
一种去除加热炉水梁垫块结瘤的方法.pdf

An****99


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种去除加热炉水梁垫块结瘤的方法.pdf
本发明涉及一种去除加热炉水梁垫块结瘤的方法,它使用若干支相对低温的中低碳连铸坯跑炉压平水梁垫块结瘤,即控制数支低温钢坯在炉内连续步进并反复几次,把凸起的水梁垫块结瘤压平,防止凸起的结瘤对正常生产时的钢坯造成压坑缺陷;既能去除水梁垫块结瘤,又能保证不停炉作业,实施灵活性高,安全得到保障。

加热炉水梁垫块表面结瘤引起的重轨表面缺陷分析及治理.docx
加热炉水梁垫块表面结瘤引起的重轨表面缺陷分析及治理一、问题概述在加热炉中,炉水梁垫块表面可能会结瘤,导致重轨表面出现缺陷,影响轨道安全和舒适性。本文从结瘤原因、缺陷类型及治理措施三个方面进行分析和研究。二、问题分析1.结瘤原因炉水梁垫块表面结瘤是由于多种原因综合作用的结果。一方面,垫块材料及制造工艺不合理,存在质量问题。另一方面,高温高压环境下长时间工作也会导致材料本身出现变形和磨损,从而形成结瘤。2.缺陷类型重轨表面缺陷主要有以下几种类型:(1)鱼骨状缺陷:是指轨道表面出现细小而密集的裂纹,类似于鱼骨,
一种加热炉水梁用垫块.pdf
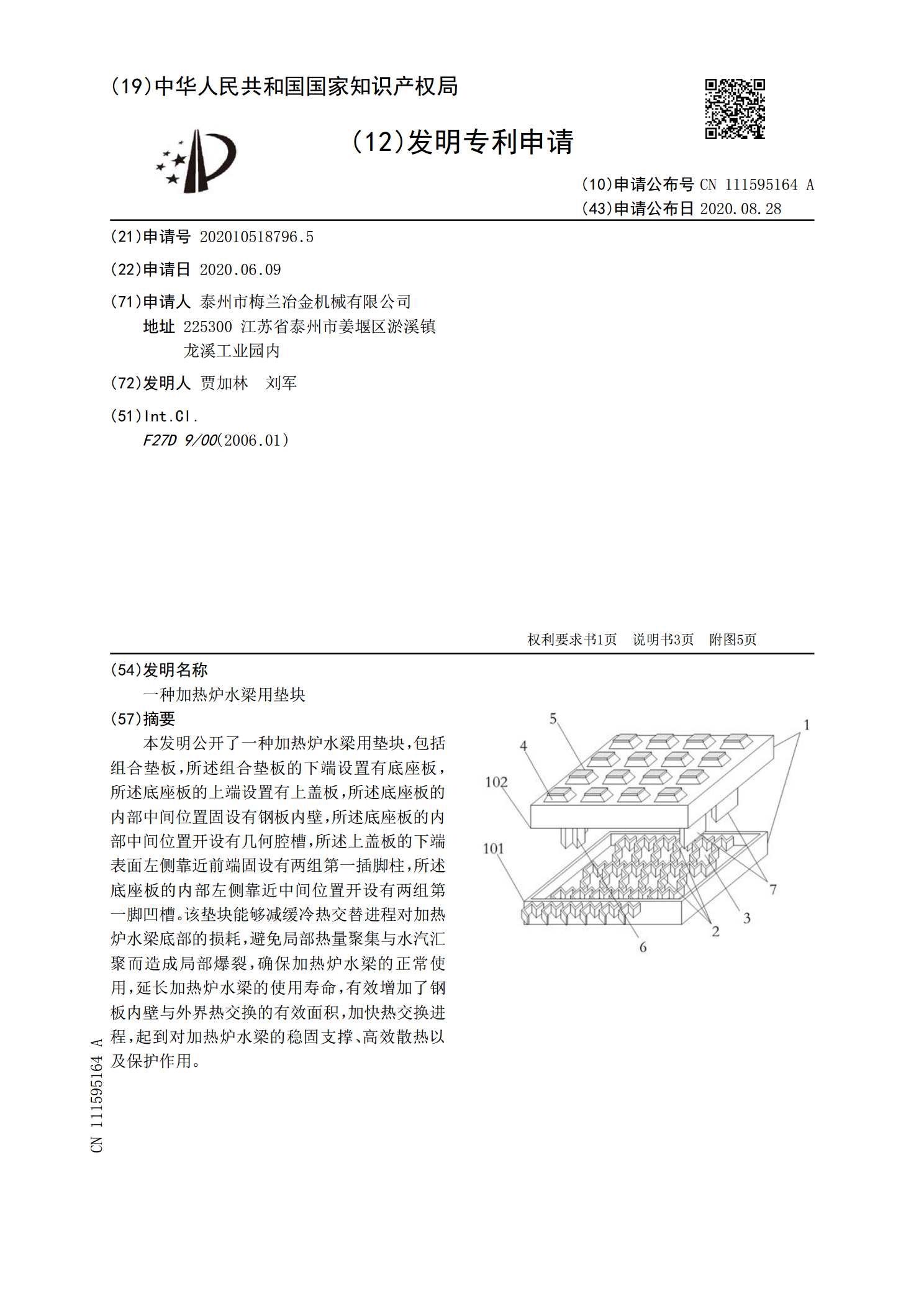
本发明公开了一种加热炉水梁用垫块,包括组合垫板,所述组合垫板的下端设置有底座板,所述底座板的上端设置有上盖板,所述底座板的内部中间位置固设有钢板内壁,所述底座板的内部中间位置开设有几何腔槽,所述上盖板的下端表面左侧靠近前端固设有两组第一插脚柱,所述底座板的内部左侧靠近中间位置开设有两组第一脚凹槽。该垫块能够减缓冷热交替进程对加热炉水梁底部的损耗,避免局部热量聚集与水汽汇聚而造成局部爆裂,确保加热炉水梁的正常使用,延长加热炉水梁的使用寿命,有效增加了钢板内壁与外界热交换的有效面积,加快热交换进程,起到对加热
一种去除蓄热式加热炉步进梁耐热滑块结瘤的方法.pdf
