
一种合金的热轧穿孔工艺.pdf

安双****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种合金的热轧穿孔工艺.pdf
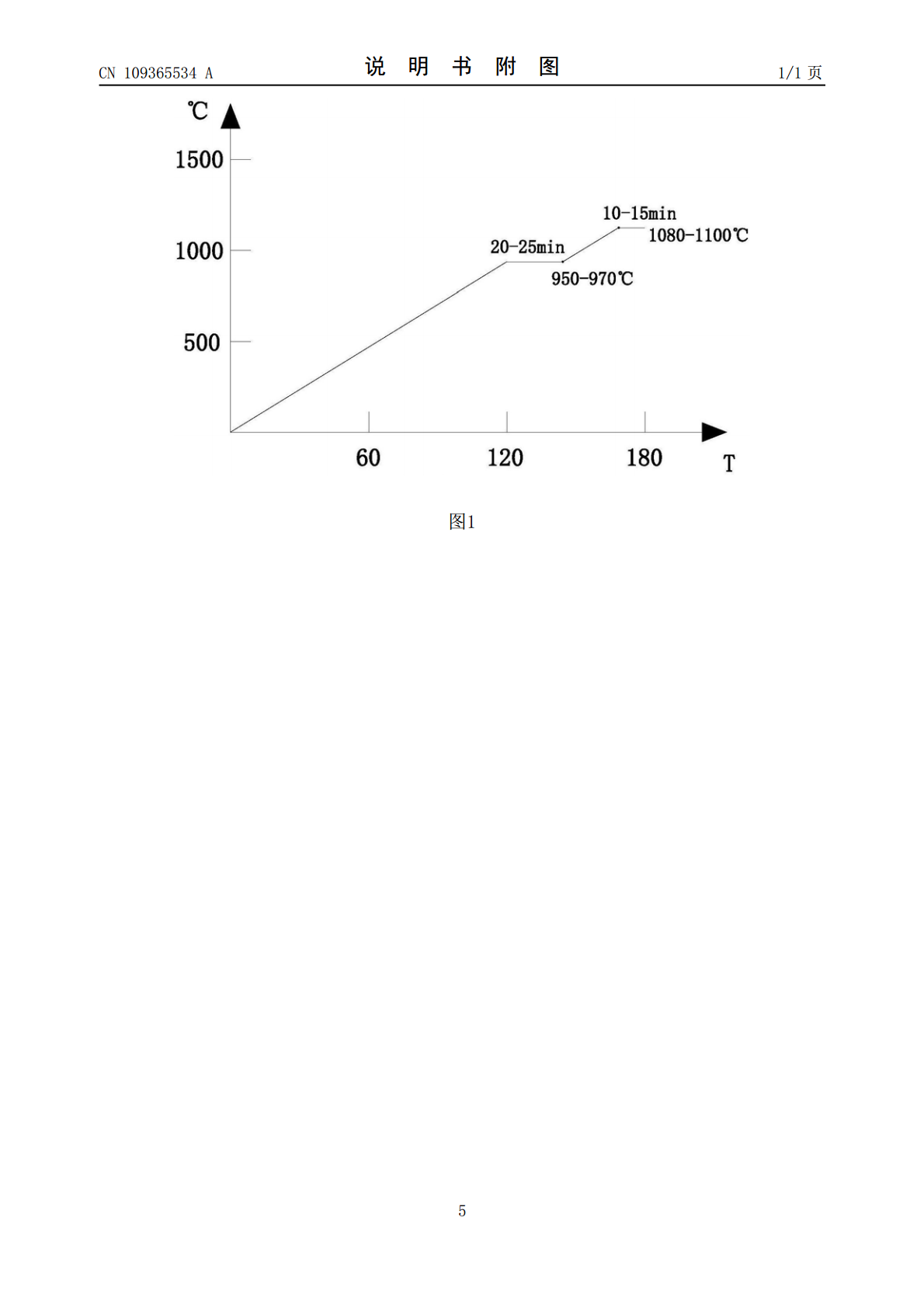
本发明涉及金属加工技术领域,具体是一种合金的热轧穿孔工艺,包括以下步骤:S1:预热;使用加热炉对管胚进行加热升温至950℃‑970℃;S2:保温;预热后停止加热,并使管胚在停留保温20‑25分钟,保温过程中匀速翻转管胚;S3:加热;在10‑15分钟内匀速将管胚升温至1080℃‑1100℃,再匀速翻转管胚;S4:对管胚进行热轧穿孔。本发明的有益效果是管胚经过预热、保温和加热处理后,能保证热轧穿孔时咬入平稳,轧制顺畅,外形直度较好,壁厚均匀,内外表面光滑无缺陷,保证产品长时间质量稳定,其次,与传统工艺相比较,
一种镁合金管材热轧穿孔制造方法.pdf
本发明公开了一种镁合金管材热轧穿孔制造方法,分为将镁合金空心管坯经过机械加工去除表面氧化层;将镁合金空心管坯送进加热炉,随炉升温;镁合金空心管坯出炉后在室温下冷却;采用热锻、退火、冷锻的反复循环方法进行锻造加工;精加工处理等步骤,该方法制备镁合金管材的成材率高,生产效率高,节约成本。

两次穿孔热轧工艺试验.docx
两次穿孔热轧工艺试验标题:两次穿孔热轧工艺试验摘要:本文通过对两次穿孔热轧工艺进行试验研究,探讨了该工艺对热轧产品质量和性能的影响。通过分析试验结果,发现两次穿孔热轧工艺能够显著提高热轧产品的表面质量和机械性能,并且对产品形变能力和耐腐蚀性能也具有一定的影响。本文还通过对试验工艺参数进行优化,进一步提高了热轧产品的综合性能。该工艺在工业生产中具有一定的实用价值和推广应用前景。关键词:两次穿孔热轧工艺,热轧产品,表面质量,机械性能,优化1.引言热轧工艺在金属制品生产中具有重要的作用,但传统热轧工艺存在一些问
一种无缝钢管热轧多次穿孔生产工艺.pdf
本发明涉及一种无缝钢管热轧多次穿孔生产工艺。从管坯加热炉里出来的实心管坯,经由输送辊道运送到第一台穿孔机前台后,拔料装置把管坯拔入受料槽内,启动推钢装置把管坯推入第一台穿孔机进行穿孔,生成的空心荒管可由翻管装置翻出至后续穿孔机前台,再由翻管装置把空心荒管拔入螺旋升降斜辊道,进入后面的穿孔机再次进行穿孔,变成有一定要求的空心荒管。本发明的优点在于:用同样规格直径的管坯可生产较大规格直径的无缝钢管;或者使用较小规格直径的管坯,在经过一、二、三次穿孔扩径延伸后,可生产较大规格直径的无缝钢管。本发明具有生产设备简
一种2060合金铸锭热轧工艺方法.pdf
本发明所提供的2060合金铸锭热轧工艺方法,通过铣面、加热炉加热和热轧机轧制的工艺方法。本方案采用在线加热保温轧制以及控制变形量的方式,具有增强应力腐蚀断裂抗力,改善形状的稳定性。