
一种用于U型条状料的成型模装置.pdf

小忆****ng


1/9
2/9

3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于U型条状料的成型模装置.pdf
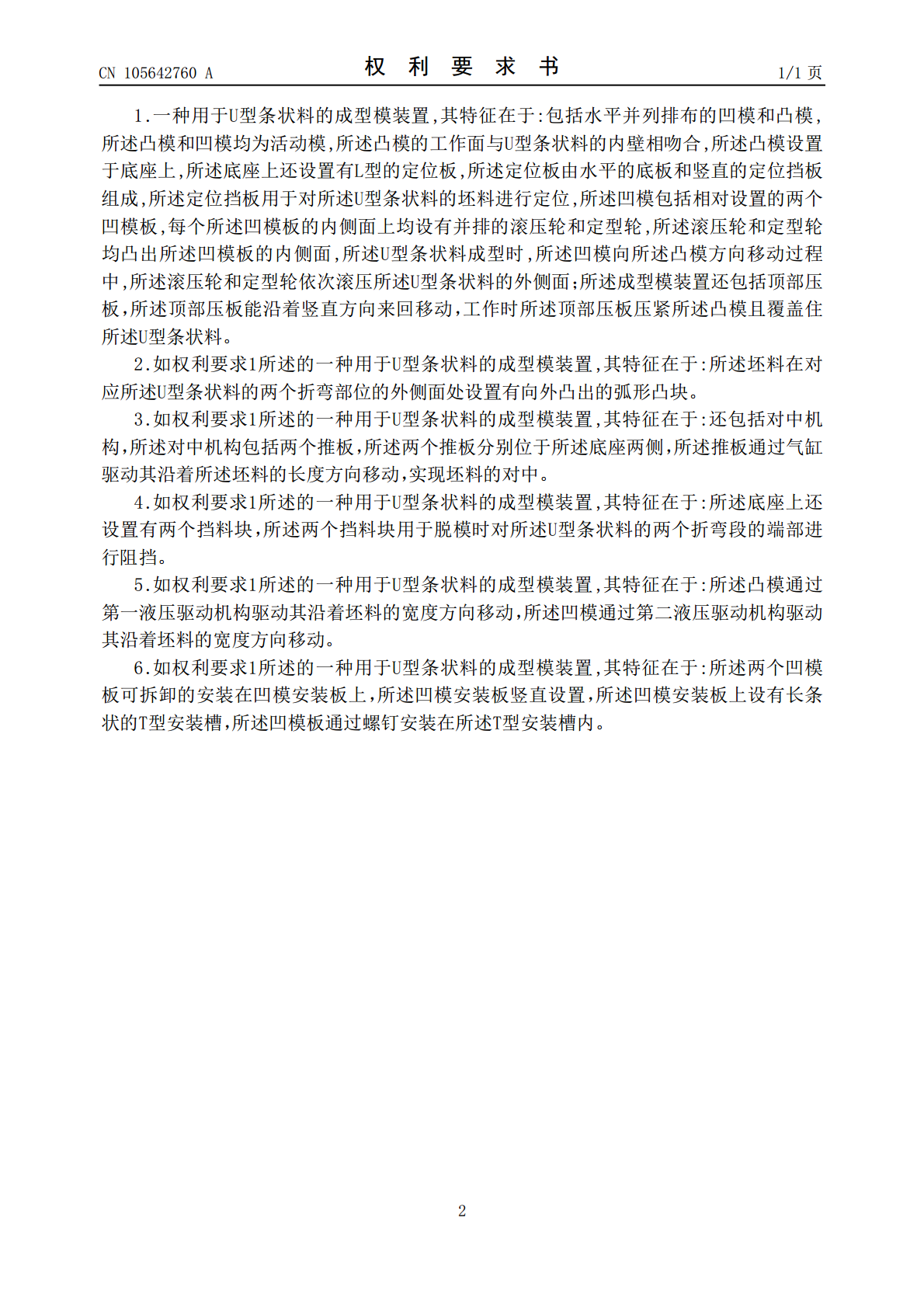
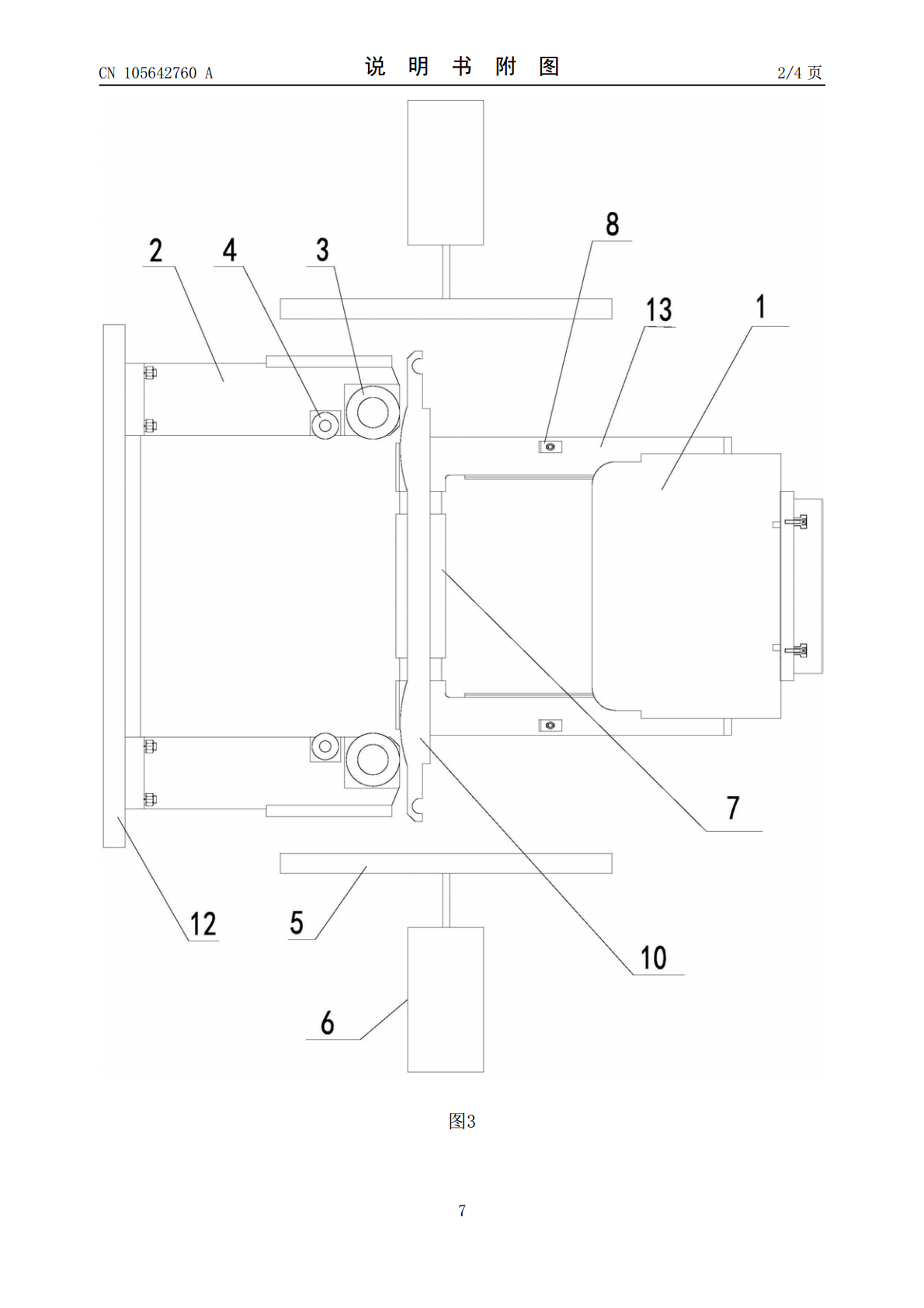
本发明公开了一种用于U型条状料的成型模装置,包括水平并列排布的凹模和凸模,凸模的工作面与U型条状料的内壁相吻合,凹模包括相对设置的两个凹模板,每个凹模板的内侧面上均设有并排的滚压轮和定型轮,滚压轮和定型轮均凸出凹模板的内侧面,U型条状料成型时,凹模向凸模方向移动过程中,滚压轮和定型轮依次滚压U型条状料的外侧面;成型模装置还包括顶部压板,工作时顶部压板压紧凸模且覆盖住U型条状料。本发明优点:其采用闭环模腔,保证了U型条状料的成型尺寸以及上下表面的平整度;同时在凹模板的内侧面设置并排的滚压轮和定型轮,进一步提

