
一种去除蓄热式加热炉步进梁耐热滑块结瘤的方法.pdf

Ro****44

1/7
2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种去除蓄热式加热炉步进梁耐热滑块结瘤的方法.pdf
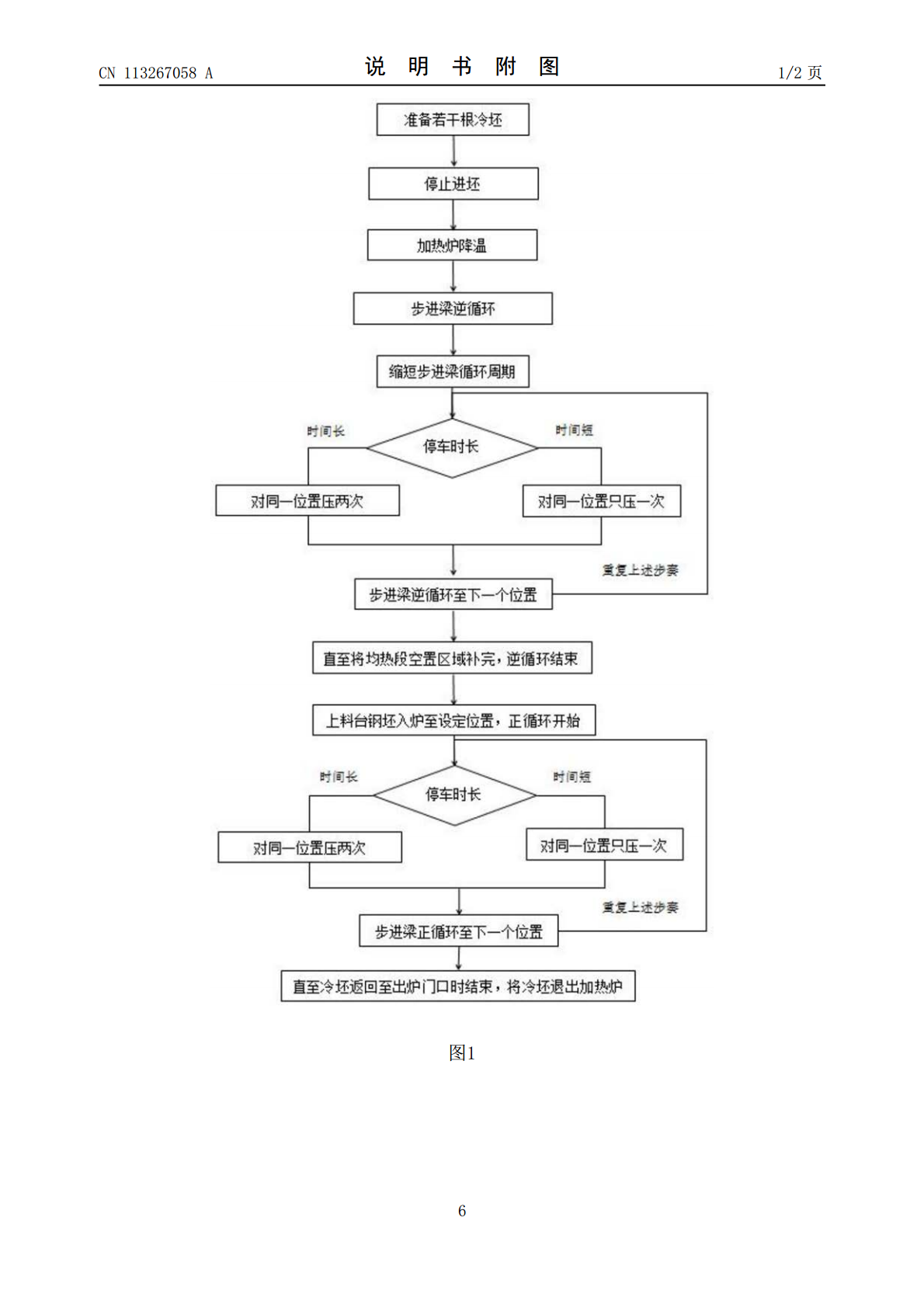
