
长颈法兰水压封盖结构的制造方法.pdf

文库****坚白

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
长颈法兰水压封盖结构的制造方法.pdf
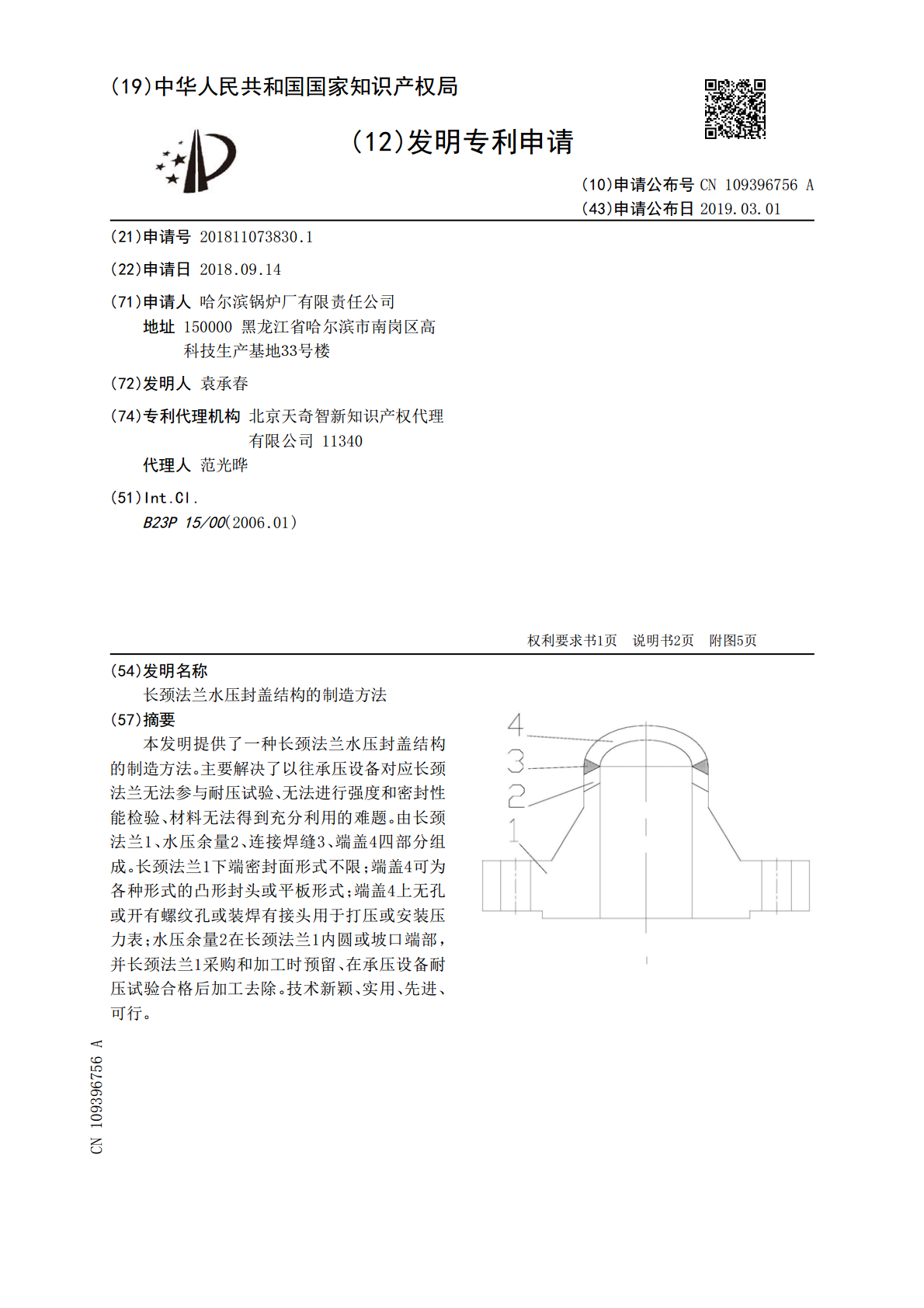
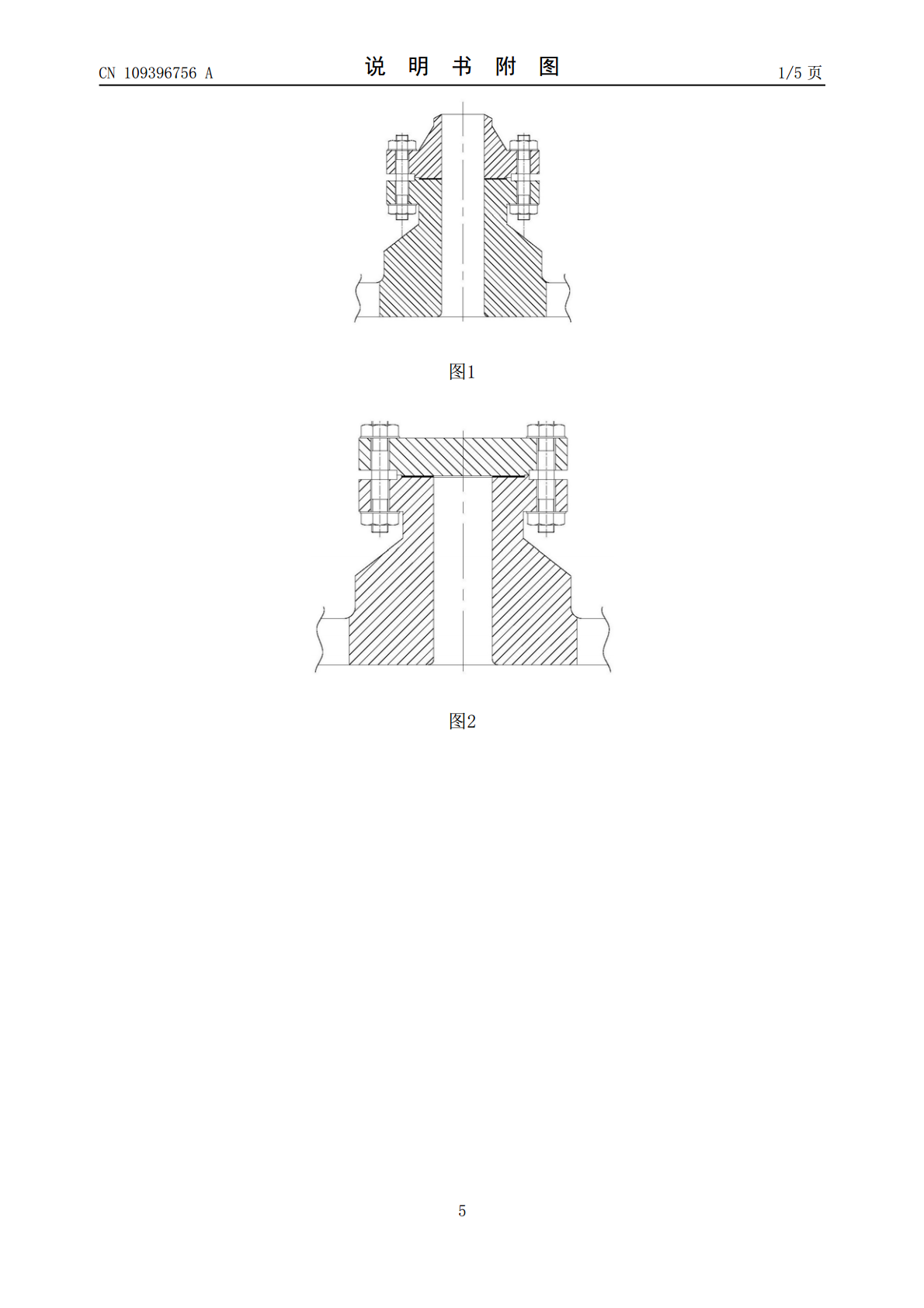
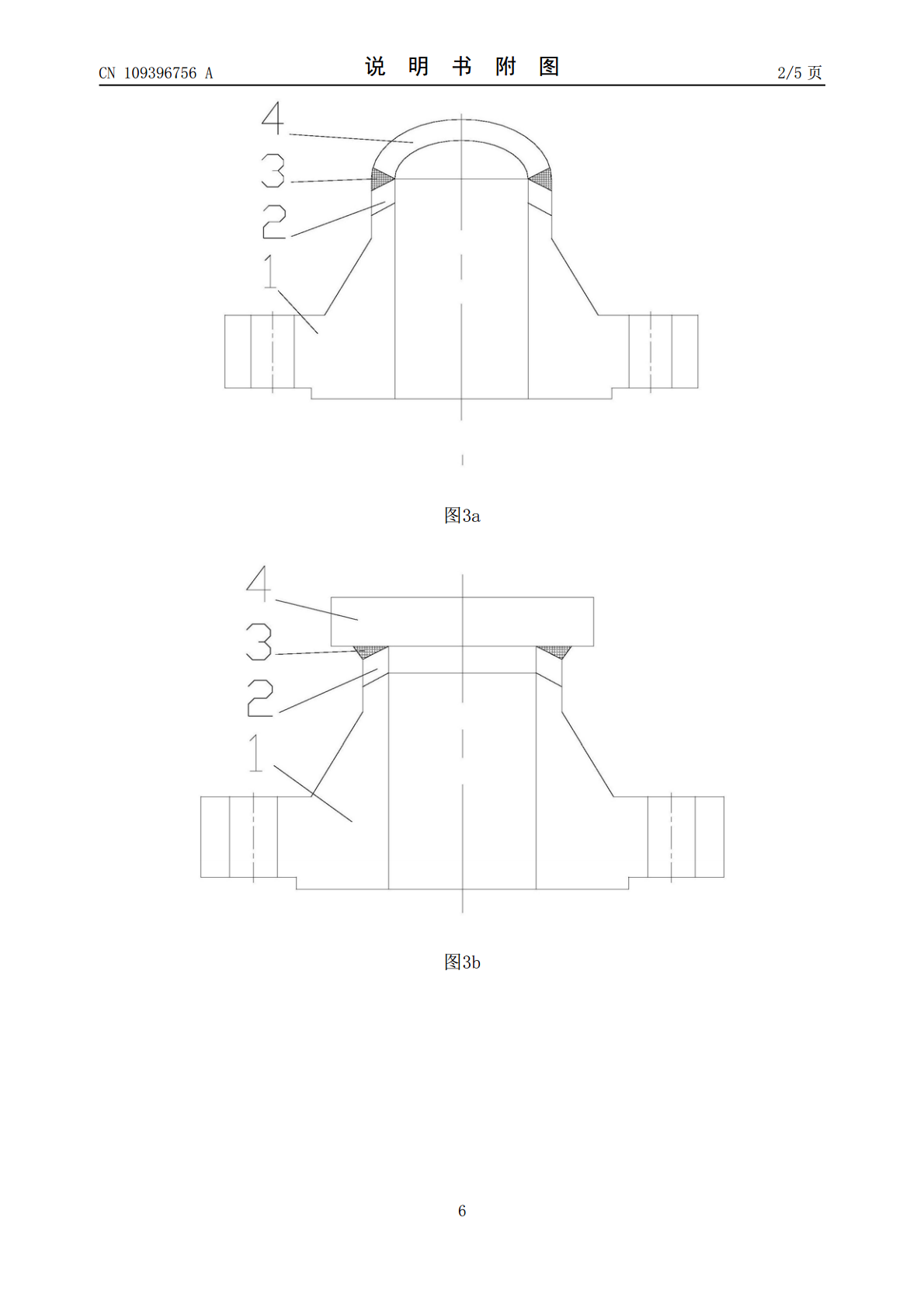
