
一种维修破损长度过长的炉门刀边新工艺.pdf

书生****萌哒

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种维修破损长度过长的炉门刀边新工艺.pdf
本发明公开了一种维修破损长度过长的炉门刀边新工艺,包括以下原料:步骤一,检查刀片有无绣坑、碰伤等局部缺陷,随后采用角磨机打磨,以去除锈蚀,随后将所维修的刀边破损长度进行测量,记录数值;步骤二,在废刀边上截取步骤一所记录数值的相应长度刀边,随后将截取的废刀边采用清洗液进行清洗,干燥,备用。本发明的废刀边有了新的用武之地,以前刀边破损长度过长将不能修复,刀边将做报废处理,用此办法后,刀边单侧破损维修长度可长达2.55米,两侧破损维修长度共计能达到4‑5米,此方法修好的刀边实际效果很好,未出现冒烟冒火现象,最大
一种炉门刀边校正装置及炉门刀边校正方法.pdf
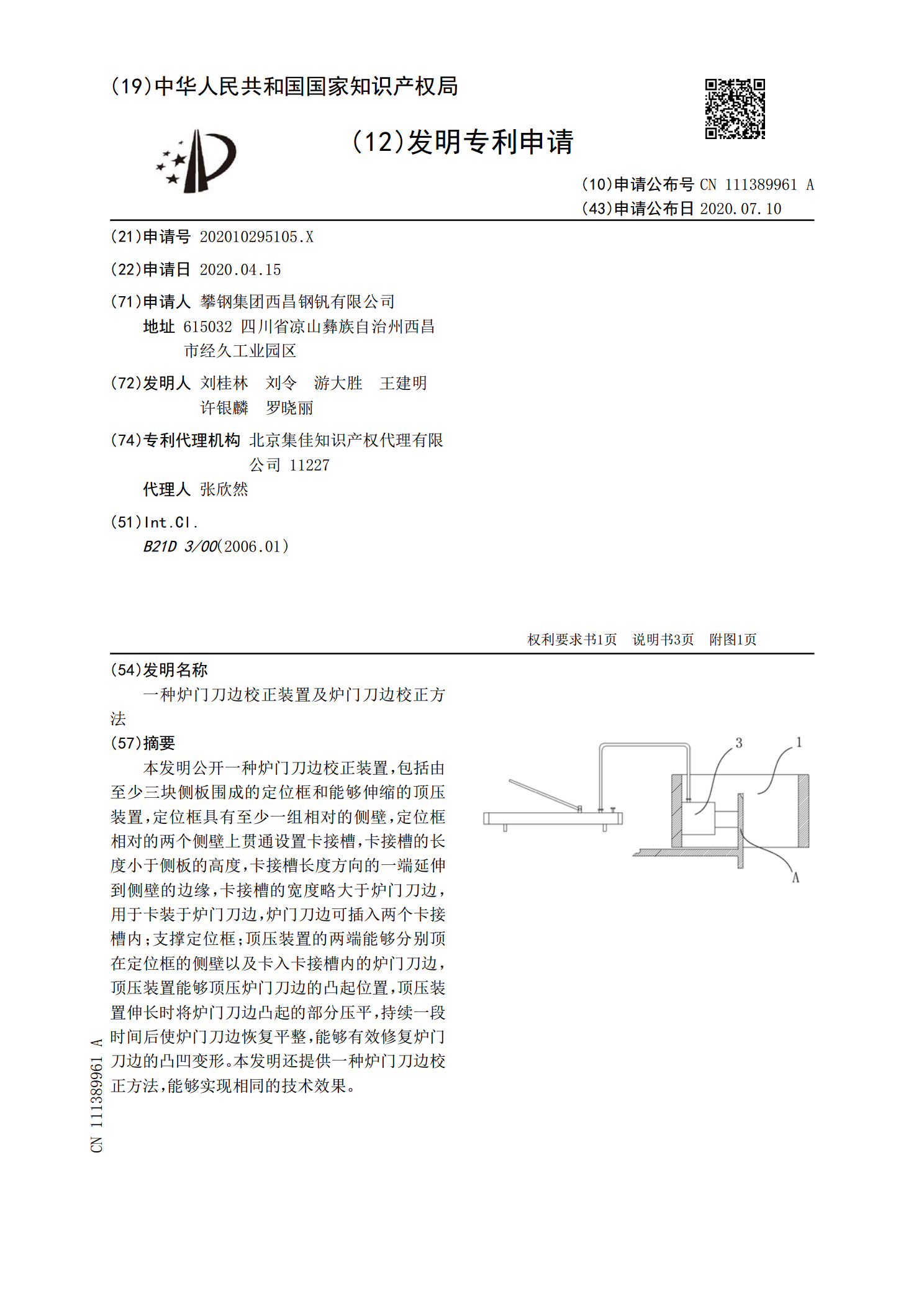
本发明公开一种炉门刀边校正装置,包括由至少三块侧板围成的定位框和能够伸缩的顶压装置,定位框具有至少一组相对的侧壁,定位框相对的两个侧壁上贯通设置卡接槽,卡接槽的长度小于侧板的高度,卡接槽长度方向的一端延伸到侧壁的边缘,卡接槽的宽度略大于炉门刀边,用于卡装于炉门刀边,炉门刀边可插入两个卡接槽内;支撑定位框;顶压装置的两端能够分别顶在定位框的侧壁以及卡入卡接槽内的炉门刀边,顶压装置能够顶压炉门刀边的凸起位置,顶压装置伸长时将炉门刀边凸起的部分压平,持续一段时间后使炉门刀边恢复平整,能够有效修复炉门刀边的凸凹变
