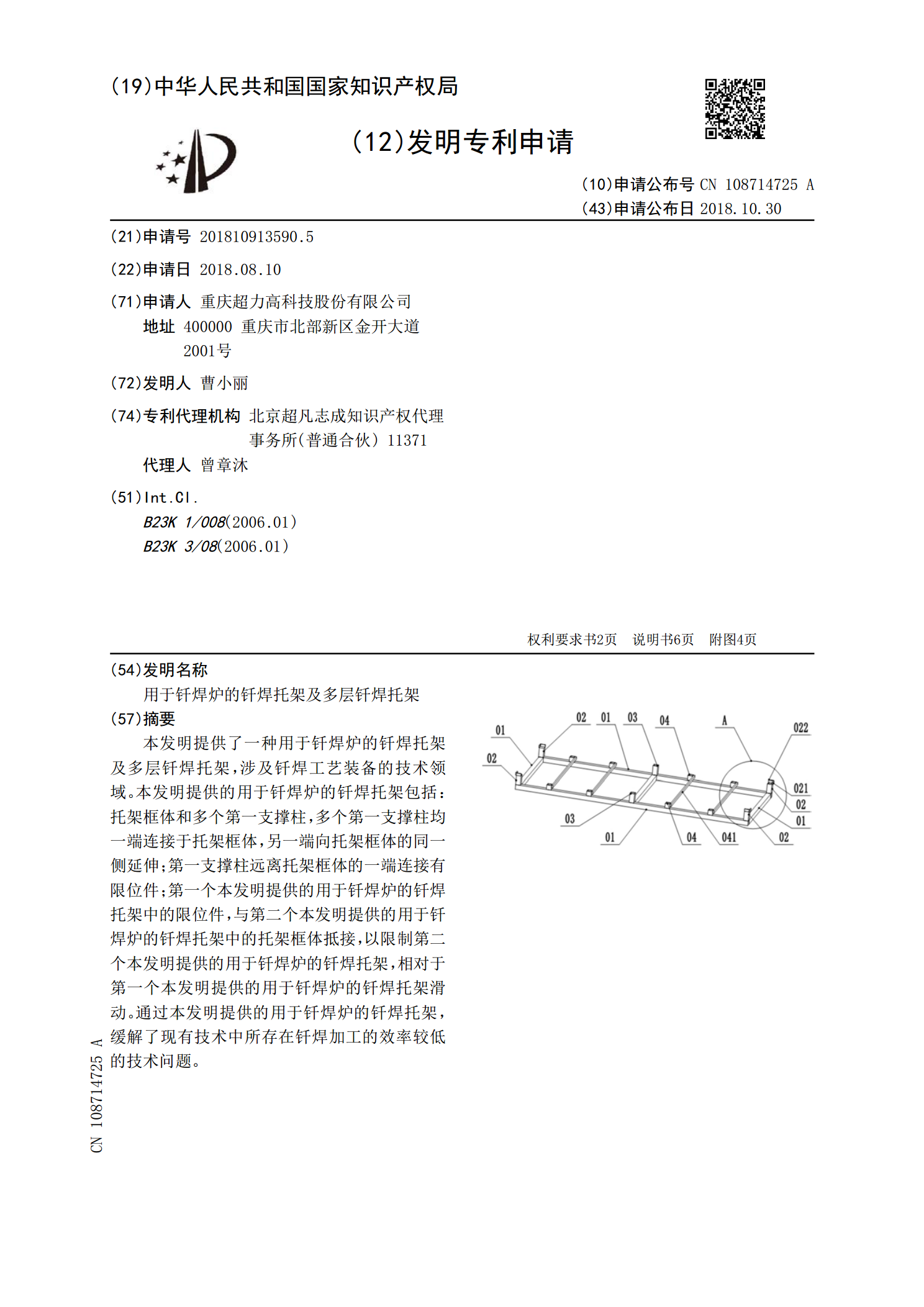
本发明提供了一种用于钎焊炉的钎焊托架及多层钎焊托架,涉及钎焊工艺装备的技术领域。本发明提供的用于钎焊炉的钎焊托架包括:托架框体和多个第一支撑柱,多个第一支撑柱均一端连接于托架框体,另一端向托架框体的同一侧延伸;第一支撑柱远离托架框体的一端连接有限位件;第一个本发明提供的用于钎焊炉的钎焊托架中的限位件,与第二个本发明提供的用于钎焊炉的钎焊托架中的托架框体抵接,以限制第二个本发明提供的用于钎焊炉的钎焊托架,相对于第一个本发明提供的用于钎焊炉的钎焊托架滑动。通过本发明提供的用于钎焊炉的钎焊托架,缓解了现有技术中
磁控管钎焊用氢炉结构、氢炉钎焊工艺.pdf