一种用于条状物的叶片式自动计量排料装置.pdf
本发明公开了一种用于条状物的叶片式自动计量排料装置,包括有控制机构、传动机构、点数机构及排料机构,传动机构包括有传动轮和传动轴,点数机构包括有同轴安装于传动轴上的截料叶片和挡料叶片,截料叶片在上,挡料叶片在下,挡料叶片和截料叶片均为偏心结构,且两者形成错位对称结构;排料机构具有用于将长条状物料形成单排堆叠的料槽,且该料槽形成的空间横陈于截料叶片和挡料叶片的前方。本发明通过设置两个结构相同、安装方式错位对称的截料叶片和挡料叶片与排料架相互配合,通过截料叶片和挡料叶片的重复旋转使物料逐根落下达到对长条形物料的

一种用于条状物料的称重机出口动力出料装置.pdf
本发明公开了一种用于条状物料的称重机出口动力出料装置,包括料仓底支架、料仓底板、出料滚筒和称斗,所述料仓底板的底部焊接有料仓底支架,料仓底支架的一端安装有料仓震动电机,所述料仓底板出口端的内部依次安装有第三拨板、第二拨板、第一拨板,料仓底板的出口处安装有闸门,闸门的下方安装有称斗,所述料仓底板出口处的下方通过轴承安装有出料滚筒,出料滚筒的下方安装有滚筒电机,滚筒电机的输出端通过皮带轮与出料滚筒的转子连接。本发明不仅能够实现对挂面的称量,而且可对米粉、粉条、佛香等表面不光洁且有弯曲度的产品进行精准计量,来代

一种U型成型模.pdf
本发明公开了一种U型成型模,包括相互配合的上模组件和下模组件,上模组件包括依次层叠安装的上模、上模固定板、上模垫板、模柄,上模两侧还设置有侧压板,侧压板与上模固定板连接,下模组件包括下模固定板,下模固定板上方安装有下模安装块,下模安装块中部开设有下模安装槽,下模安装槽两侧安装有侧模板,两个侧模板之间还安装有底模板,两个侧模板和底模板之间形成U型模腔,上模与U型模腔位置相对应,且上模下端两侧具有外张的凸起,两个凸起的侧面夹角为6°。本发明通过用底模板和侧模板组合成U型模腔,与上模配合,形成成型模,结构简单,

一种销轴料U型压弯装置.pdf
本发明公开了一种销轴料U型压弯装置,包括上模组件和下模组件,所述上模组件设有用于施力下压销轴料的凸模,所述下模组件设有用于限位滚压销轴料的滚轮机构、用于定位支撑销轴料的定位机构和为所述定位机构提供弹性缓冲功能的弹簧缓冲机构,压弯作业时,销轴料预设有中间定位部,所述销轴料通过所述中间定位部定位放置在所述定位机构上,所述凸模下移施力下压所述销轴料,在弹簧缓冲机构的弹性作用下,所述销轴料受压下移并承受所述滚轮机构的滚压作用力使所述销轴料压弯成U型。通过此装置来实现销轴料的U型压弯,经压弯成型的零件左右两边对称度