一种废旧炉门刀边的维修改造方法.pdf
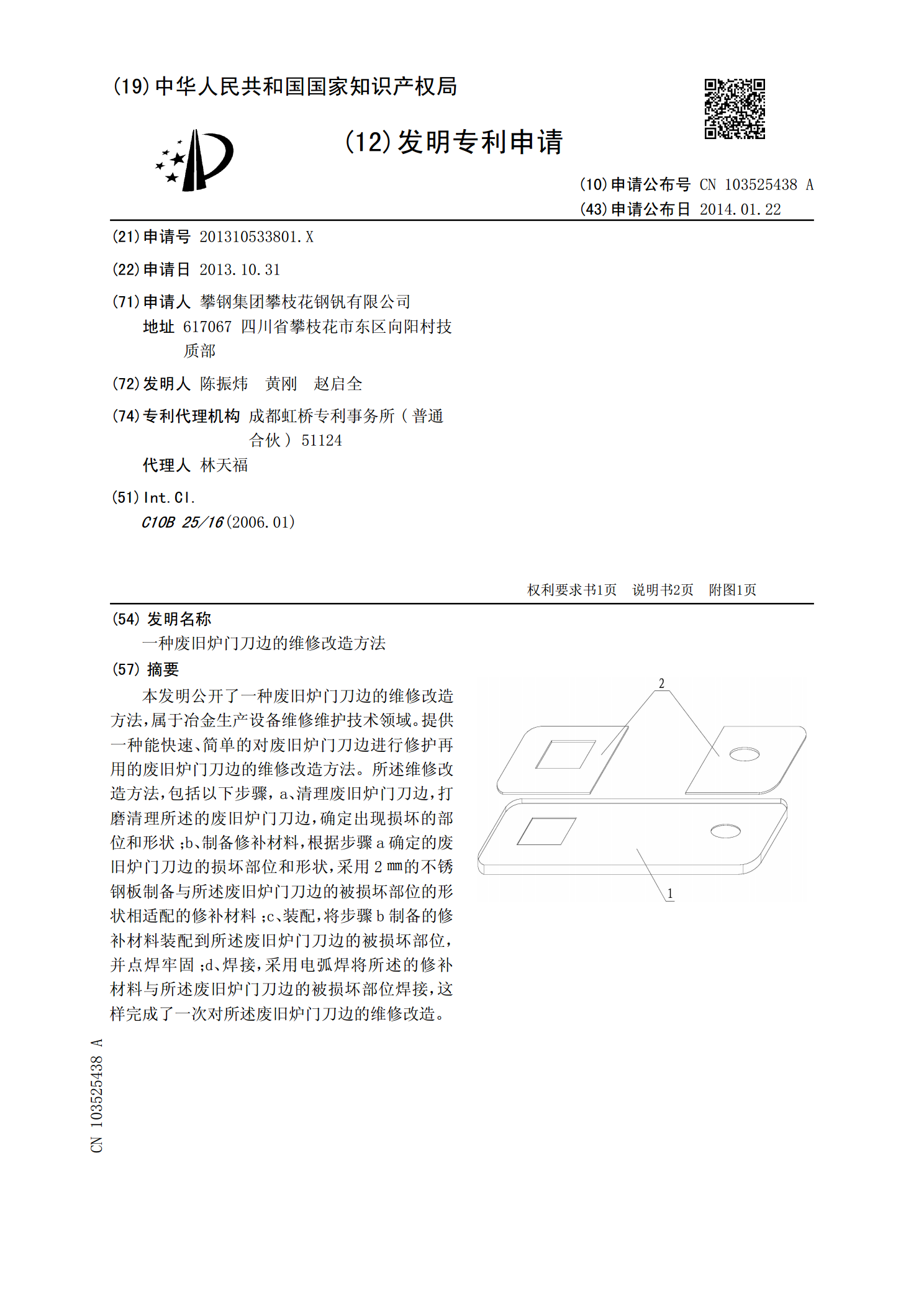
本发明公开了一种废旧炉门刀边的维修改造方法,属于冶金生产设备维修维护技术领域。提供一种能快速、简单的对废旧炉门刀边进行修护再用的废旧炉门刀边的维修改造方法。所述维修改造方法,包括以下步骤,a、清理废旧炉门刀边,打磨清理所述的废旧炉门刀边,确定出现损坏的部位和形状;b、制备修补材料,根据步骤a确定的废旧炉门刀边的损坏部位和形状,采用2㎜的不锈钢板制备与所述废旧炉门刀边的被损坏部位的形状相适配的修补材料;c、装配,将步骤b制备的修补材料装配到所述废旧炉门刀边的被损坏部位,并点焊牢固;d、焊接,采用电弧焊将所述
