
三轨六卷扬的电石炉出炉控制系统及其控制方法.pdf

St****12


1/8

2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

三轨六卷扬的电石炉出炉控制系统及其控制方法.pdf
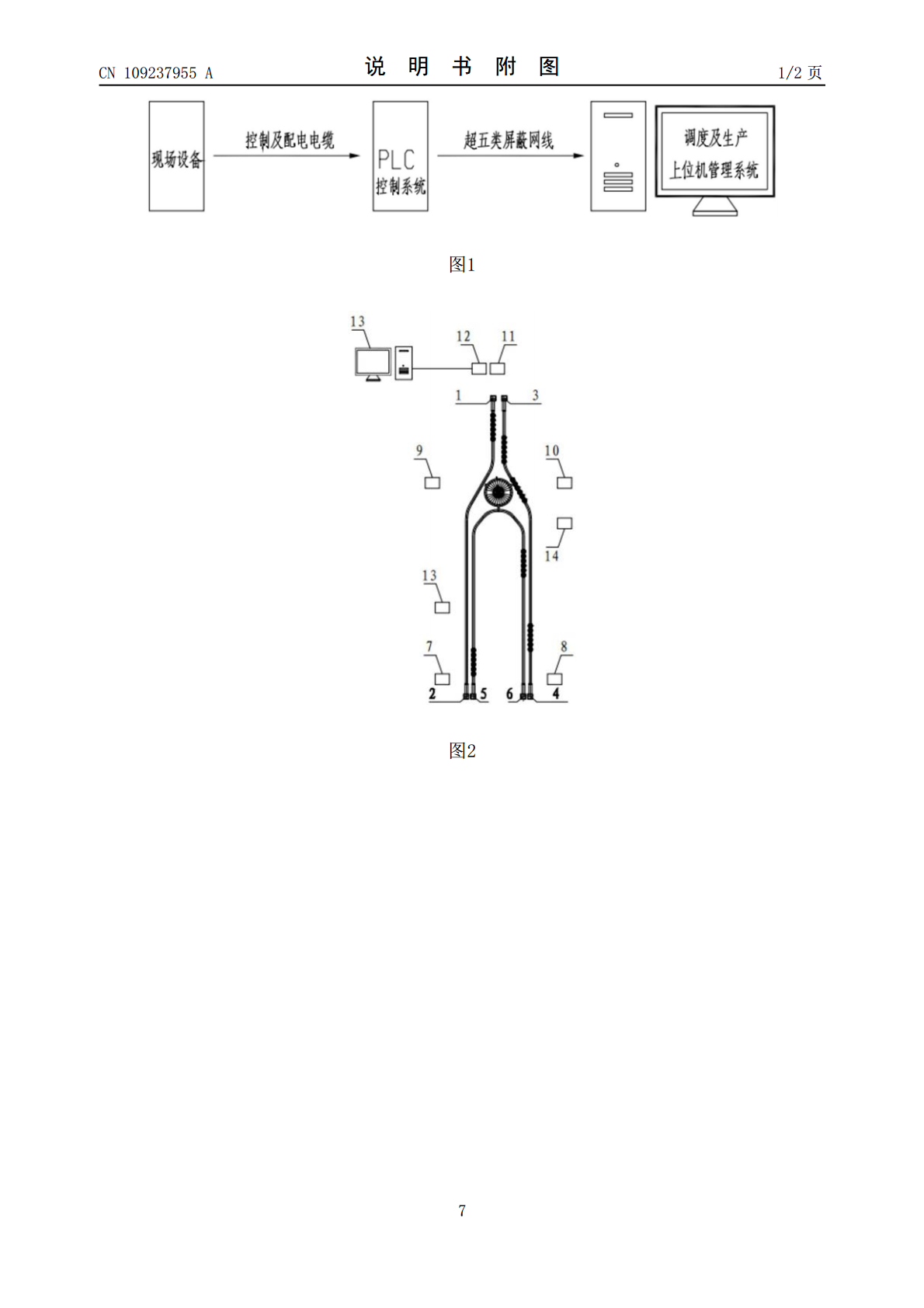
本发明提供一种三轨六卷扬电石炉出炉控制系统,包括:三出口电石炉;每两个一组被配置在电石炉一个出口位置的卷扬机;被配置在每一个电石炉一个出口位置的卷扬机组临近位置的现场控制箱;用于接受场内信号的无线接收器;用于处理场内信息的PLC智能控制系统;运行在PC上的处理场内信息并发出控制指令的调度及生产上位机管理系统;卷扬机内置离合分合位置检测装置,每对卷扬机通过钢丝绳相连,负责对应出炉口锅车的前进和后退;由PLC系统取代硬接线,具有安全联锁,具备设备生命周期统计功能,操作区域覆盖整个出炉区域,克服现有电石炉出炉卷
一种电石炉远程操控的出炉控制系统及其控制方法.pdf
本发明提供一种电石炉远程操控的出炉控制系统及其控制方法,所述控制系统包括控制器、无线通讯模块、显示模块,显示模块包括现场监视界面和信号监视界面;所述控制器采集各个执行机构运行状态以及反馈信号并在所述显示模块的现场监视界面和信号监视界面显示出来;所述控制器的输入端连接用于对轨道车、卷扬机组、底部车、堵眼机的行走位置进行实时监测的传感器、用于对出炉系统工作面进行视频采集的摄像头、用于检测出炉工作状态的信号的检测装置;用于统计轨道车通过炉眼次数的计数器,该系统设计合理且实现方便,其方法步骤简单,既达到了减员增效
一种电石炉出炉智能控制系统.pdf
