
一种U型玻璃成型装置.pdf

是你****盟主


1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种U型玻璃成型装置.pdf
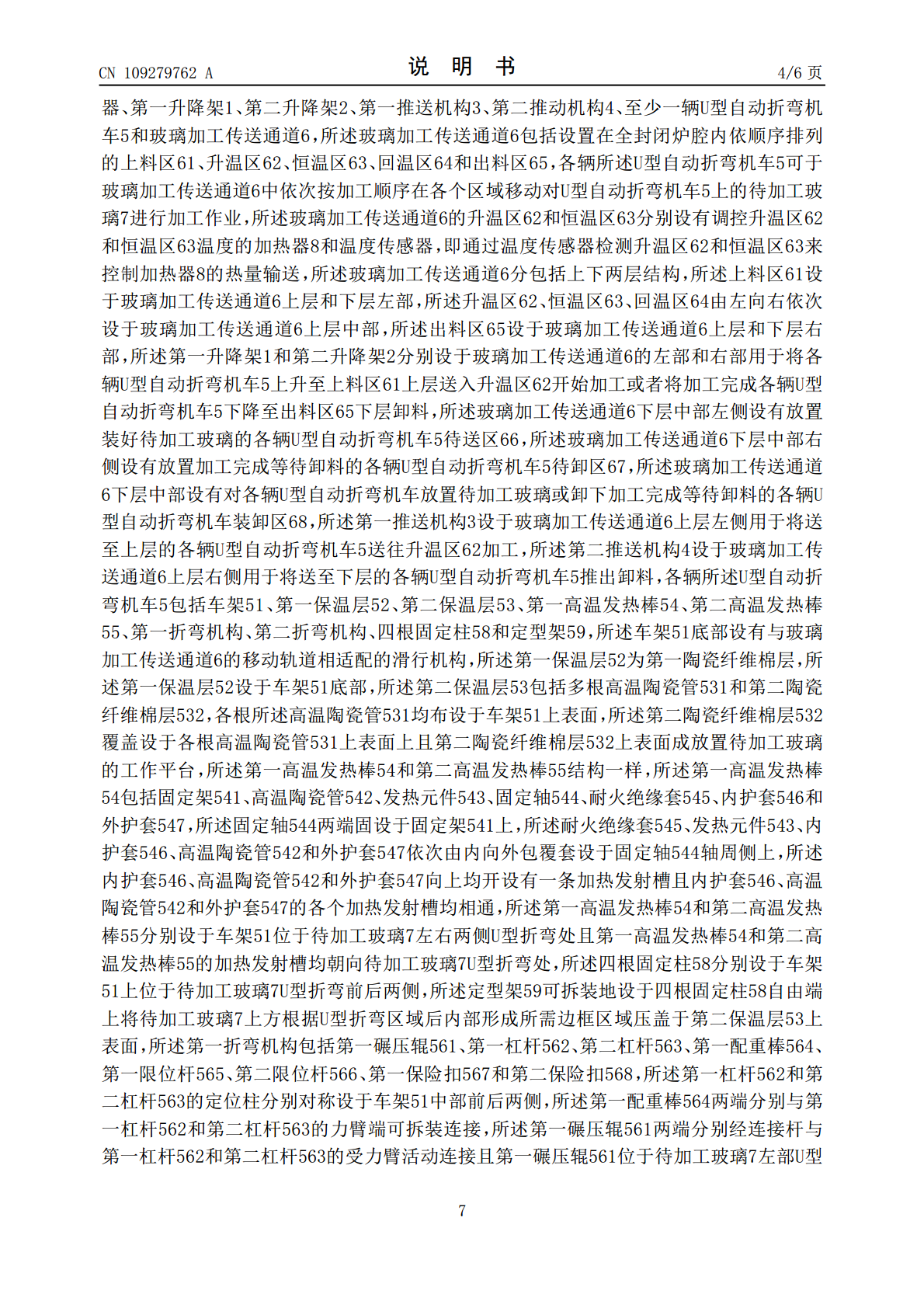
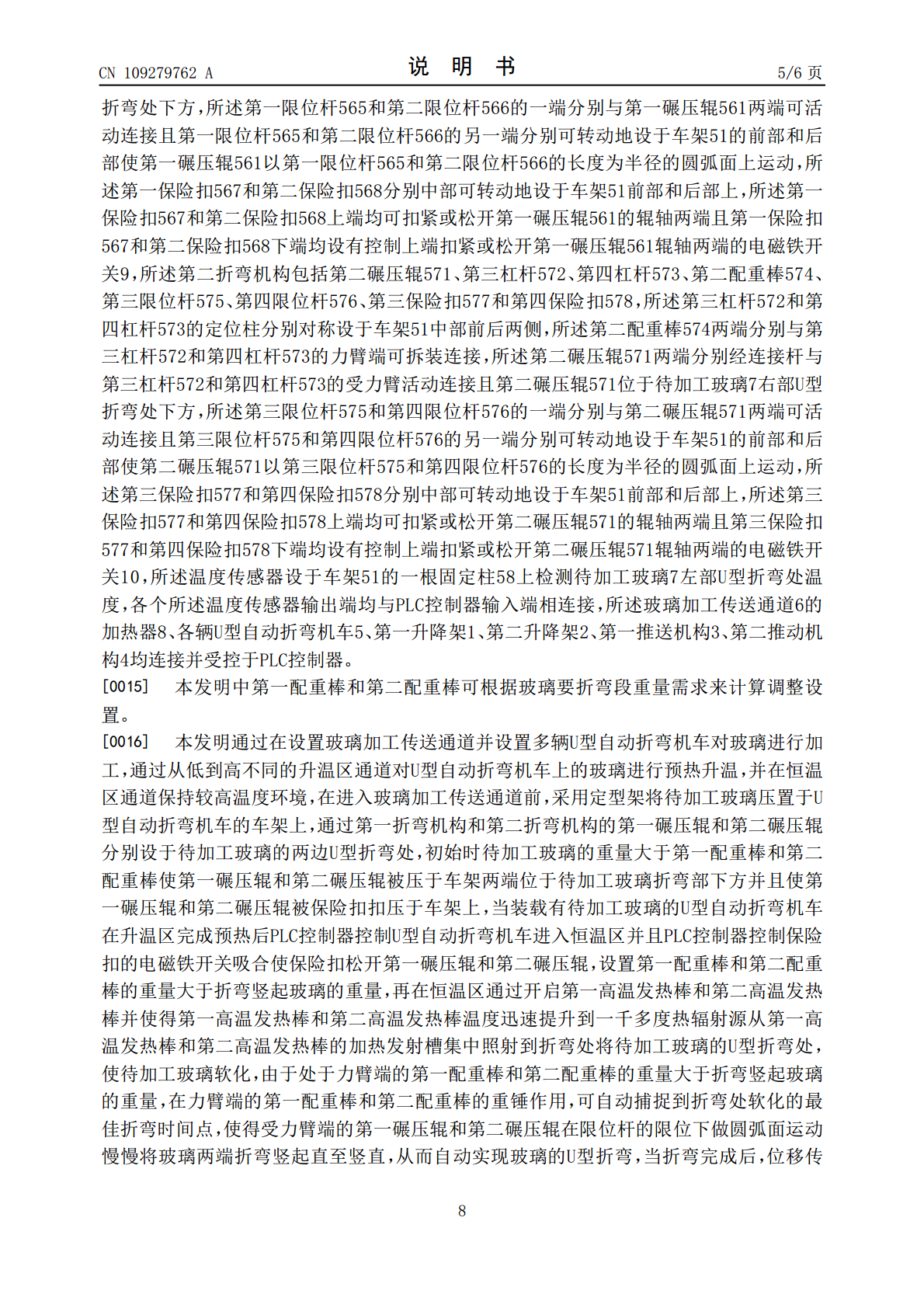
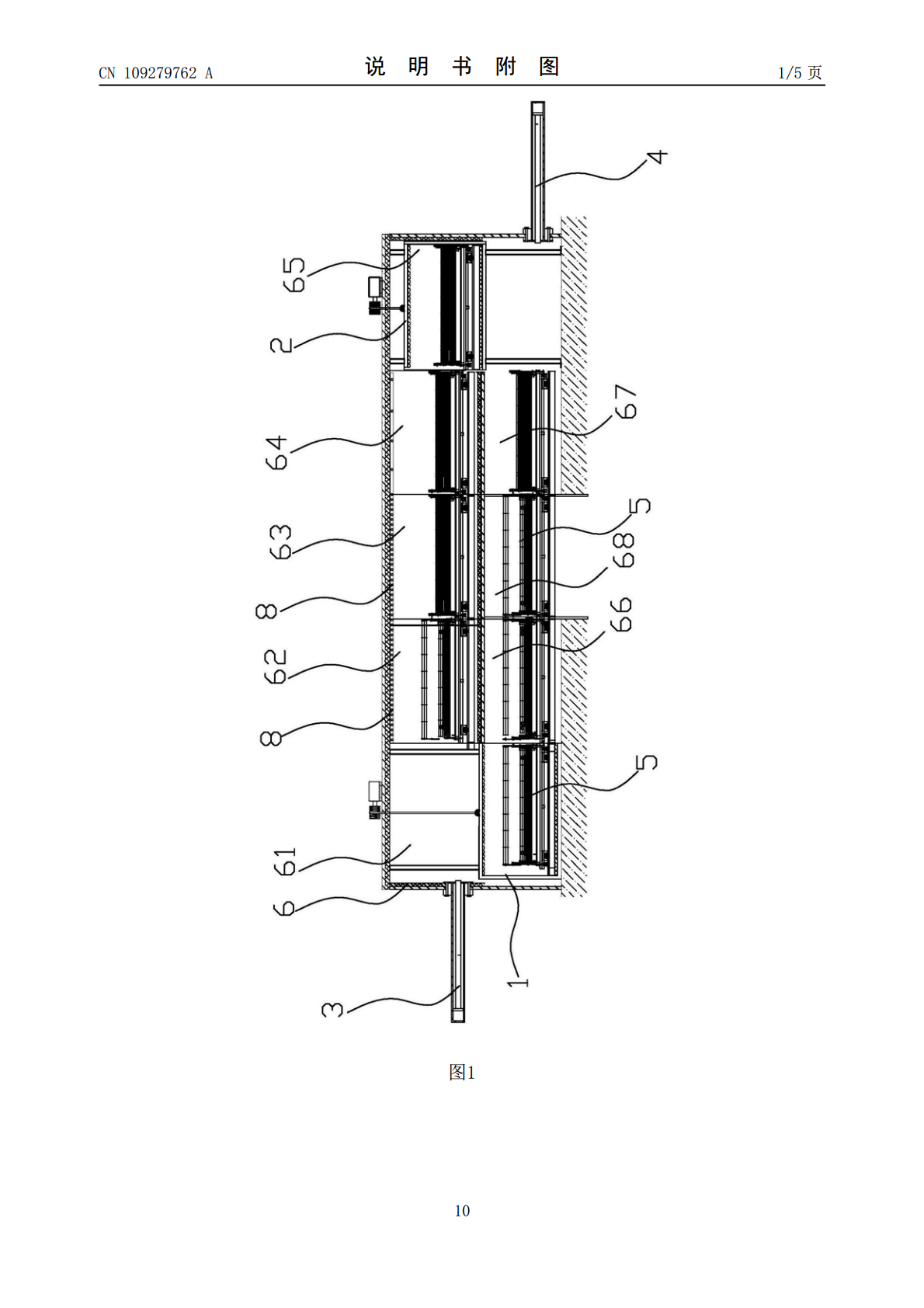