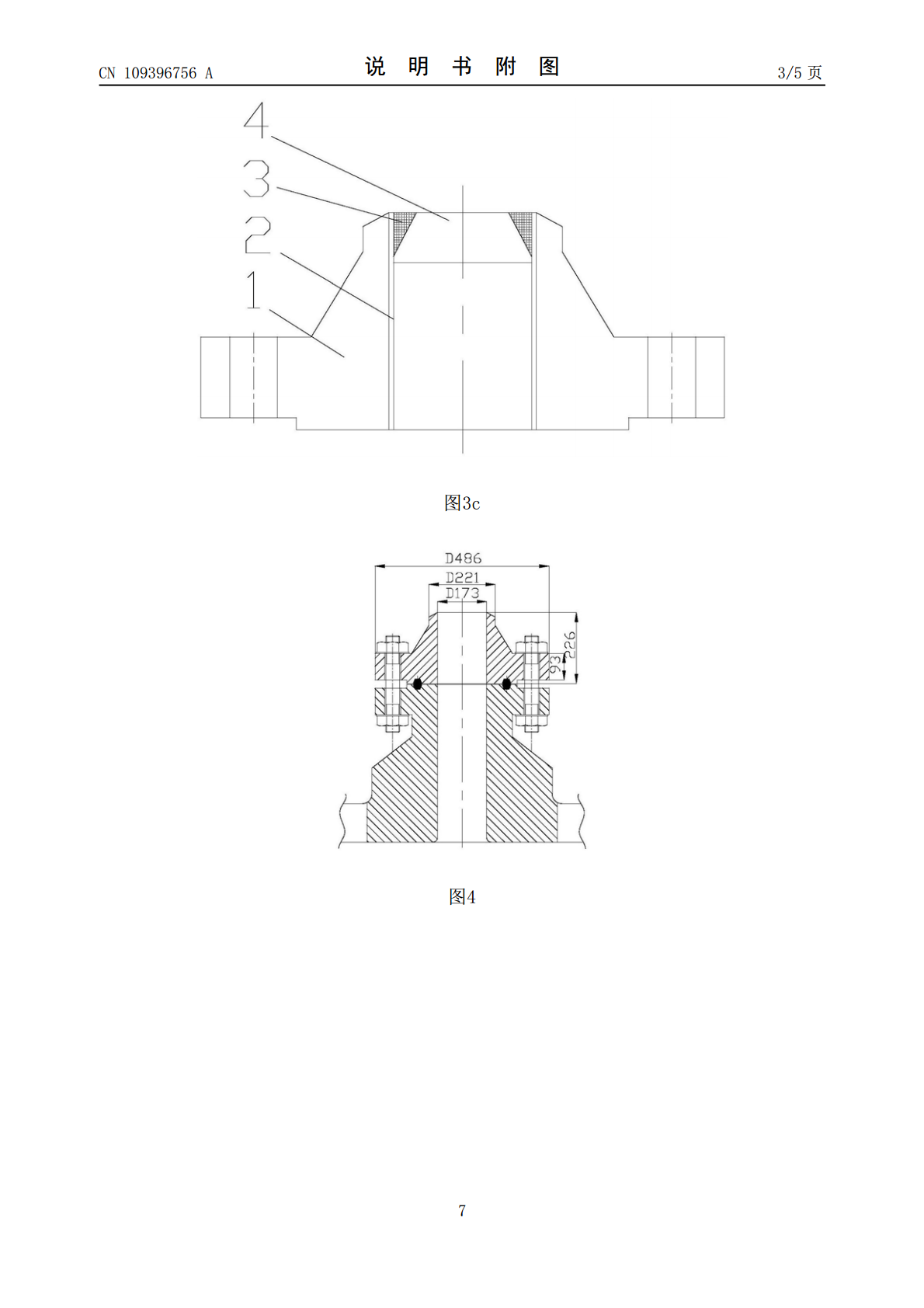
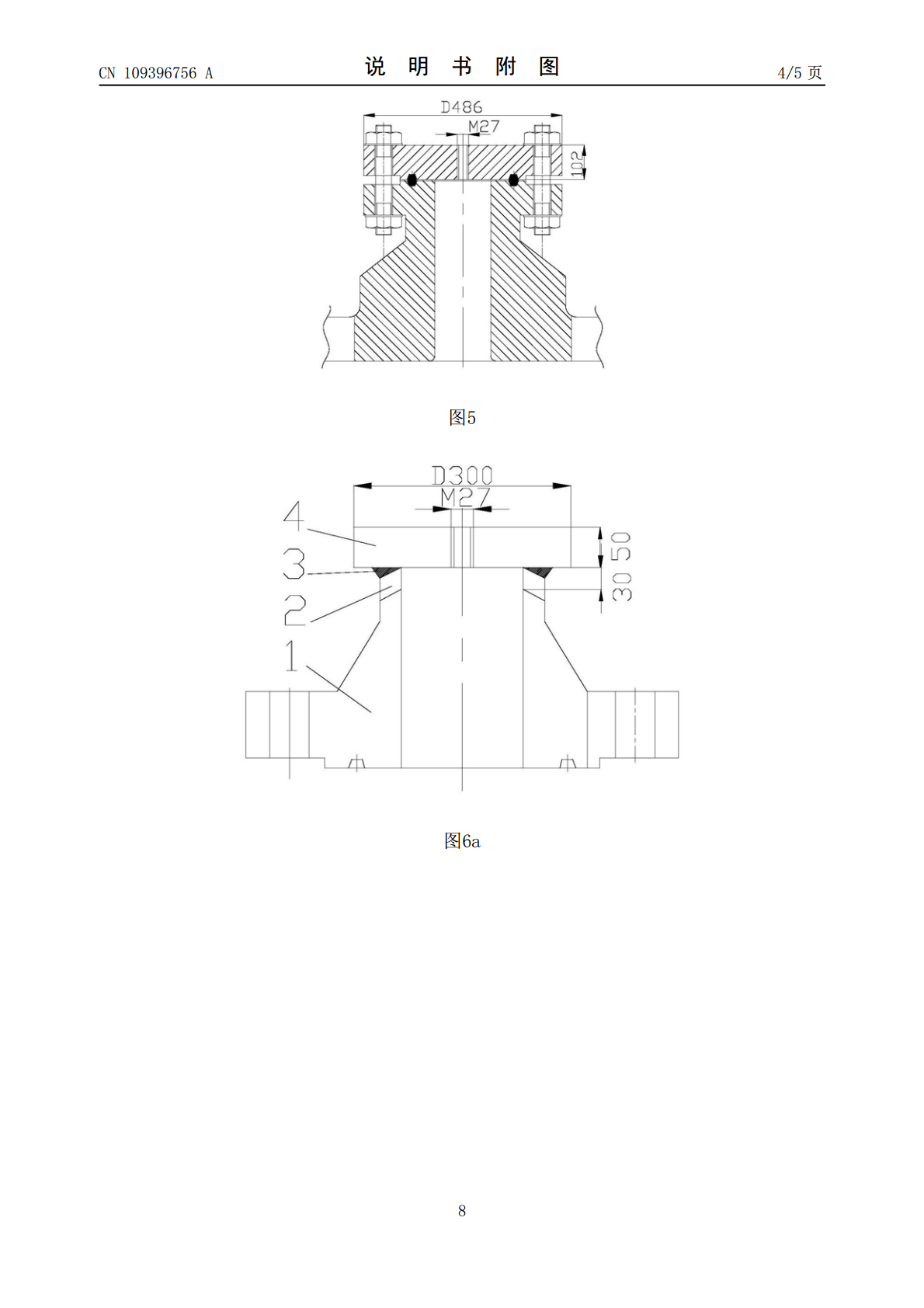
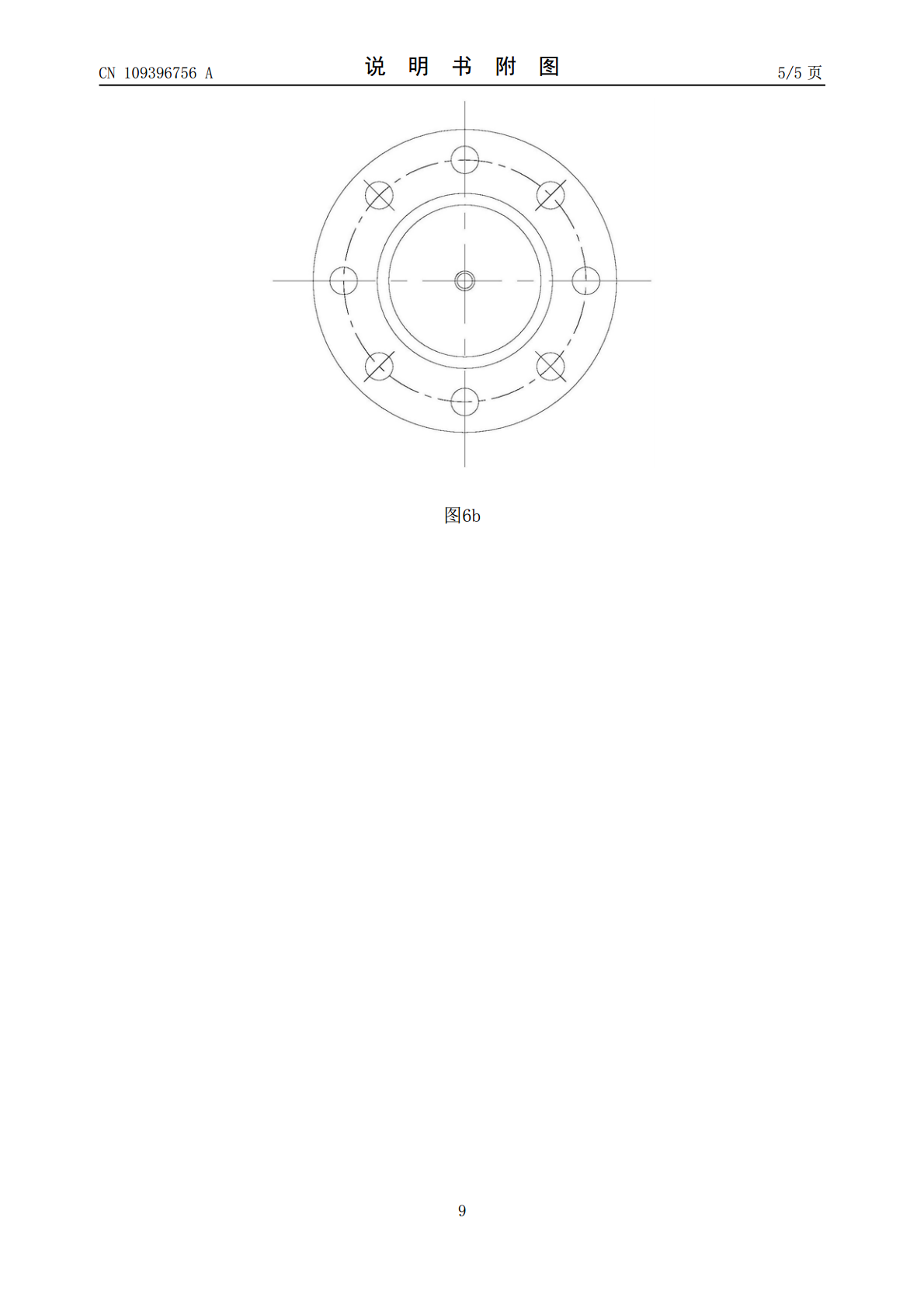
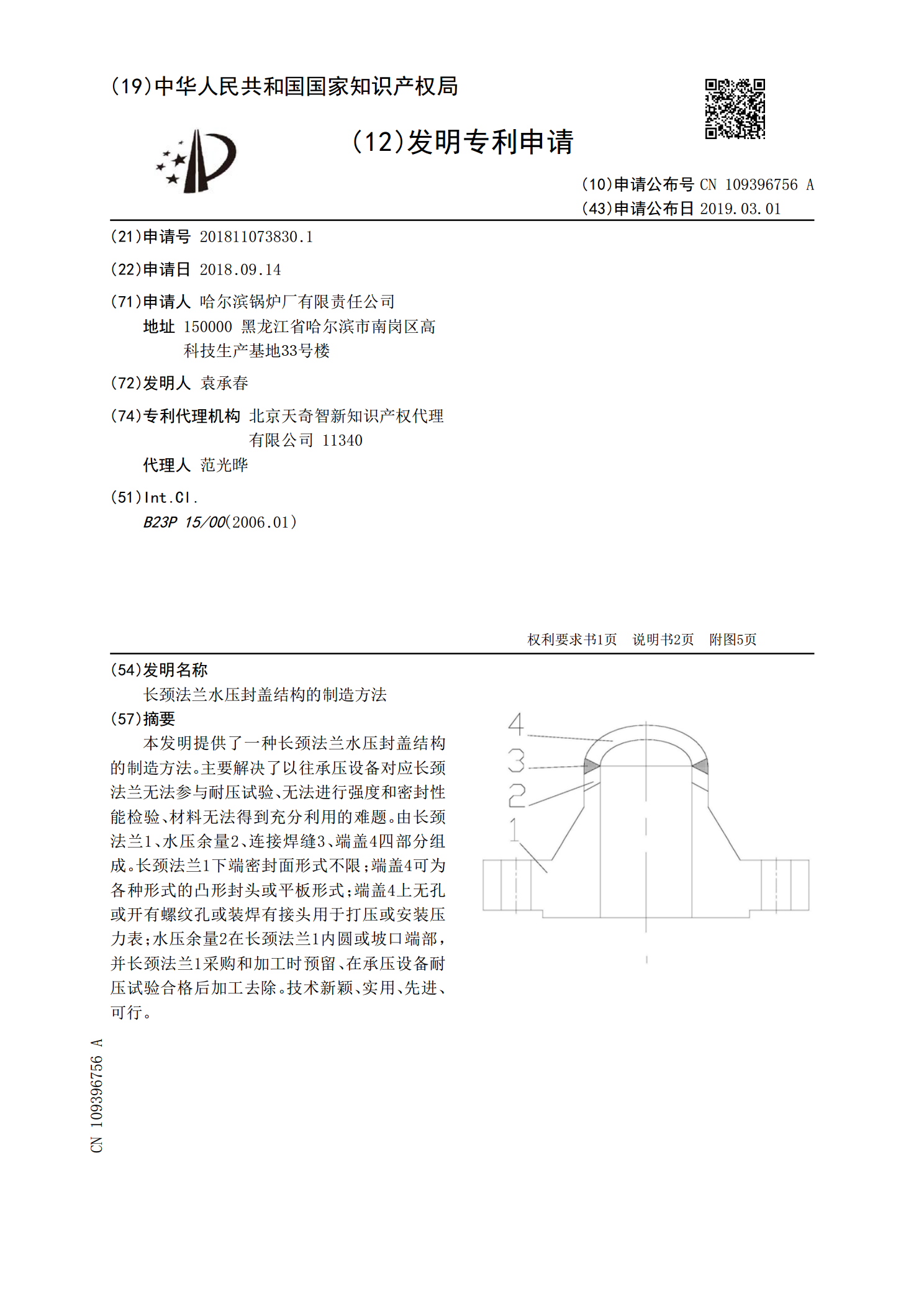
