
纠偏辊控制方法及装置.pdf

绮兰****文章

1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

纠偏辊控制方法及装置.pdf
本发明涉及钢铁生产技术领域,具体而言,涉及一种纠偏辊控制方法及装置。所述纠偏辊控制方法包括:判断进入退火炉的带钢是否出现跑偏现象;当所述带钢出现跑偏现象时,对所述带钢的跑偏情况进行分析;根据所述跑偏情况设定所述纠偏辊的运行参数,以使所述纠偏辊以所述运行参数运行,实现对所述带钢的位置校正。本发明能够有效地防止带钢在退火炉中出现跑偏现象,极大程度上提高了带钢的生产效率。

一种纠偏辊故障控制的方法和装置.pdf
本发明公开一种纠偏辊故障控制的方法,所述方法包括:获得纠偏辊的故障信息;判断所述故障信息的故障等级;若所述故障信息的故障等级为一级报错,控制带钢炉区停车;若所述故障信息的故障等级为二级报错,采取第一控制策略控制所述带钢的炉区速度。通过上述方法解决了现有技术中纠偏辊一旦故障,机组必须停车的技术问题,达到了根据带钢的运行状态分情况进行控制,减少机组停机时间的技术效果。
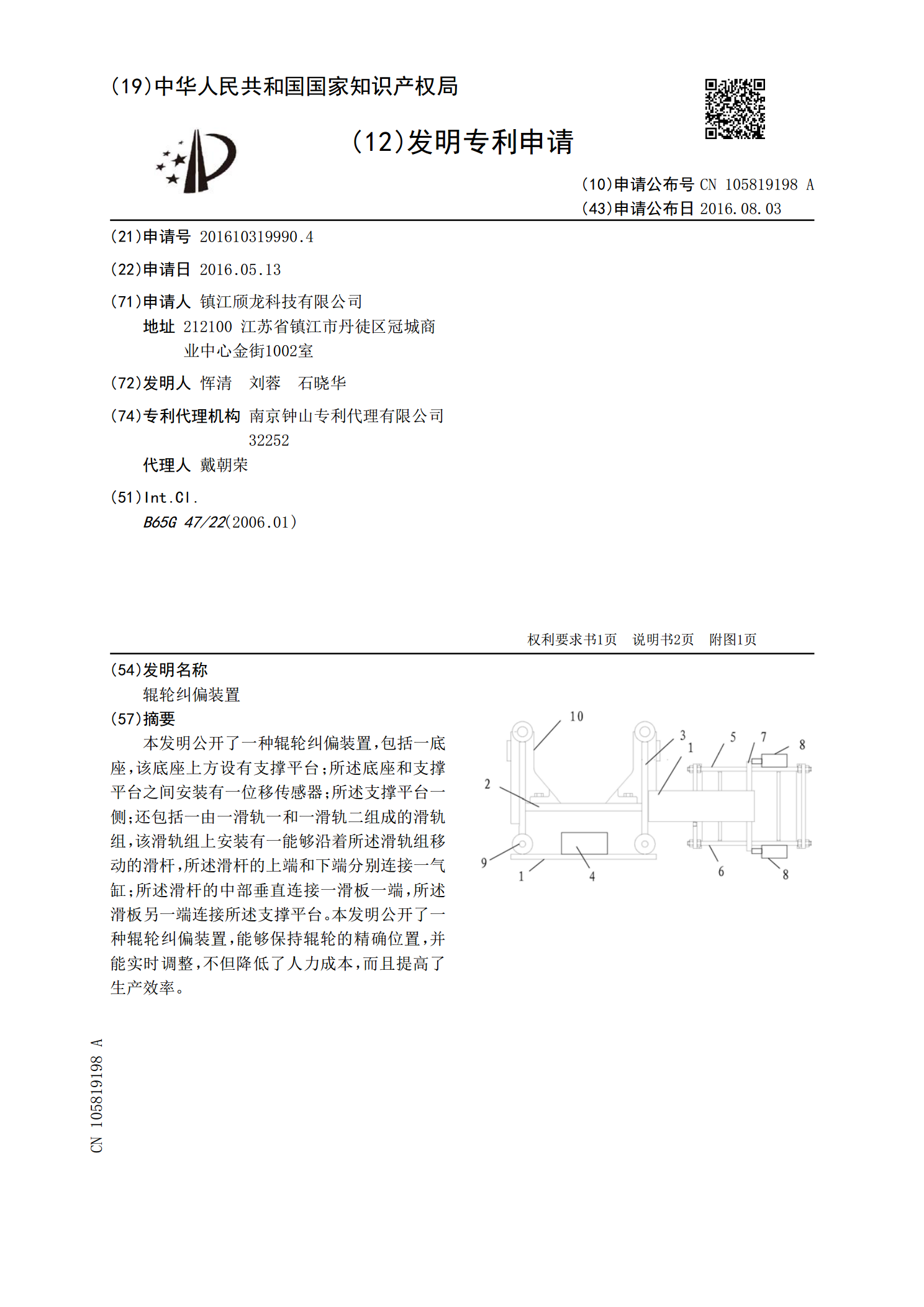
辊轮纠偏装置.pdf
本发明公开了一种辊轮纠偏装置,包括一底座,该底座上方设有支撑平台;所述底座和支撑平台之间安装有一位移传感器;所述支撑平台一侧;还包括一由一滑轨一和一滑轨二组成的滑轨组,该滑轨组上安装有一能够沿着所述滑轨组移动的滑杆,所述滑杆的上端和下端分别连接一气缸;所述滑杆的中部垂直连接一滑板一端,所述滑板另一端连接所述支撑平台。本发明公开了一种辊轮纠偏装置,能够保持辊轮的精确位置,并能实时调整,不但降低了人力成本,而且提高了生产效率。