本发明涉及玻璃加工技术领域,提供一种U型玻璃成型装置,包括PLC控制器、多个温度传感器、位移传感器、至少一辆U型自动折弯机车和玻璃加工传送通道,所述玻璃加工传送通道包括设置在全封闭炉腔内依顺序排列的上料区、升温区、恒温区、回温区和出料区,各辆所述U型自动折弯机车可于玻璃加工传送通道中依次按加工顺序在各个区域移动对U型自动折弯机车上的待加工玻璃进行加工作业,各辆所述U型自动折弯机车包括车架、第一保温层、第二保温层、第一高温发热棒、第二高温发热棒、第一折弯机构、第二折弯机构、四根固定柱和定型架。本发明解决现有

一种U型甲板热成型定型装置.pdf
本发明提出一种U型甲板热成型定型装置,包括模架、导柱、定位柱和调整螺钉。多个定位柱安装在模架上层方矩管表面,安装位置与U型甲板热成型时的定位工装相同;多个调整螺钉安装在模架上层方矩管的中间若干根的上表面,以及下层方矩管的中间若干根的下表面;当多个定型装置上下堆叠时,下方定型装置上表面的调整螺钉与U型甲板下表面接触,上方定型装置下表面的调整螺钉与U型甲板上表面接触,通过螺纹调节调整螺钉的高度,使得上下方调整螺钉共同作用,以矫正U型甲板底面形状,保证底面平整度。采用本发明可以减少热成型后板料在自然冷却状态下的