本发明提供了一种长颈法兰水压封盖结构的制造方法。主要解决了以往承压设备对应长颈法兰无法参与耐压试验、无法进行强度和密封性能检验、材料无法得到充分利用的难题。由长颈法兰1、水压余量2、连接焊缝3、端盖4四部分组成。长颈法兰1下端密封面形式不限;端盖4可为各种形式的凸形封头或平板形式;端盖4上无孔或开有螺纹孔或装焊有接头用于打压或安装压力表;水压余量2在长颈法兰1内圆或坡口端部,并长颈法兰1采购和加工时预留、在承压设备耐压试验合格后加工去除。技术新颖、实用、先进、可行。

连接法兰水压封盖结构.pdf
本发明提供了一种连接法兰水压封盖结构。有效地解决了以往承压设备连接法兰无法参与耐压试验、材料无法得到充分利用的难题。所述的法兰(11)下方与承压设备连接固定,所述的法兰(11)的中心孔内设置有水压余量(12)余量厚度在5‑10mm,所述的水压端盖(14)安装在法兰(11)中心孔内,水压端盖(14)外边缘与中心孔内沿构成连接焊缝(13),并通过连接焊缝(13)焊接固定。通过创新发明承压设备连接法兰水压端盖结构和制造方法,使承压设备连接法兰水压封盖设计结构和制造技术水平、经济效益得到优化和提升。技术新颖、实用

承压设备法兰包装盖结构及其制造方法.pdf
承压设备法兰包装盖结构及其制造方法,它涉及承压设备的设计和制造技术领域。本发明解决了现有的承压设备法兰包装盖存在加工工序复杂,生产效率较低,导致承压设备法兰包装盖设计结构和制造技术单一,制造技术落后的问题。