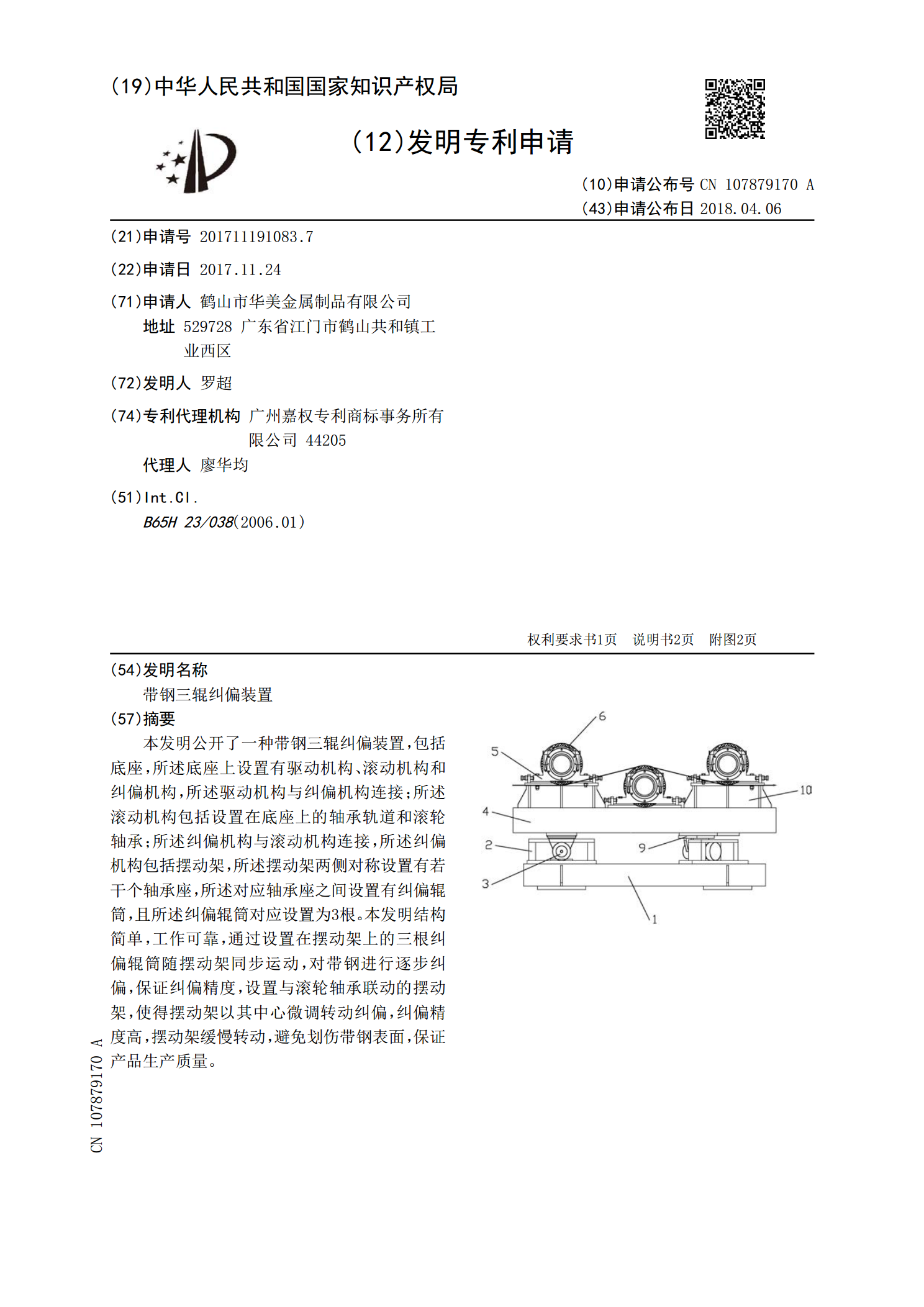
带钢三辊纠偏装置.pdf
本发明公开了一种带钢三辊纠偏装置,包括底座,所述底座上设置有驱动机构、滚动机构和纠偏机构,所述驱动机构与纠偏机构连接;所述滚动机构包括设置在底座上的轴承轨道和滚轮轴承;所述纠偏机构与滚动机构连接,所述纠偏机构包括摆动架,所述摆动架两侧对称设置有若干个轴承座,所述对应轴承座之间设置有纠偏辊筒,且所述纠偏辊筒对应设置为3根。本发明结构简单,工作可靠,通过设置在摆动架上的三根纠偏辊筒随摆动架同步运动,对带钢进行逐步纠偏,保证纠偏精度,设置与滚轮轴承联动的摆动架,使得摆动架以其中心微调转动纠偏,纠偏精度高,摆动架

纠偏装置、薄片类介质处理设备和纠偏装置的控制方法.pdf
本发明涉及薄片类介质处理领域,具体而言,涉及一种纠偏装置、薄片类介质处理设备和纠偏装置的控制方法;纠偏装置的机架设置有输送通道,输送通道用于输送薄片类介质,输送通道的一侧设有基准面;纠偏装置的支撑架与机架转动连接且具有第一位置和第二位置,纠偏轮可转动地设置于支撑架且伸入输送通道内;第一驱动机构用于驱动支撑架在第一位置和第二位置之间转动;第二驱动机构用于驱动纠偏轮自转;当支撑架位于第一位置时,纠偏轮的轴线与基准面呈第一夹角设置;当支撑架位于第二位置时,纠偏轮的轴线与基准面呈第二夹角设置,第一夹角和第二夹角均