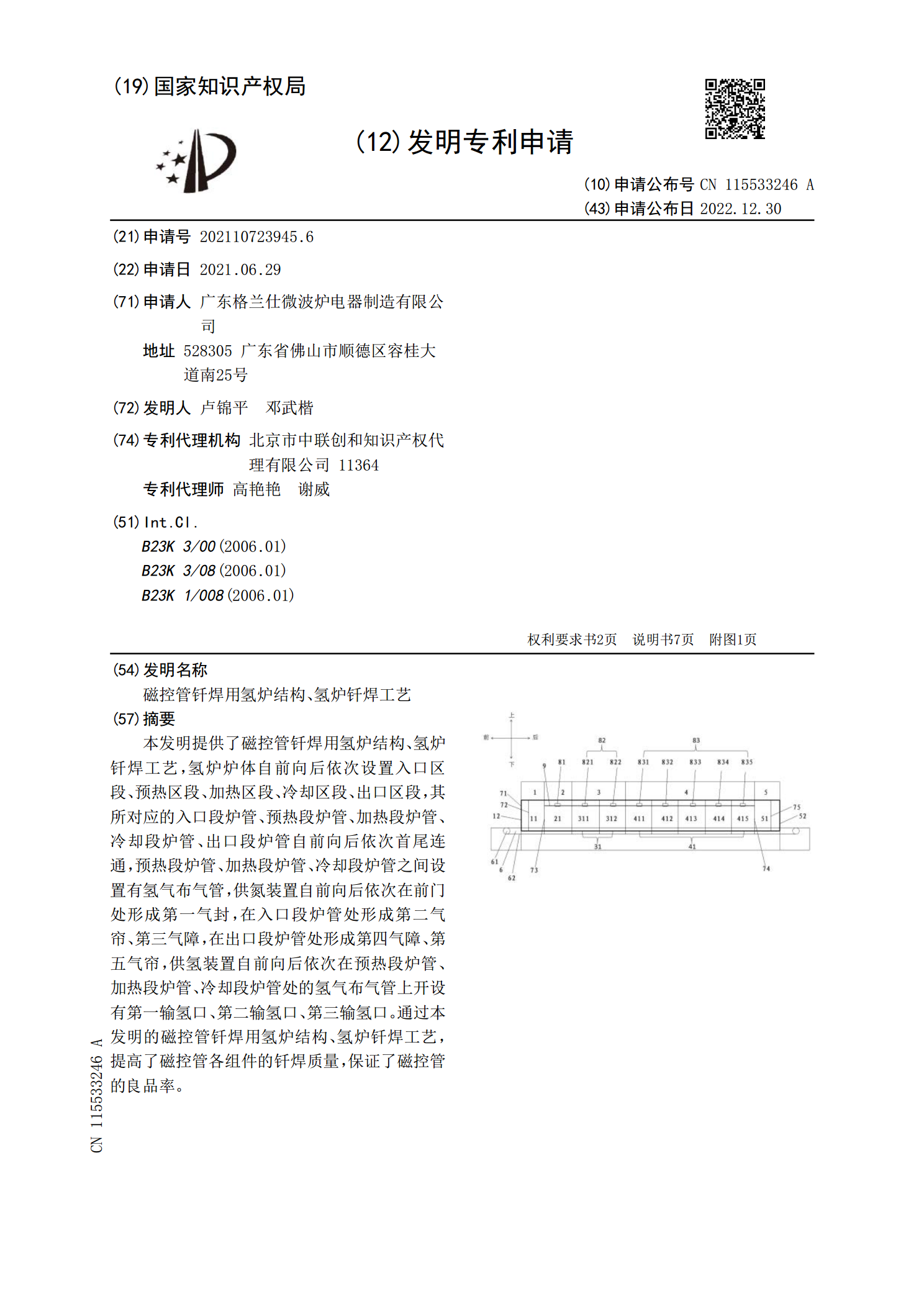
本发明提供了磁控管钎焊用氢炉结构、氢炉钎焊工艺,氢炉炉体自前向后依次设置入口区段、预热区段、加热区段、冷却区段、出口区段,其所对应的入口段炉管、预热段炉管、加热段炉管、冷却段炉管、出口段炉管自前向后依次首尾连通,预热段炉管、加热段炉管、冷却段炉管之间设置有氢气布气管,供氮装置自前向后依次在前门处形成第一气封,在入口段炉管处形成第二气帘、第三气障,在出口段炉管处形成第四气障、第五气帘,供氢装置自前向后依次在预热段炉管、加热段炉管、冷却段炉管处的氢气布气管上开设有第一输氢口、第二输氢口、第三输氢口。通过本发明
