
一种纠偏辊故障控制的方法和装置.pdf

Ja****20


1/9

2/9
3/9
4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种纠偏辊故障控制的方法和装置.pdf
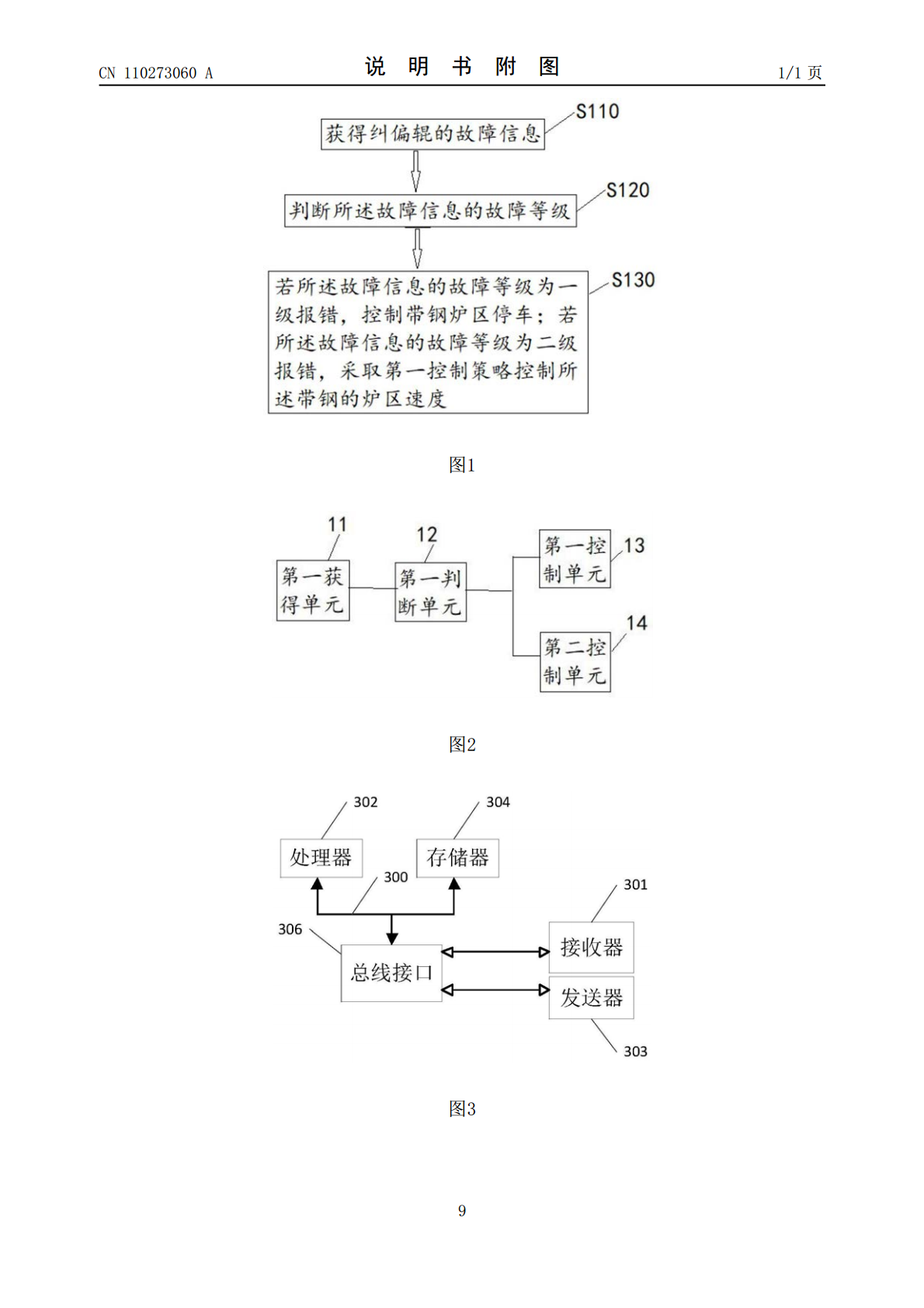
本发明公开一种纠偏辊故障控制的方法,所述方法包括:获得纠偏辊的故障信息;判断所述故障信息的故障等级;若所述故障信息的故障等级为一级报错,控制带钢炉区停车;若所述故障信息的故障等级为二级报错,采取第一控制策略控制所述带钢的炉区速度。通过上述方法解决了现有技术中纠偏辊一旦故障,机组必须停车的技术问题,达到了根据带钢的运行状态分情况进行控制,减少机组停机时间的技术效果。

纠偏辊控制方法及装置.pdf
本发明涉及钢铁生产技术领域,具体而言,涉及一种纠偏辊控制方法及装置。所述纠偏辊控制方法包括:判断进入退火炉的带钢是否出现跑偏现象;当所述带钢出现跑偏现象时,对所述带钢的跑偏情况进行分析;根据所述跑偏情况设定所述纠偏辊的运行参数,以使所述纠偏辊以所述运行参数运行,实现对所述带钢的位置校正。本发明能够有效地防止带钢在退火炉中出现跑偏现象,极大程度上提高了带钢的生产效率。