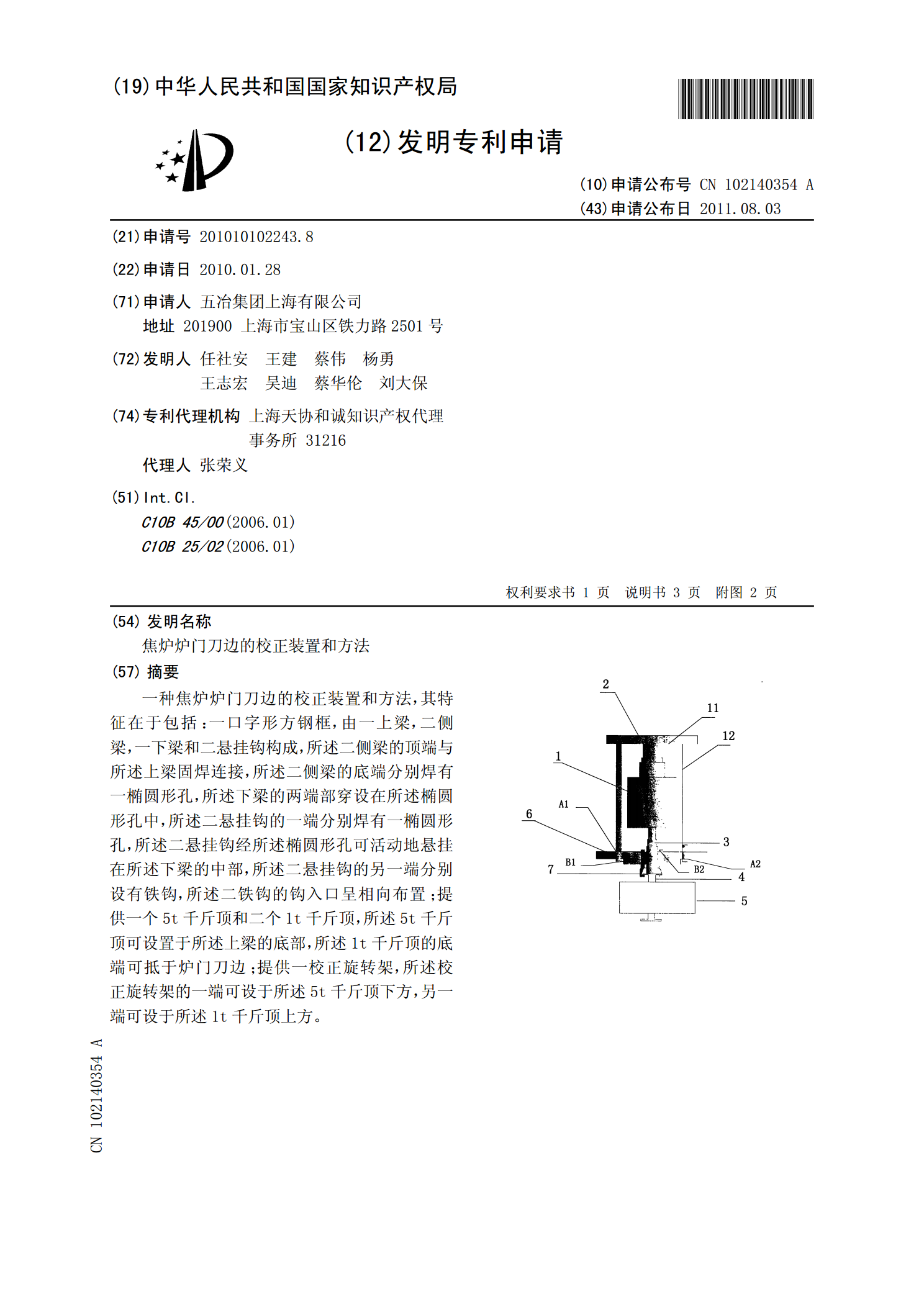
焦炉炉门刀边的校正装置和方法.pdf
一种焦炉炉门刀边的校正装置和方法,其特征在于包括:一口字形方钢框,由一上梁,二侧梁,一下梁和二悬挂钩构成,所述二侧梁的顶端与所述上梁固焊连接,所述二侧梁的底端分别焊有一椭圆形孔,所述下梁的两端部穿设在所述椭圆形孔中,所述二悬挂钩的一端分别焊有一椭圆形孔,所述二悬挂钩经所述椭圆形孔可活动地悬挂在所述下梁的中部,所述二悬挂钩的另一端分别设有铁钩,所述二铁钩的钩入口呈相向布置;提供一个5t千斤顶和二个1t千斤顶,所述5t千斤顶可设置于所述上梁的底部,所述1t千斤顶的底端可抵于炉门刀边;提供一校正旋转架,所述校正