本发明公开了一种电石炉出炉智能控制系统,包括出炉检测模块、工控模块、执行模块、人机交互模块、无线收发模块和远程监控终端,出炉检测模块用于获取出炉过程中的数据信息,工控模块用于对出炉检测模块获取的数据信息进行处理,并控制执行模块执行相关动作,人机交互模块与工控模块相互通信,人机交互模块用于用户发送操作指令信息至工控模块,并接收工控模块发送的回执信息,远程监控终端用于远程获取工控模块发送的信息,本发明可实现电石炉出炉过程的全程监控以及电石炉出炉过程的自动化和智能化,此外,节省了人力,降低率出炉过程中的安全风险
一种电石炉自动烧炉眼控制系统及其控制方法.pdf
一种电石炉自动烧炉眼控制系统及其控制方法,属于工业自动化控制领域。本发明针对现有的缺陷,提供了一种能够自动识别炉眼信息、根据识别信息规划烧眼轨迹、避免烧穿器受损、烧眼速度快的自动烧炉眼控制系统及其控制方法。本发明运动控制单元用于接收并控制自动供电单元的供电情况,运动控制单元实时接收图像采集与处理单元的信号,运动控制单元实时接收机器人单元的各关节驱动力矩并控制机器人单元的运动状态,烧穿器单元由机器人单元抓取并固定,烧穿电流检测单元用于检测流过烧穿器单元的电流并将信号实时传输给运动控制单元。本发明主要应用于电

电石炉自动出炉装置.pdf
本发明公开了一种电石炉自动出炉装置,由大车机构、工具杆锁紧机构、工作臂机构、工作臂俯仰机构、隔热防护系统、工具小车和用于控制电石炉自动出炉装置内液压设备的随车液压站和用于电石炉自动出炉装置各部分结构配合运作的自动控制系统组成;其中工具杆锁紧机构和工作臂机构通过螺栓连接在一起,工作臂机构通过螺栓固定在大车机构上部,工作臂俯仰机构两端分别与大车机构和工作臂机构通过螺栓把合,隔热防护系统固定在大车机构前端,随车液压站固定在大车机构上部后方;采用上述方案的本发明,全套设备由液压传动,可远距离操作,极大地减少了炉前