
一种汽车B柱加强板用钢及其制备方法.pdf

书生****萌哒

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车B柱加强板用钢及其制备方法.pdf
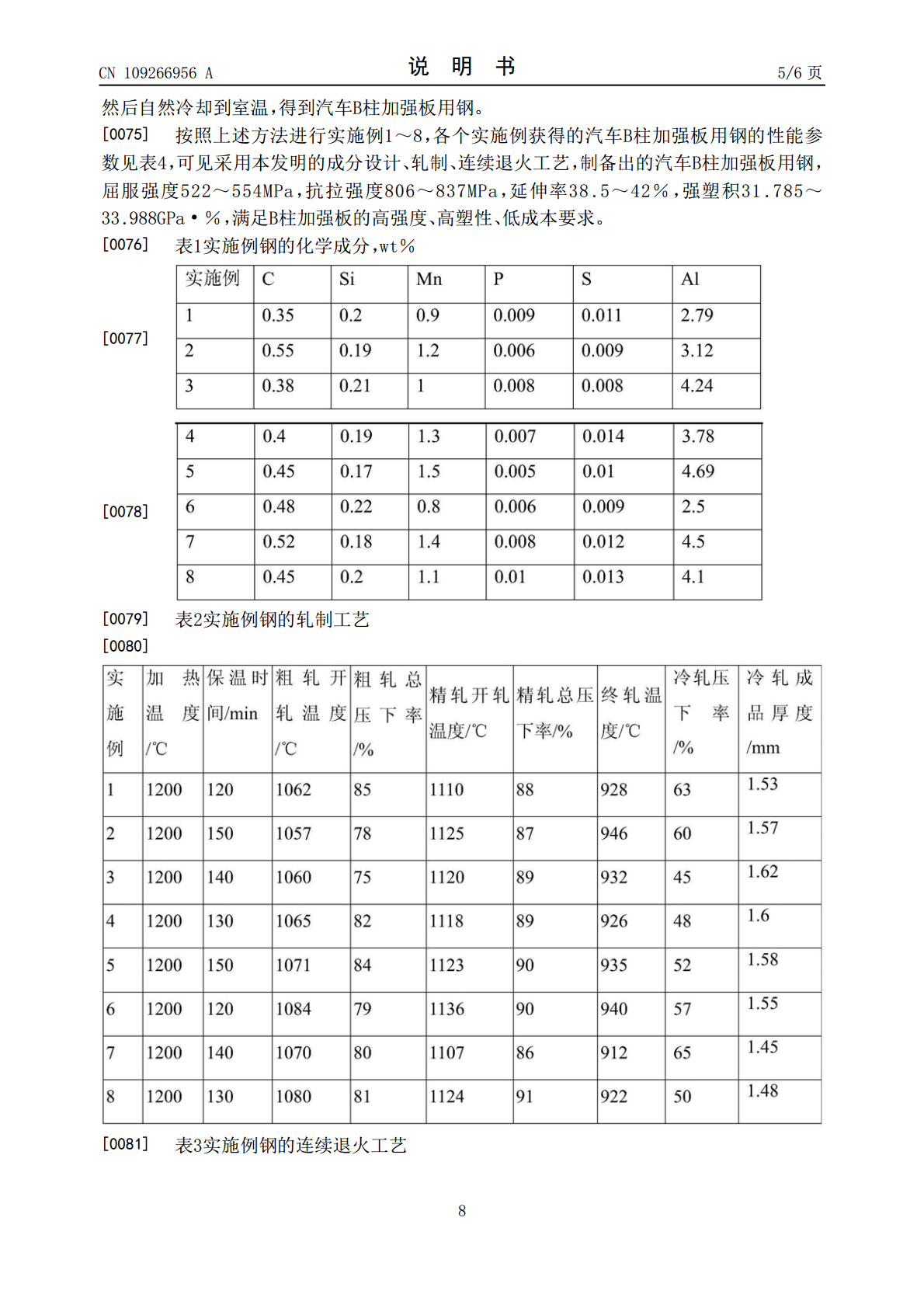
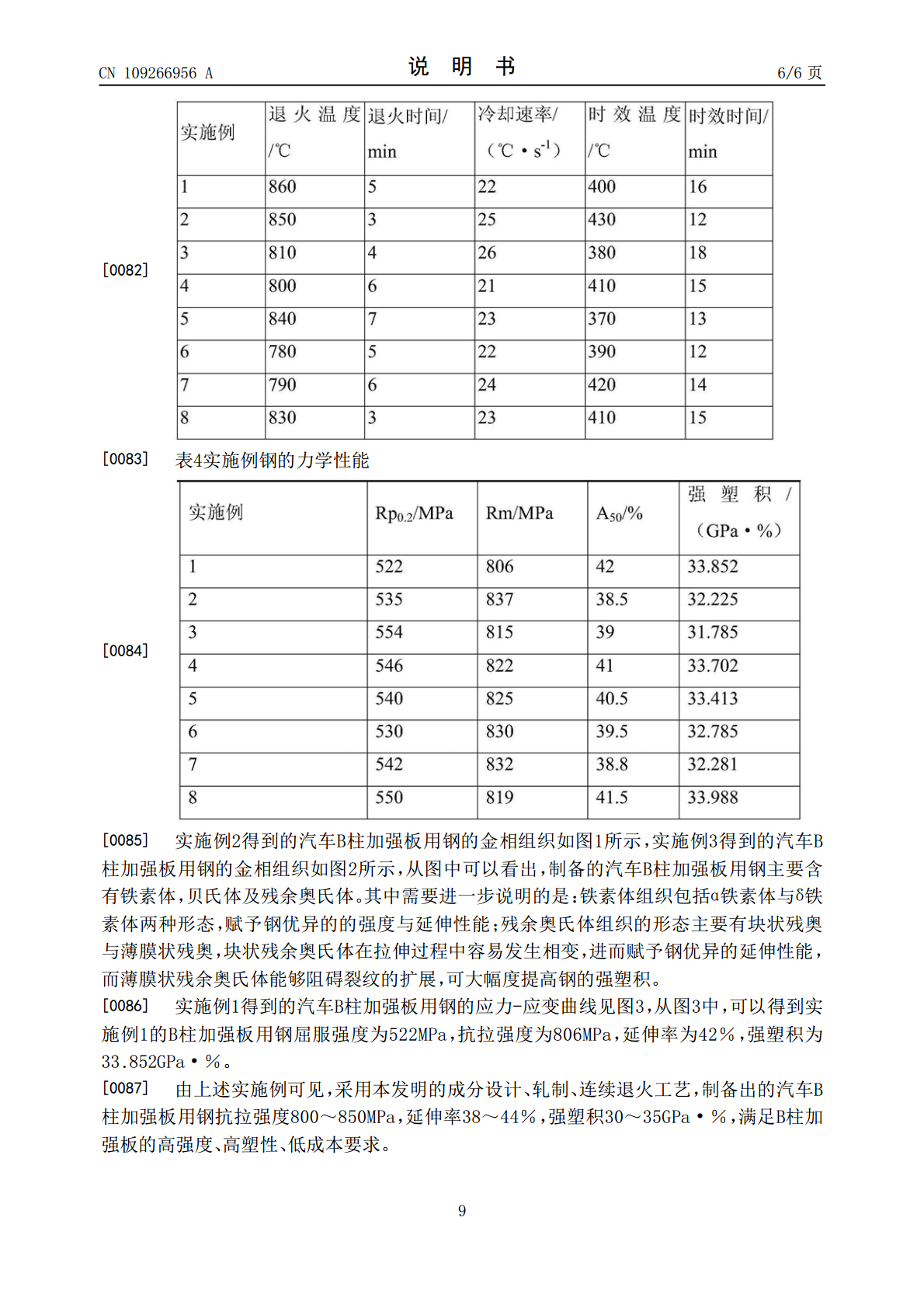
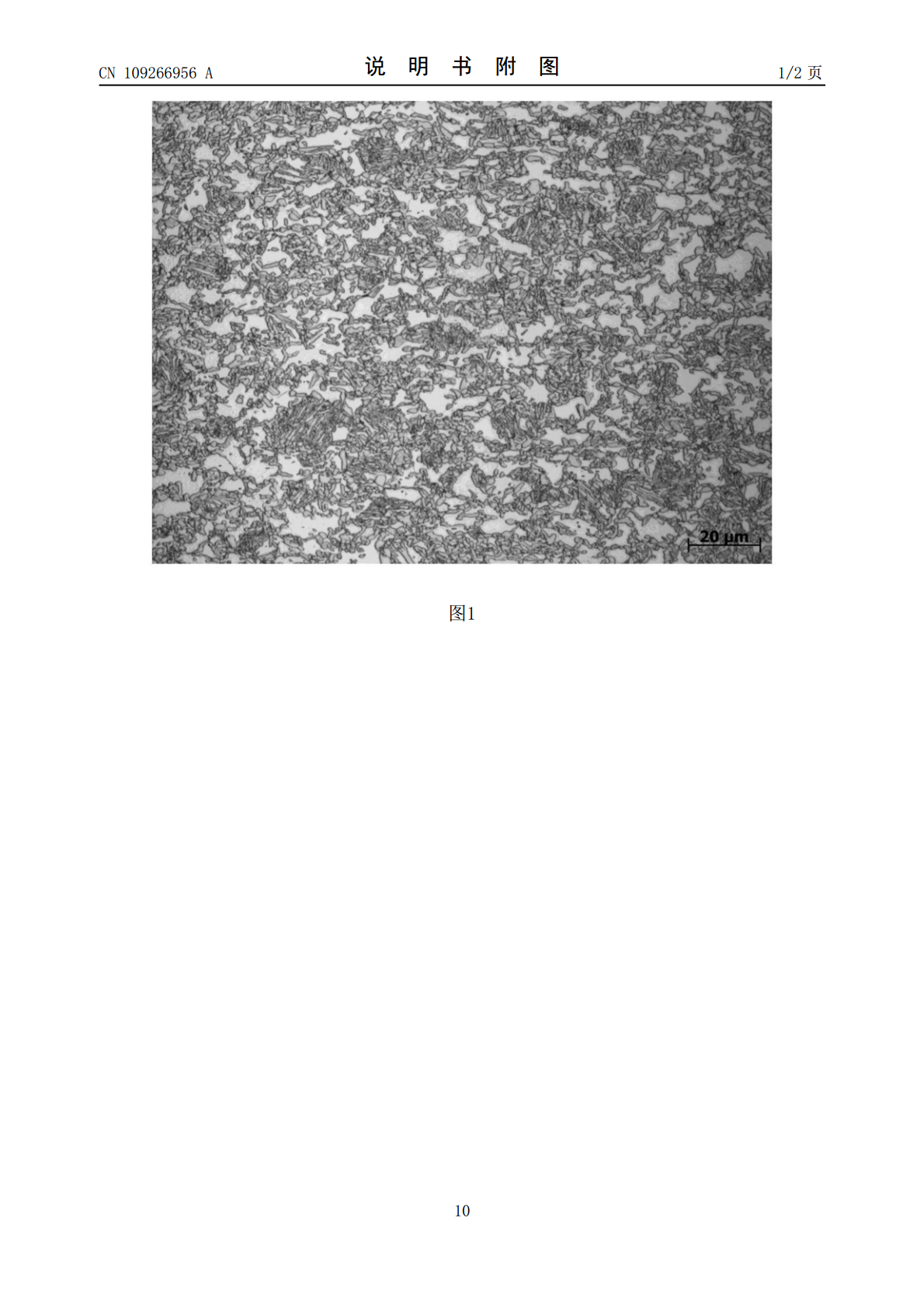
一种汽车B柱加强板用钢及其制备方法,属于汽车车身零部件用材制造领域。该汽车B柱加强板用钢,其含有的化学成分及各个化学成分的质量百分比为:C:0.35~0.55%,Si:0.17~0.22%,Mn:0.8~1.5%,P≤0.02%,S≤0.02%,Al:2.5~4.69%,余量为Fe和不可避免的杂质。所述的汽车B柱加强板用钢,其钢材抗拉强度800~850MPa,延伸率38~44%,强塑积30~35GPa·%,满足B柱加强板的高强度、高塑性、低成本的冷成型汽车B柱加强板用钢要求。其方法为:真空炉冶炼、铸坯加热