本发明的承压设备法兰包装盖结构,它包括法兰包装盖,法兰包装盖为圆形饼状结构,法兰包装盖的上端面上沿圆周均布N个螺栓孔,N≥4,每个螺栓孔与法兰包装盖的外圆之间设有一个连接通道,所述连接通道的宽度为2~8mm。本发明用于承压设备法兰包装盖结构的制造。
承压设备大口径接管球缺水压封盖制造方法.pdf
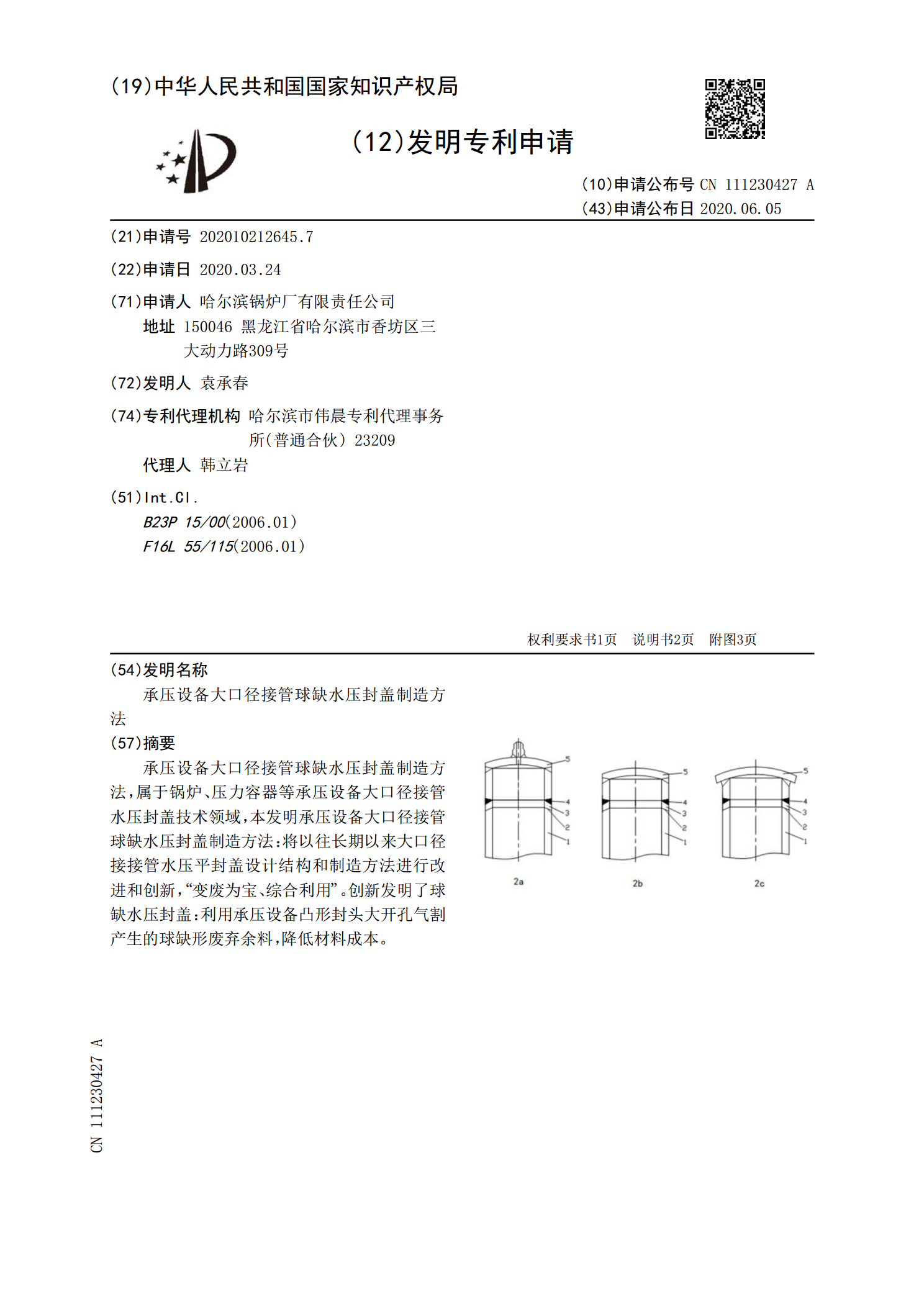
承压设备大口径接管球缺水压封盖制造方法,属于锅炉、压力容器等承压设备大口径接管水压封盖技术领域,本发明承压设备大口径接管球缺水压封盖制造方法:将以往长期以来大口径接接管水压平封盖设计结构和制造方法进行改进和创新,“变废为宝、综合利用”。创新发明了球缺水压封盖:利用承压设备凸形封头大开孔气割产生的球缺形废弃余料,降低材料成本。

分配封盖、具有分配封盖的容器以及用于制造分配封盖的方法.pdf
本发明涉及一种分配封盖,该分配封盖能附连于容器用以从所述容器分配可流动介质,并且包括封盖本体和分配元件,该分配本体具有外裙部,而该分配元件附连于所述封盖本体并且能相对于所述封盖本体在闭合位置和分配位置之间枢转。所述封盖本体的外裙部具有带凹入区域的上缘,且该分配封盖包括拆封留痕带,该拆封留痕带定位在所述凹入区域中并且经由至少一个易断裂连接部件附连于所述上缘,其中,所述拆封留痕带定位在所述凹入区域中以使得该拆封留痕带至少部分地定位在所述分配元件的所述上缘和所述延伸部分之间,从而该分配元件无法在移除拆封留痕带之