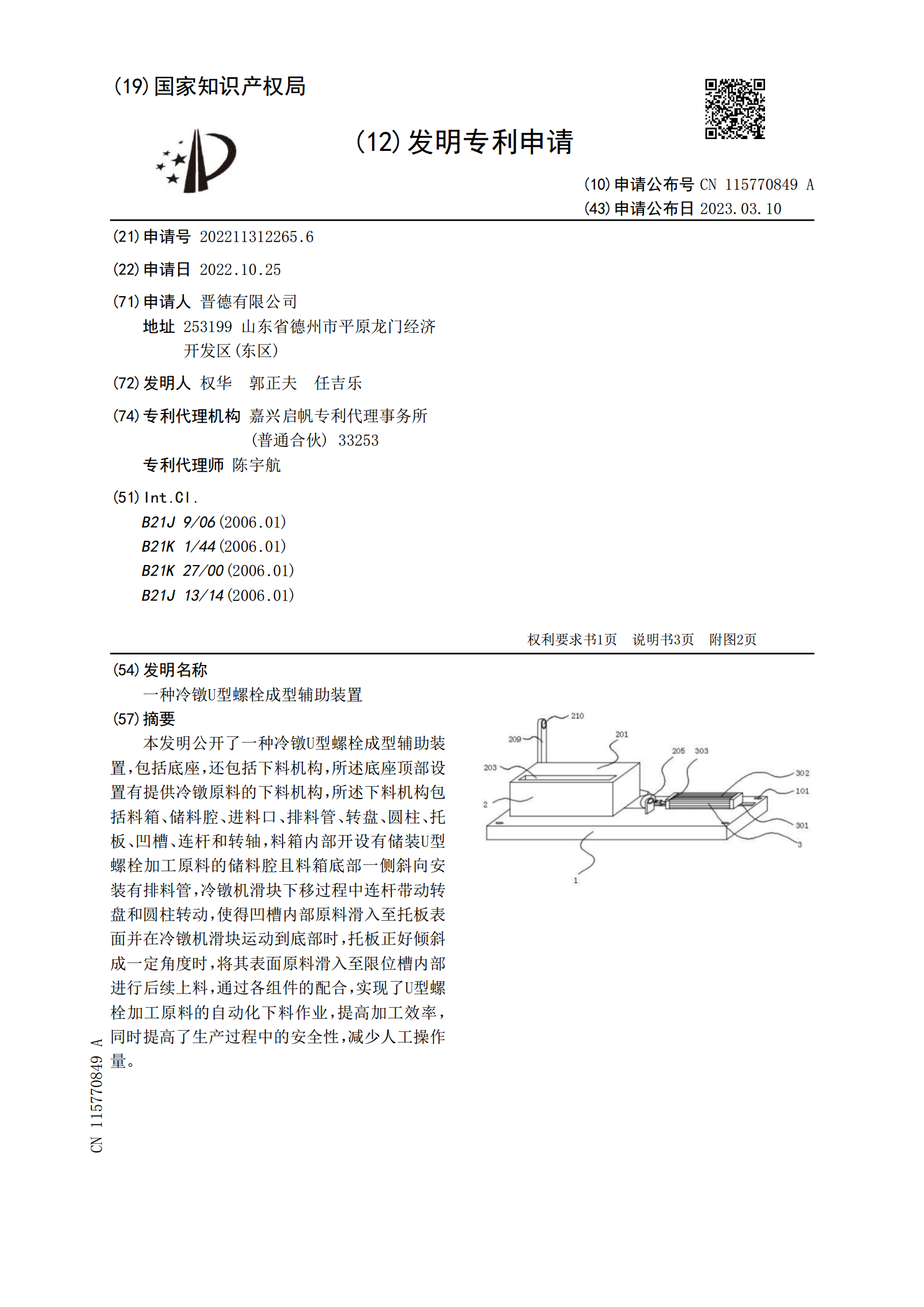
一种冷镦U型螺栓成型辅助装置.pdf
本发明公开了一种冷镦U型螺栓成型辅助装置,包括底座,还包括下料机构,所述底座顶部设置有提供冷镦原料的下料机构,所述下料机构包括料箱、储料腔、进料口、排料管、转盘、圆柱、托板、凹槽、连杆和转轴,料箱内部开设有储装U型螺栓加工原料的储料腔且料箱底部一侧斜向安装有排料管,冷镦机滑块下移过程中连杆带动转盘和圆柱转动,使得凹槽