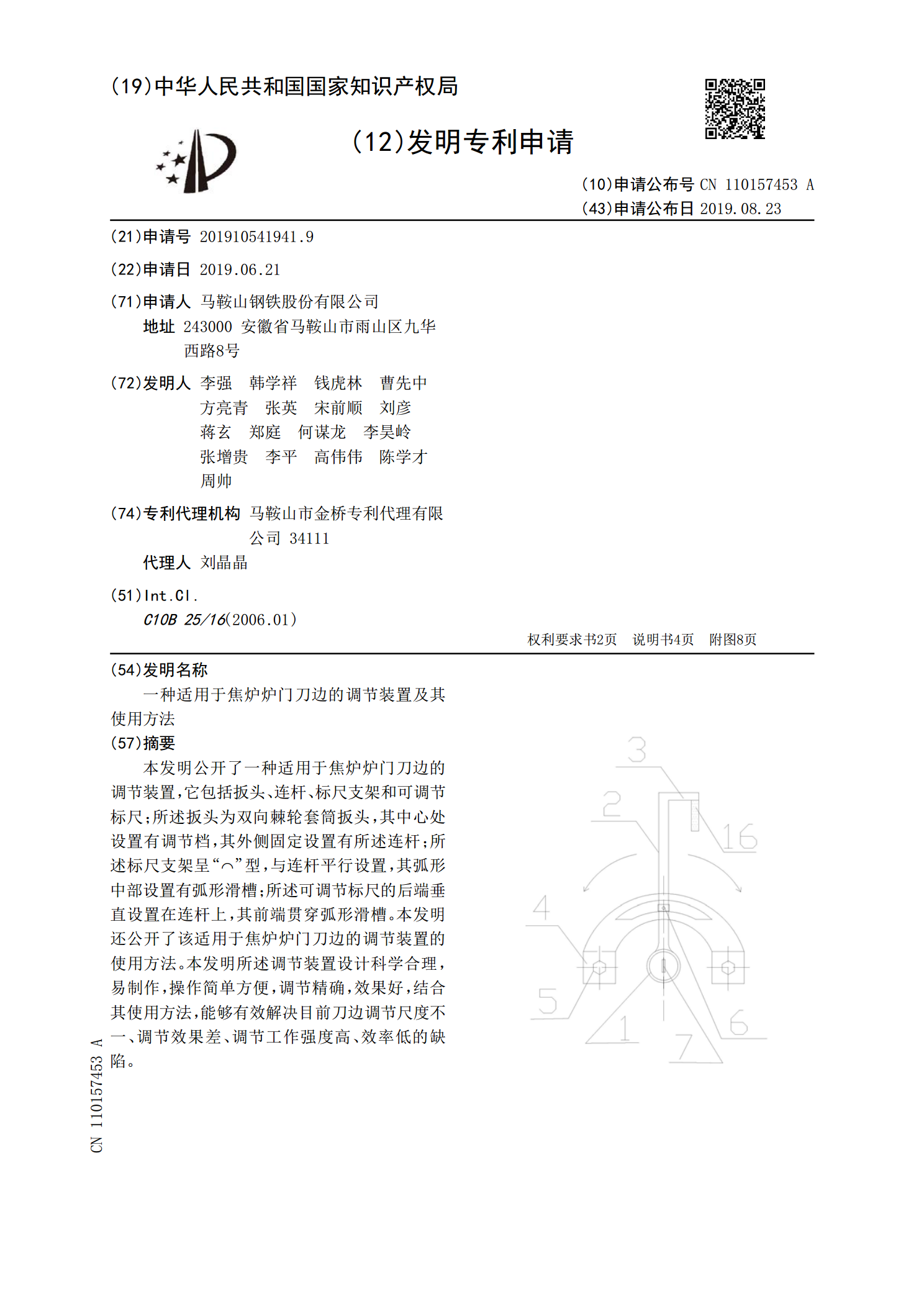
一种适用于焦炉炉门刀边的调节装置及其使用方法.pdf
本发明公开了一种适用于焦炉炉门刀边的调节装置,它包括扳头、连杆、标尺支架和可调节标尺;所述扳头为双向棘轮套筒扳头,其中心处设置有调节档,其外侧固定设置有所述连杆;所述标尺支架呈“⌒”型,与连杆平行设置,其弧形中部设置有弧形滑槽;所述可调节标尺的后端垂直设置在连杆上,其前端贯穿弧形滑槽。本发明还公开了该适用于焦炉炉门刀边的调节装置的使用方法。本发明所述调节装置设计科学合理,易制作,操作简单方便,调节精确,效果好,结合其使用方法,能够有效解决目前刀边调节尺度不一、调节效果差、调节工作强度高、效率低的缺陷。