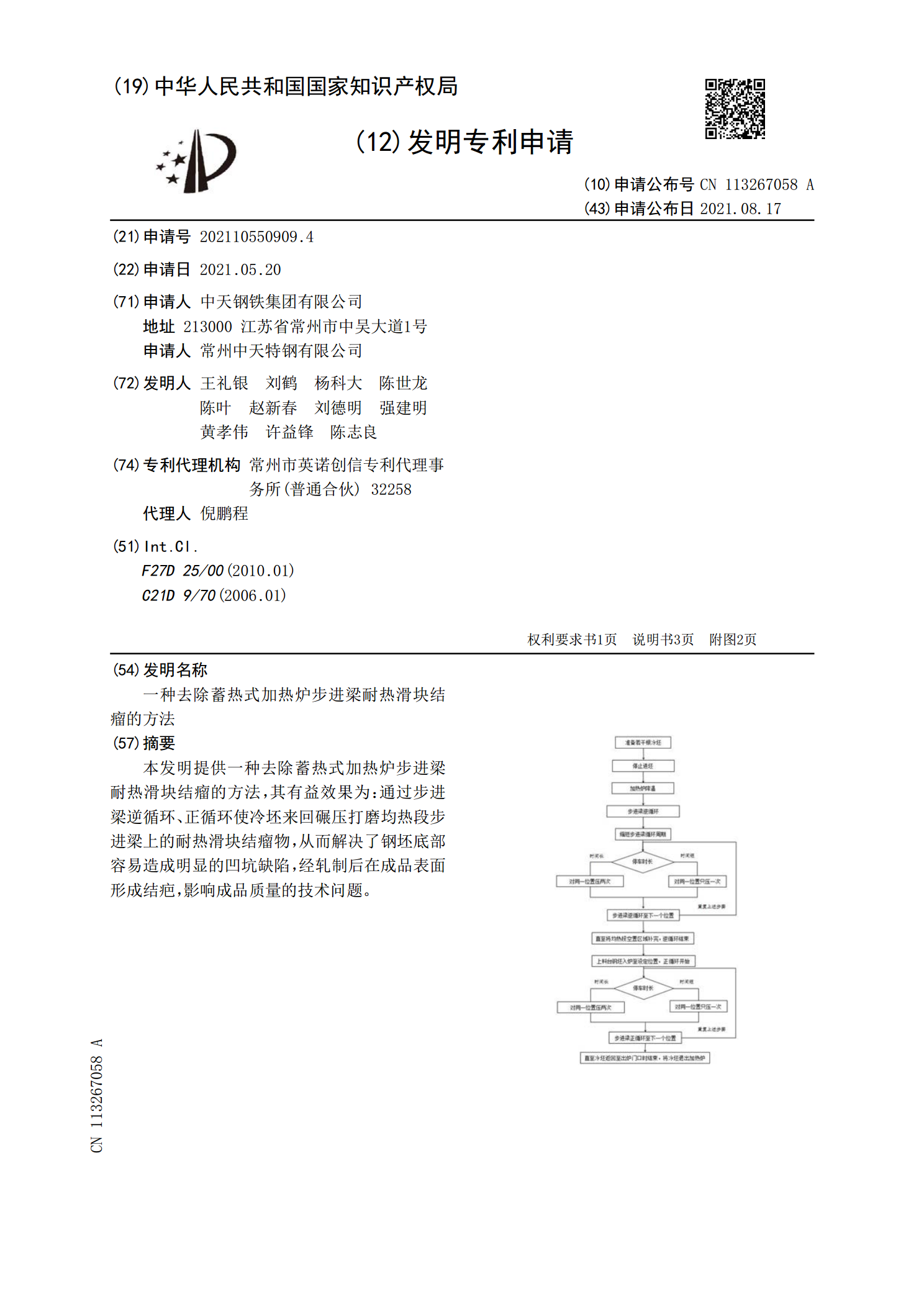
本发明提供一种去除蓄热式加热炉步进梁耐热滑块结瘤的方法,其有益效果为:通过步进梁逆循环、正循环使冷坯来回碾压打磨均热段步进梁上的耐热滑块结瘤物,从而解决了钢坯底部容易造成明显的凹坑缺陷,经轧制后在成品表面形成结疤,影响成品质量的技术问题。