一种提高钎缝强度的钎焊方法及其钎焊炉.pdf
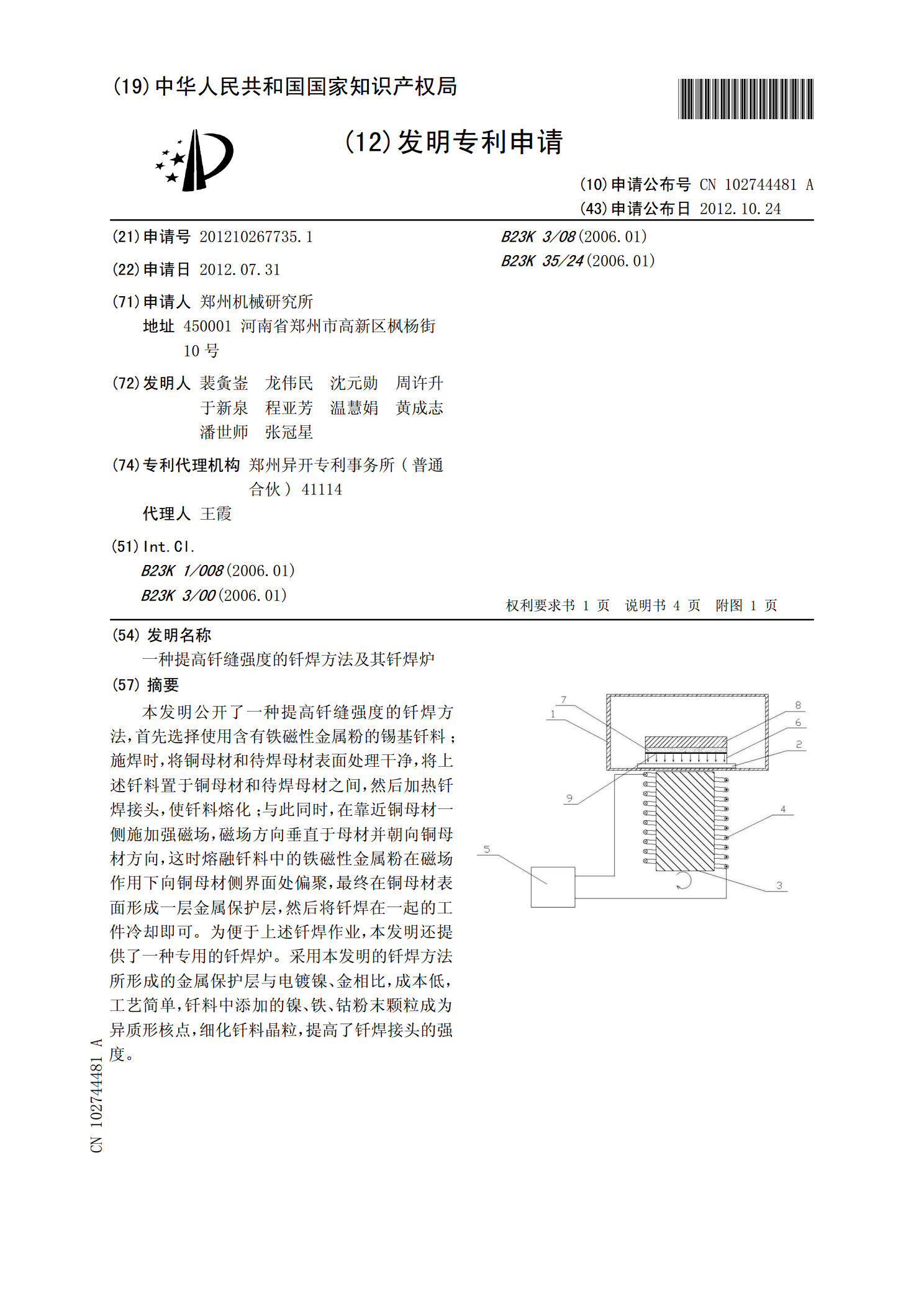
本发明公开了一种提高钎缝强度的钎焊方法,首先选择使用含有铁磁性金属粉的锡基钎料;施焊时,将铜母材和待焊母材表面处理干净,将上述钎料置于铜母材和待焊母材之间,然后加热钎焊接头,使钎料熔化;与此同时,在靠近铜母材一侧施加强磁场,磁场方向垂直于母材并朝向铜母材方向,这时熔融钎料中的铁磁性金属粉在磁场作用下向铜母材侧界面处偏聚,最终在铜母材表面形成一层金属保护层,然后将钎焊在一起的工件冷却即可。为便于上述钎焊作业,本发明还提供了一种专用的钎焊炉。采用本发明的钎焊方法所形成的金属保护层与电镀镍、金相比,成本低,工艺