内部原料滑入至托板表面并在冷镦机滑块运动到底部时,托板正好倾斜成一定角度时,将其表面原料滑入至限位槽内部进行后续上料,通过各组件的配合,实现了U型螺栓加工原料的自动化下料作业,提高加工效率,同
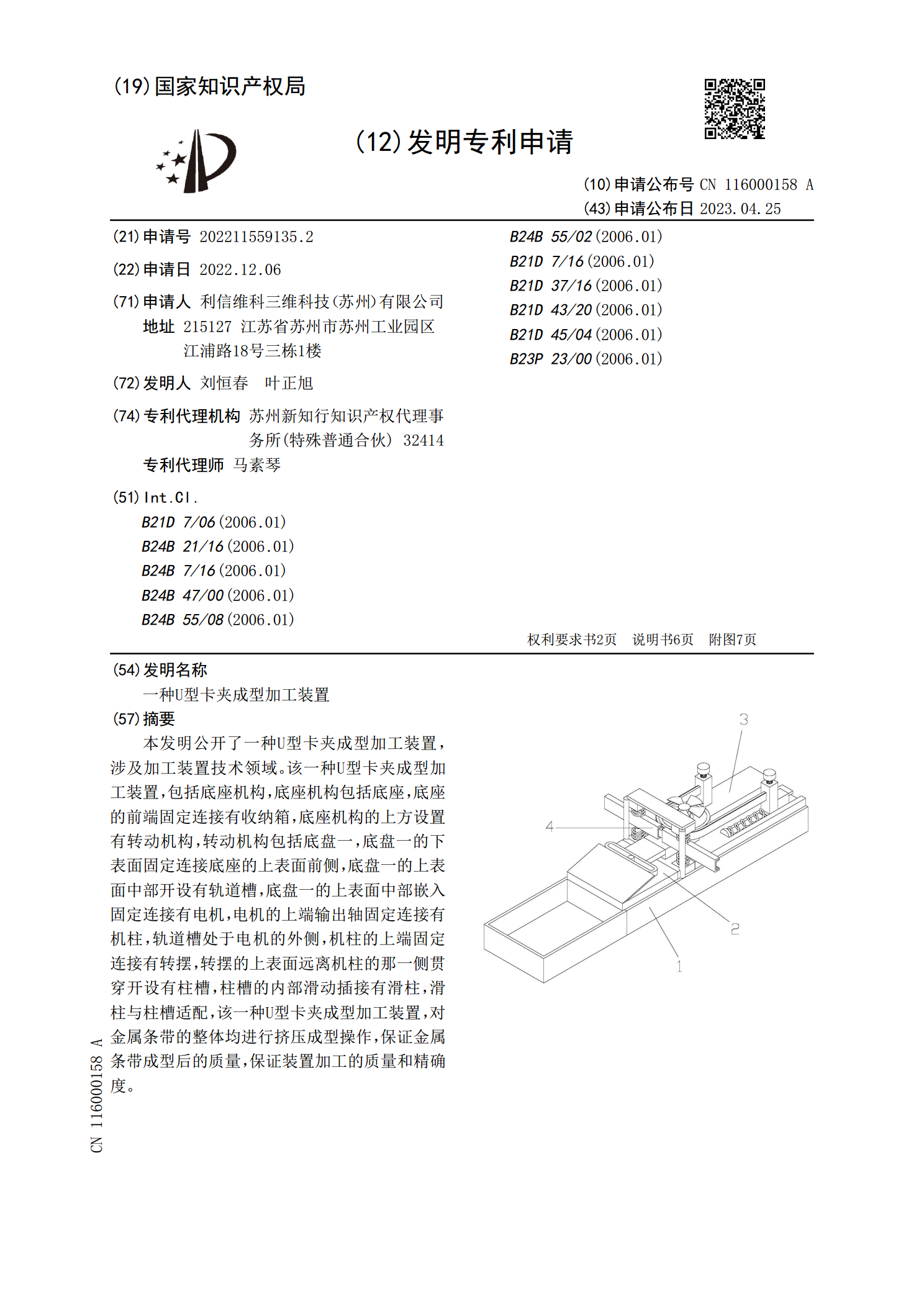
一种U型卡夹成型加工装置.pdf
本发明公开了一种U型卡夹成型加工装置,涉及加工装置技术领域。该一种U型卡夹成型加工装置,包括底座机构,底座机构包括底座,底座的前端固定连接有收纳箱,底座机构的上方设置有转动机