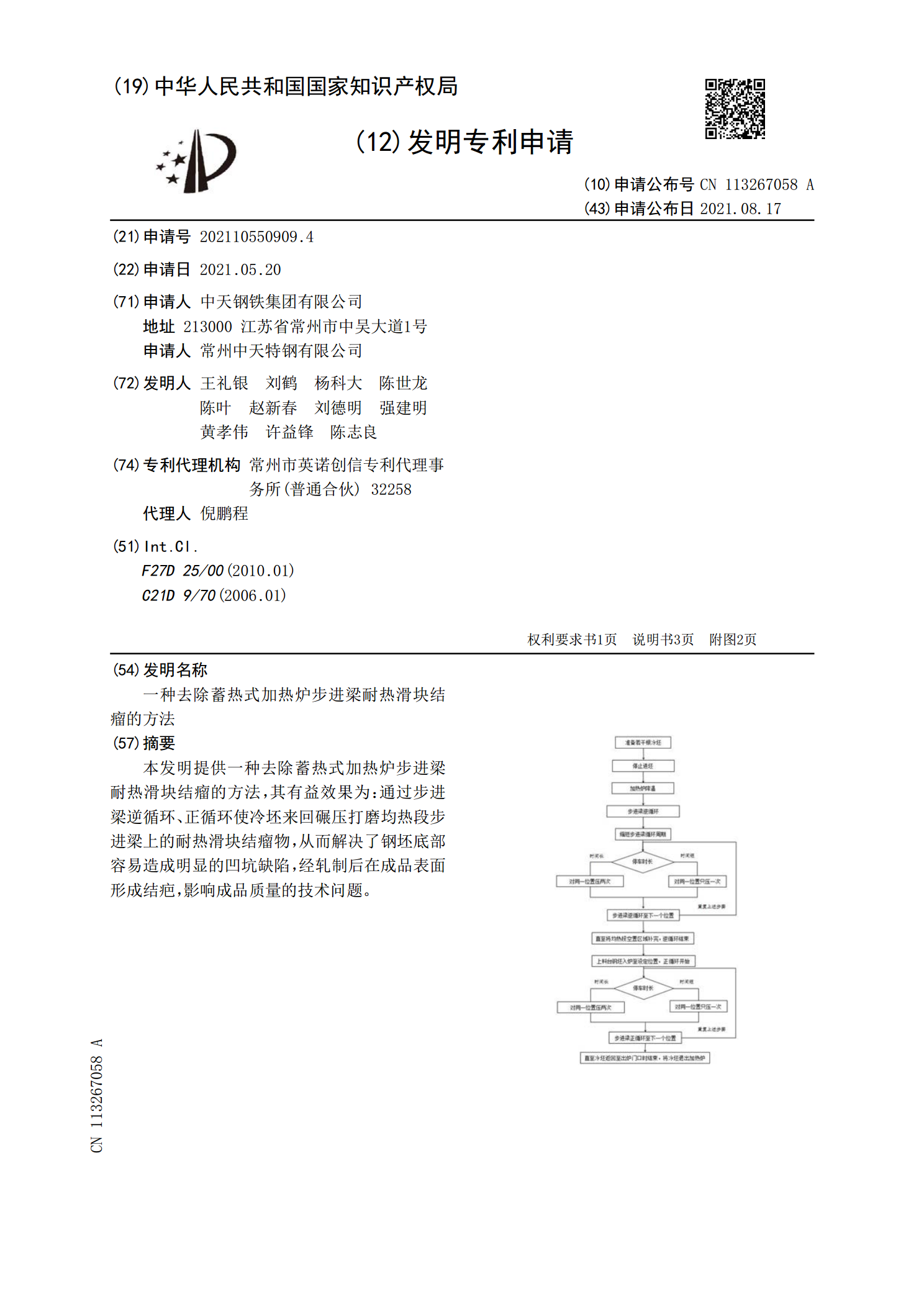
本发明提供一种去除蓄热式加热炉步进梁耐热滑块结瘤的方法,其有益效果为:通过步进梁逆循环、正循环使冷坯来回碾压打磨均热段步进梁上的耐热滑块结瘤物,从而解决了钢坯底部容易造成明显的凹坑缺陷,经轧制后在成品表面形成结疤,影响成品质量的技术问题。
一种步进式加热炉炉内水梁Co40垫块的安装方法.pdf
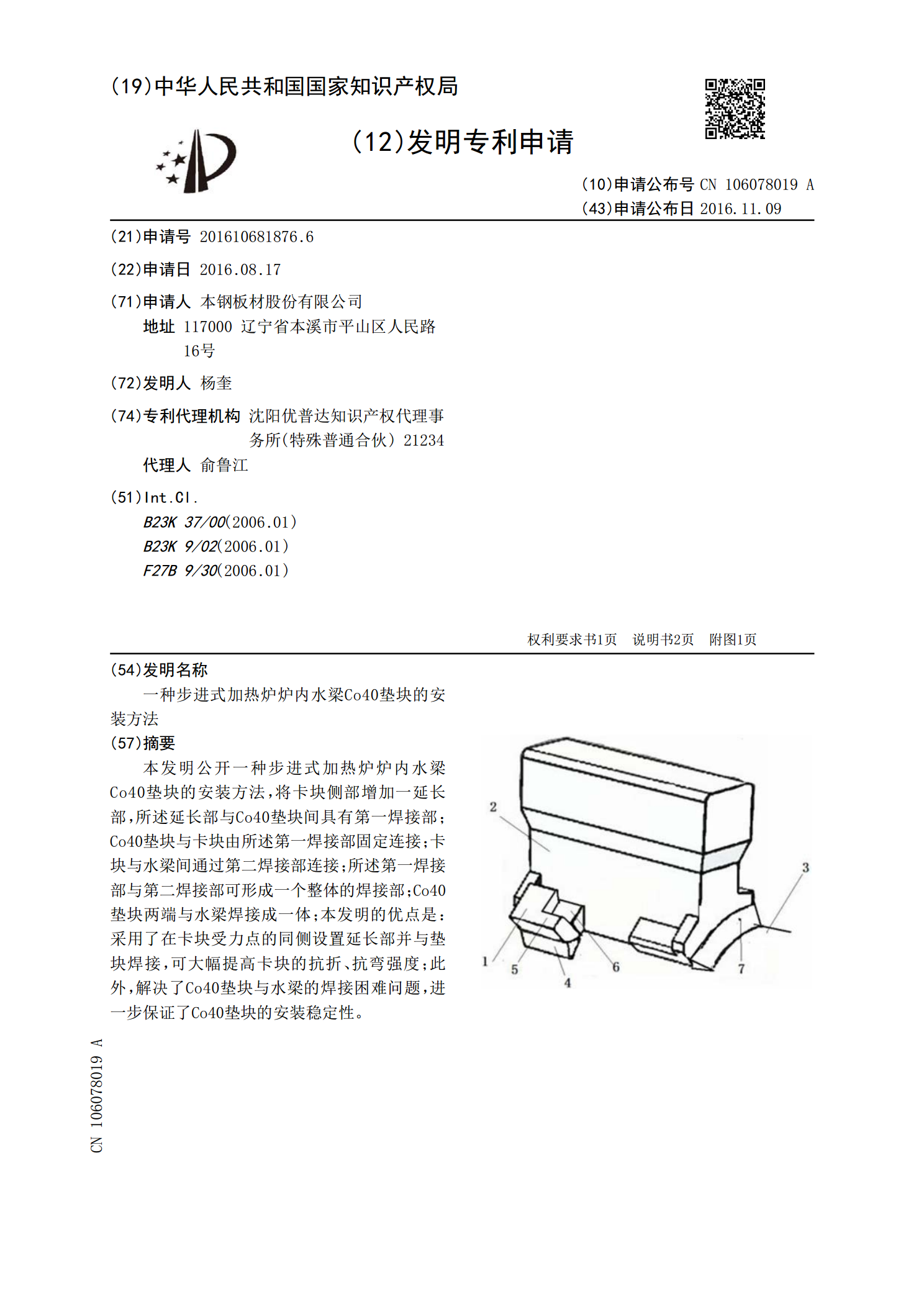
本发明公开一种步进式加热炉炉内水梁Co40垫块的安装方法,将卡块侧部增加一延长部,所述延长部与Co40垫块间具有第一焊接部;Co40垫块与卡块由所述第一焊接部固定连接;卡块与水梁间通过第二焊接部连接;所述第一焊接部与第二焊接部可形成一个整体的焊接部;Co40垫块两端与水梁焊接成一体;本发明的优点是:采用了在卡块受力点的同侧设置延长部并与垫块焊接,可大幅提高卡块的抗折、抗弯强度;此外,解决了Co40垫块与水梁的焊接困难问题,进一步保证了Co40垫块的安装稳定性。