一种辊轮的纠偏装置.pdf
本发明提供一种辊轮的纠偏装置,其包括主体、左支撑架和右支撑架、左纠偏装置、右纠偏装置;所述左纠偏装置包括设置在主体上的左汽缸、与左汽缸连接的左限位管、与左限位管连接的左支架、与左支架连接的左控制电机、与左控制电机的左调整件、与左调整件连接的左纠偏夹紧板;所述右纠偏装置包括设置在主体上的右汽缸、与右汽缸连接的右限位管、与右限位管连接的右支架、与右支架连接的左控制电机、与右控制电机的右调整件、与右调整件连接的右纠偏夹紧板;本发明所述一种辊轮的纠偏装置,其结构紧凑、安装简易而且设置有多个自动纠偏装置通过感应装置
一种承载辊轮的纠偏装置.pdf
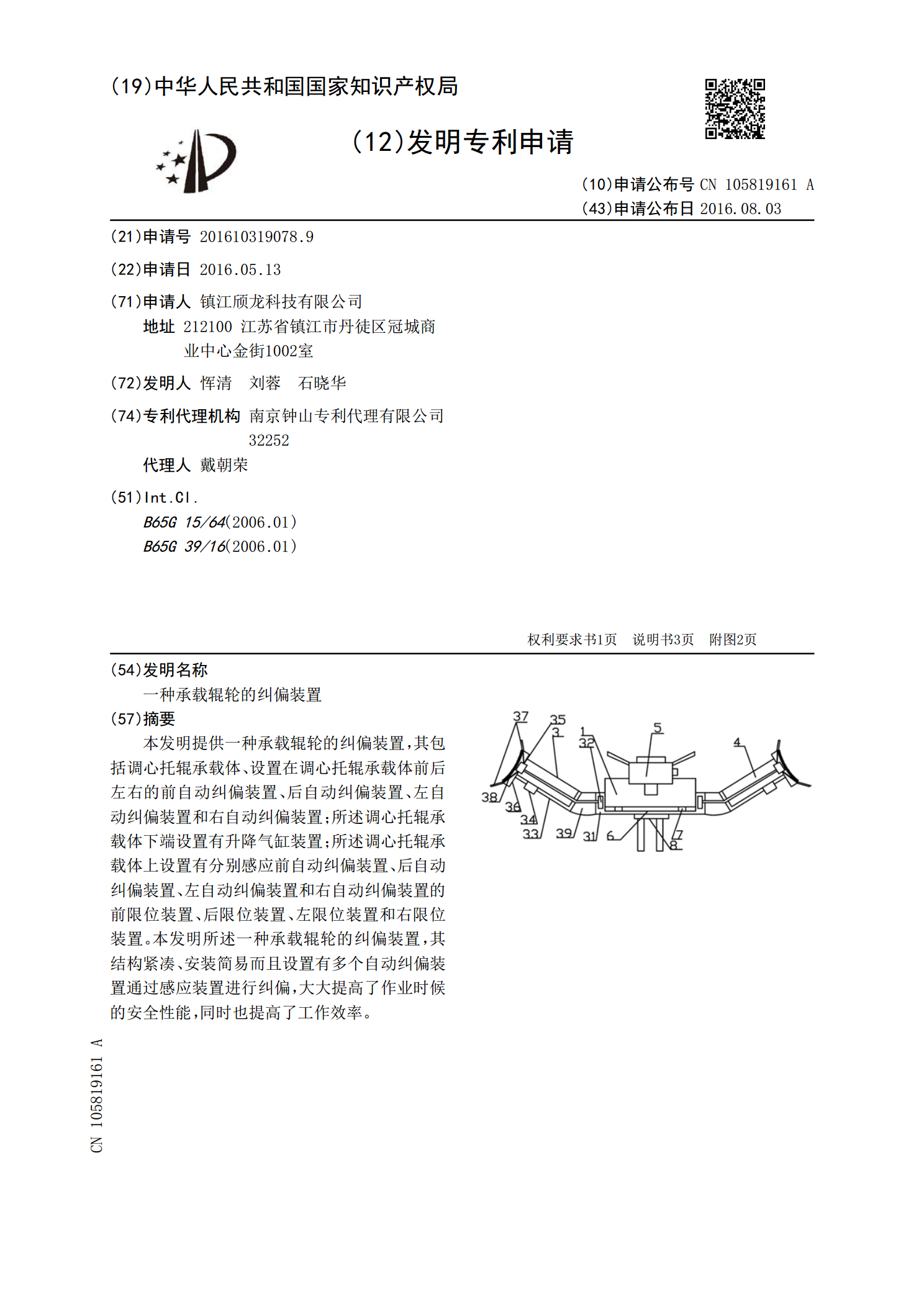
本发明提供一种承载辊轮的纠偏装置,其包括调心托辊承载体、设置在调心托辊承载体前后左右的前自动纠偏装置、后自动纠偏装置、左自动纠偏装置和右自动纠偏装置;所述调心托辊承载体下端设置有升