一种镀锌汽车外板用IF钢的制备方法.pdf
本发明特别涉及一种镀锌汽车外板用IF钢的制备方法,属于钢材制备技术领域。一种镀锌汽车外板用IF钢的制备方法,包括转炉冶炼、出钢、RH精炼及浇注,转炉冶炼停吹时,控制钢液的游离氧含量为第一预设量,并控制钢液中碳含量为第二预设量;出钢前,加入石灰和萤石;出钢时,控制钢包顶渣厚度为第三预设量;出钢后进行一次改质;RH精炼中,真空脱碳后,控制钢液的残余氧含量为第四预设量;RH精炼破空后,进行二次改质;浇注时,采用带有稳流器、高挡墙及滤杂器的中间包,于中间包塞棒处、上水口处及SEN板间处分别吹氩保护。其能够有效解决

一种汽车面板用钢及其制备方法.pdf
本发明涉及一种汽车面板用钢及其制备方法,其组分及重量百分比含量为:C:≤0.002%;Si:0.03%~0.05%;Mn:0.24%~0.30%;P:≤0.005%;Ti:0.03%~0.05%;Al:0.015%~0.030%;S:≤0.006%;N:≤0.003%;Nb:0.025%~0.035%;Ce:0.01%~0.015%;Nd:0.008%~0.012%。工艺路径:冶炼→连续铸造→热轧→冷轧→退火;冶炼过程采用RH‑OB方式深度脱碳,Ce、Nd合金元素加入后使用氩气对钢包软吹15~20分钟;板
汽车A柱加强板加工方法.pdf
本发明公开了一种汽车A柱加强板加工方法,将钢板加热后,放入金属模具内,在660℃的高温条件下进行冲压,然后在密闭环境下进行冷却,所述钢板化学成分的质量份包括:碳:5份,硅:100份,锰:50份,磷:5份,硫:0.8份,铊;1.1份,硼:0.04份,镍:1.5份。达到提高汽车安全强度的目的。

一种汽车B柱加强板总成夹具.pdf
本发明提供一种汽车B柱加强板总成夹具,包括平台、定位元件和夹紧机构,所述夹紧机构包括动力源、传力杆、夹紧元件和支撑架,所述支撑架固定在所述平台上,所述动力源连接所述支撑架,所述传力杆的一端连接所述动力源,所述传力杆的另一端连接所述夹紧元件,所述传力杆的中部活动连接所述支撑架,所述定位元件设于所述支撑架上;该种汽车B柱加强板总成夹具,依据汽车B柱加强板总成的形状,采用六点定位原理,能够准确地对B柱加强板进行焊接,有效地避免焊接加工中产生的误差,提高了B柱加强板总成的整体焊接效果。对于不同形状的定位基准采用不