构,转动机构包括底盘一,底盘一的下表面固定连接底座的上表面前侧,底盘一的上表面中部开设有轨道槽,底盘一的上表面中部嵌入固定连接有电机,电机的上端输出轴固定连接有机柱,轨道槽处于电机的外侧,机柱的上端固定连接有转摆,转摆的上表面远离机柱的那一侧贯穿开设有柱槽,柱槽的内部滑动插接有滑柱,滑柱与柱槽适配,该一种U型卡夹成型加工装置,对金属条
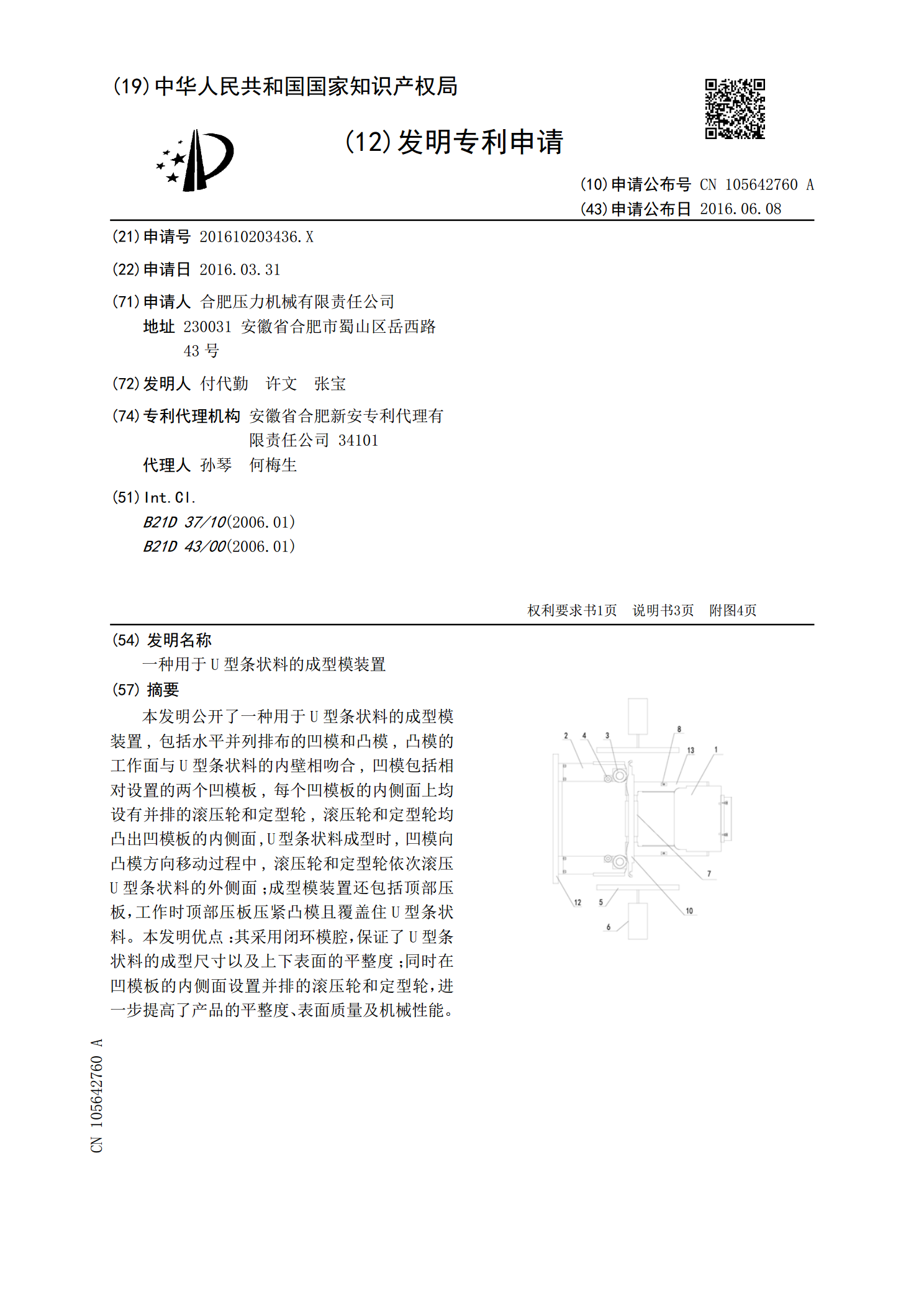
一种用于U型条状料的成型模装置.pdf
本发明公开了一种用于U型条状料的成型模装置,包括水平并列排布的凹模和凸模,凸模的工作面与U型条状料的内壁相吻合,凹模包括相对设置的两个凹模板,每个凹模板的内侧面上均设有并排的滚压轮和定型轮,滚压轮和定型轮均凸出凹模板的内侧面,U型条状料成型时,凹模向凸模方向移动过程中,滚压轮和定型轮依次滚压U型条状料的外侧面;成型模装置还包括顶部压板,工作时顶部压板压紧凸模且覆盖住U型条状料。本发明优点:其采用闭环模腔,保证了U型条状料的成型尺寸以及上下表面的平整度;同时在凹模板的内侧面设置并排的滚压轮和定型轮,进一步提