降气缸装置;所述调心托辊承载体上设置有分别感应前自动纠偏装置、后自动纠偏装置、左自动纠偏装置和右自动纠偏装置的前限位装置、后限位装置、左限位装置和右限位装置。本发明所述一种承载辊轮的纠偏装置,其结构紧凑、安装简易而且设置有多个自动纠偏装置通过感应装置进行纠偏,大大提高了作业时候的安全性能,同时也提高了工作效率。
一种炉辊控制方法和装置.pdf
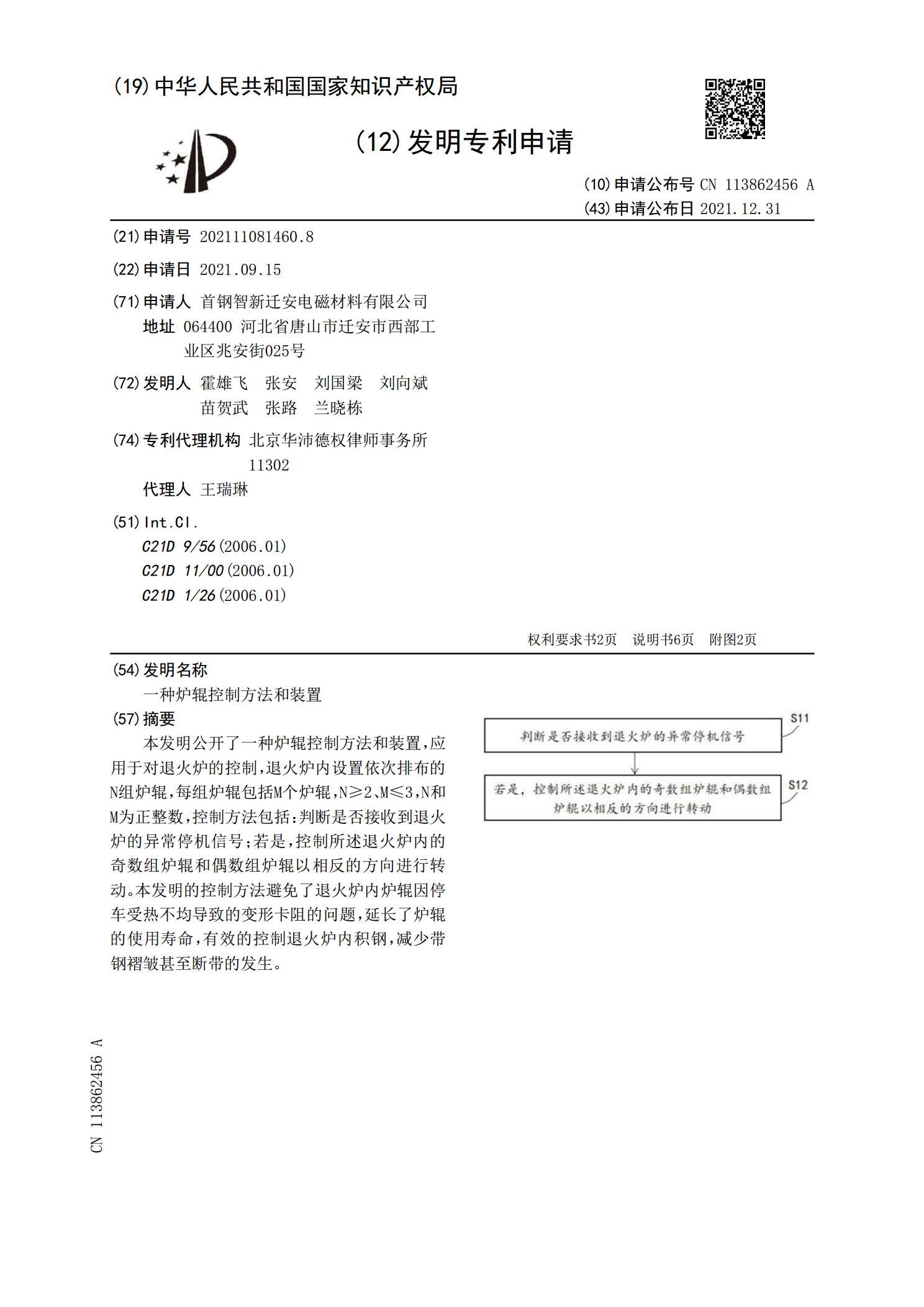
本发明公开了一种炉辊控制方法和装置,应用于对退火炉的控制,退火炉内设置依次排布的N组炉辊,每组炉辊包括M个炉辊,N≥2、M≤3,N和M为正整数,控制方法包括:判断是否接收到退火炉的异常停机信号;若是,控制所述退火炉内的奇数组炉辊和偶数组炉辊以相反的方向进行转动。本发明的控制方法避免了退火炉内炉辊因停车受热不均导致的变形卡阻的问题,延长了炉辊的使用寿命,有效的控制退火炉内积钢,减少带钢褶皱甚至断带的发生。