一种去除加热炉水梁垫块结瘤的方法.pdf
本发明涉及一种去除加热炉水梁垫块结瘤的方法,它使用若干支相对低温的中低碳连铸坯跑炉压平水梁垫块结瘤,即控制数支低温钢坯在炉内连续步进并反复几次,把凸起的水梁垫块结瘤压平,防止凸起的结瘤对正常生产时的钢坯造成压坑缺陷;既能去除水梁垫块结瘤,又能保证不停炉作业,实施灵活性高,安全得到保障。

一种步进式加热炉耐热垫块维护方法.pdf
本发明公开一种步进式加热炉耐热垫块维护方法,解决了冶金用步进式加热炉传统的水梁垫块现场更换施工时间长,更换困难、维修费用高的弊病。本发明包括以下步骤:1)拆除影响垫块及压块周围的耐材及Y型锚固钩;2)用砂轮机切割拆除需更换的垫块;3)垫块安装部位用砂轮机修磨平滑;4)找中心及标高,安放垫块;5)用测量仪对安装的垫块进行标高测量,并调整到位后,焊接压块;6)焊接压块完毕后,测量垫块标高,并调整到位;7)焊接Y型锚固钩;8)安装纤维毯隔热层;9)捣打修补料;10)试车、点火烘炉操作。本发明方法在保证水梁垫块使
一种用于步进式加热炉的滑块.pdf
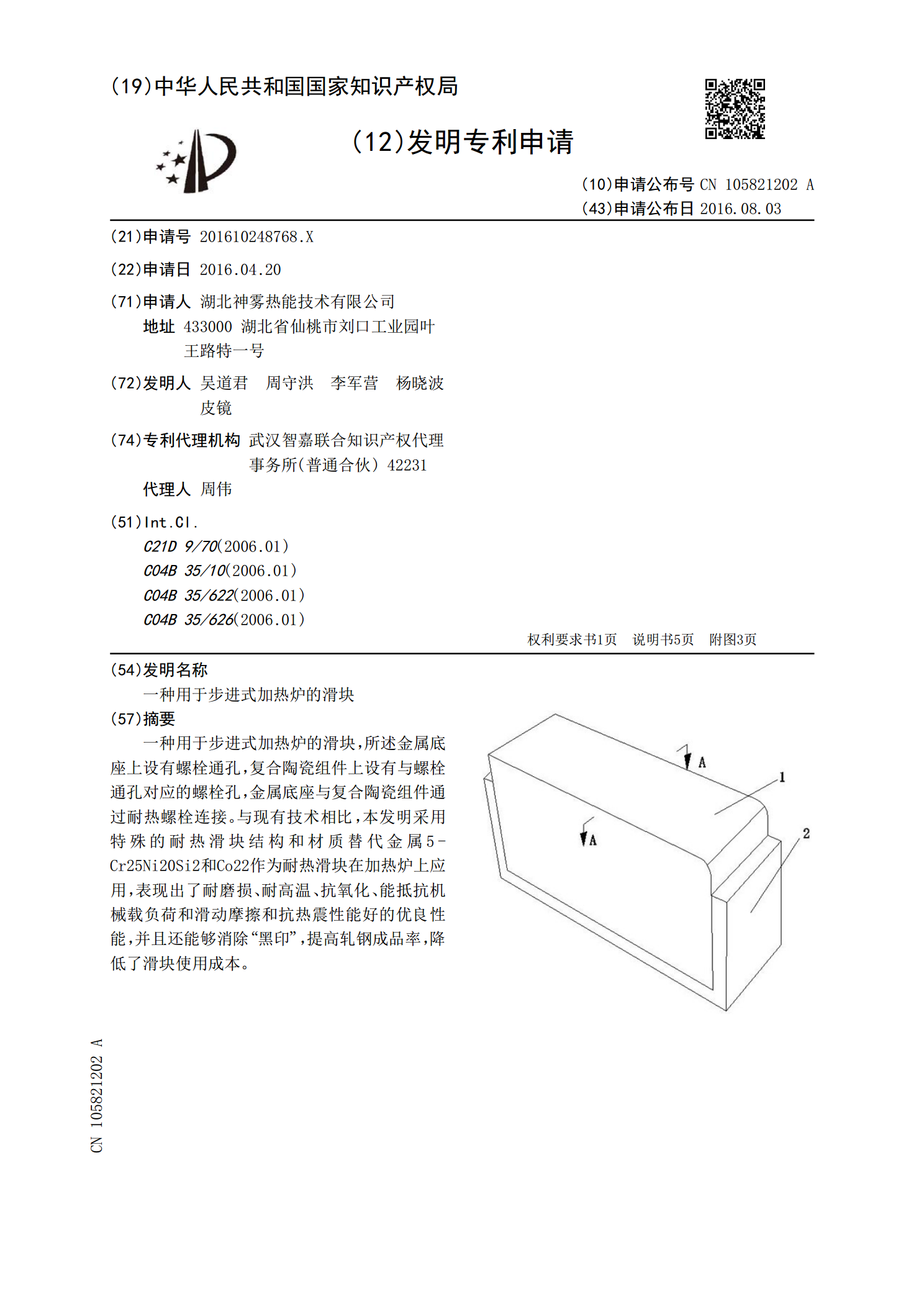
一种用于步进式加热炉的滑块,所述金属底座上设有螺栓通孔,复合陶瓷组件上设有与螺栓通孔对应的螺栓孔,金属底座与复合陶瓷组件通过耐热螺栓连接。与现有技术相比,本发明采用特殊的耐热滑块结构和材质替代金属5?Cr25Ni20Si2和Co22作为耐热滑块在加热炉上应用,表现出了耐磨损、耐高温、抗氧化、能抵抗机械载负荷和滑动摩擦和抗热震性能好的优良性能,并且还能够消除“黑印”,提高轧钢成品率,降低了滑块使用成本。

一种步进式加热炉步进梁原点的标定方法.pdf
本发明提供了一种步进式加热炉步进梁原点的标定方法,其中,该标定方法包括以下步骤:a)固定在升降液压缸停在托钢位的位置上的第一接近开关在判断固定在所述升降液压缸的活动部分的第一挡铁已靠近该第一接近开关时,向控制单元输出垂直感测信号,所述控制单元接收到该垂直感测信号后,读取安装在所述升降液压缸上的第一位移传感器的第一位移信号;b)所述控制单元通过对所述第一位移信号进行计算来标定所述步进梁的垂直参考原点。根据本发明的标定方法,能够快速标定参考原点,准确度高,解决了厂区电气维护人员对原点标定和对程序计算不熟悉而出