
薄壁大尺寸非对称回转类钛合金零件离子氮化控制方法.pdf

一吃****仕龙

1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄壁大尺寸非对称回转类钛合金零件离子氮化控制方法.pdf
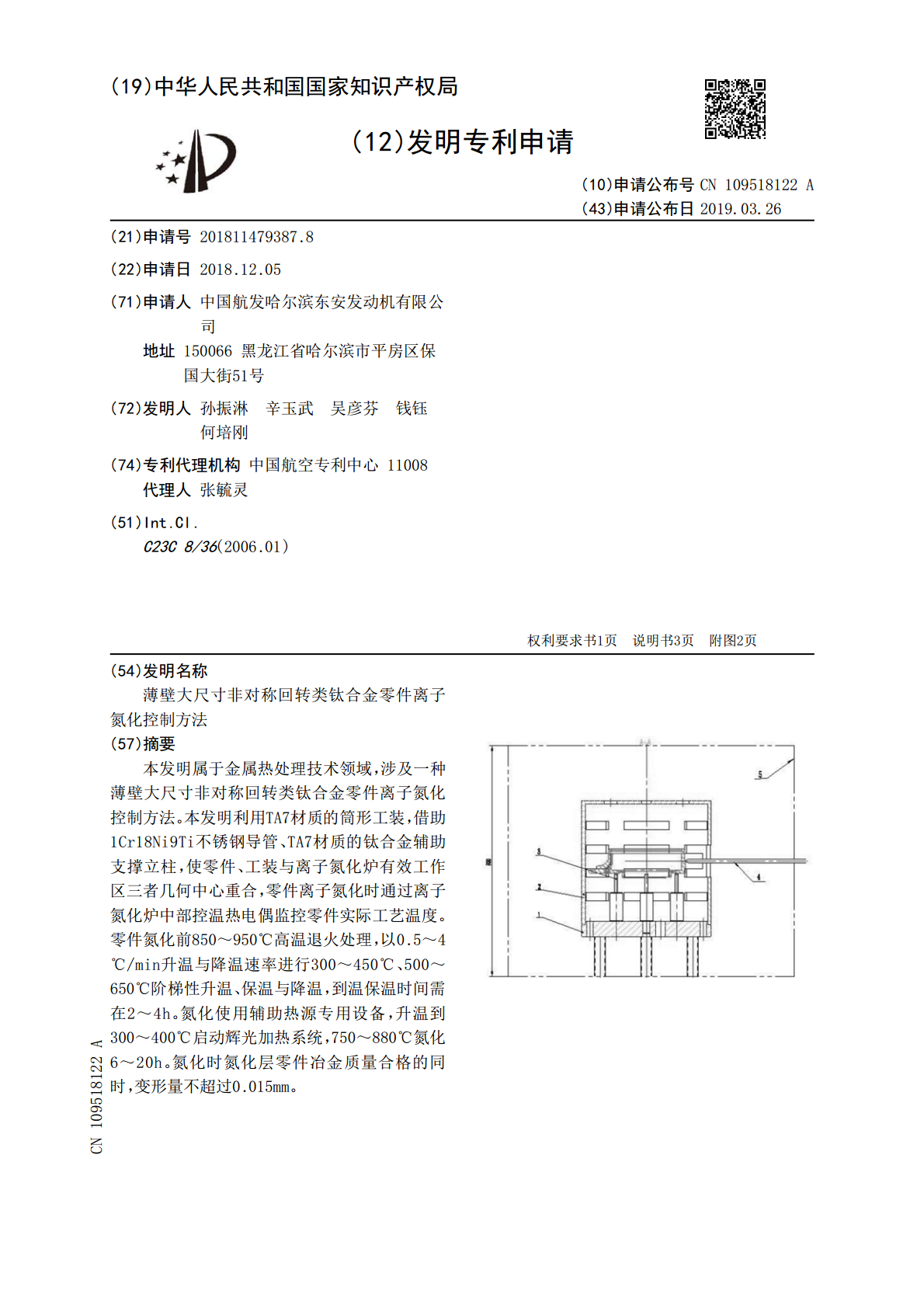
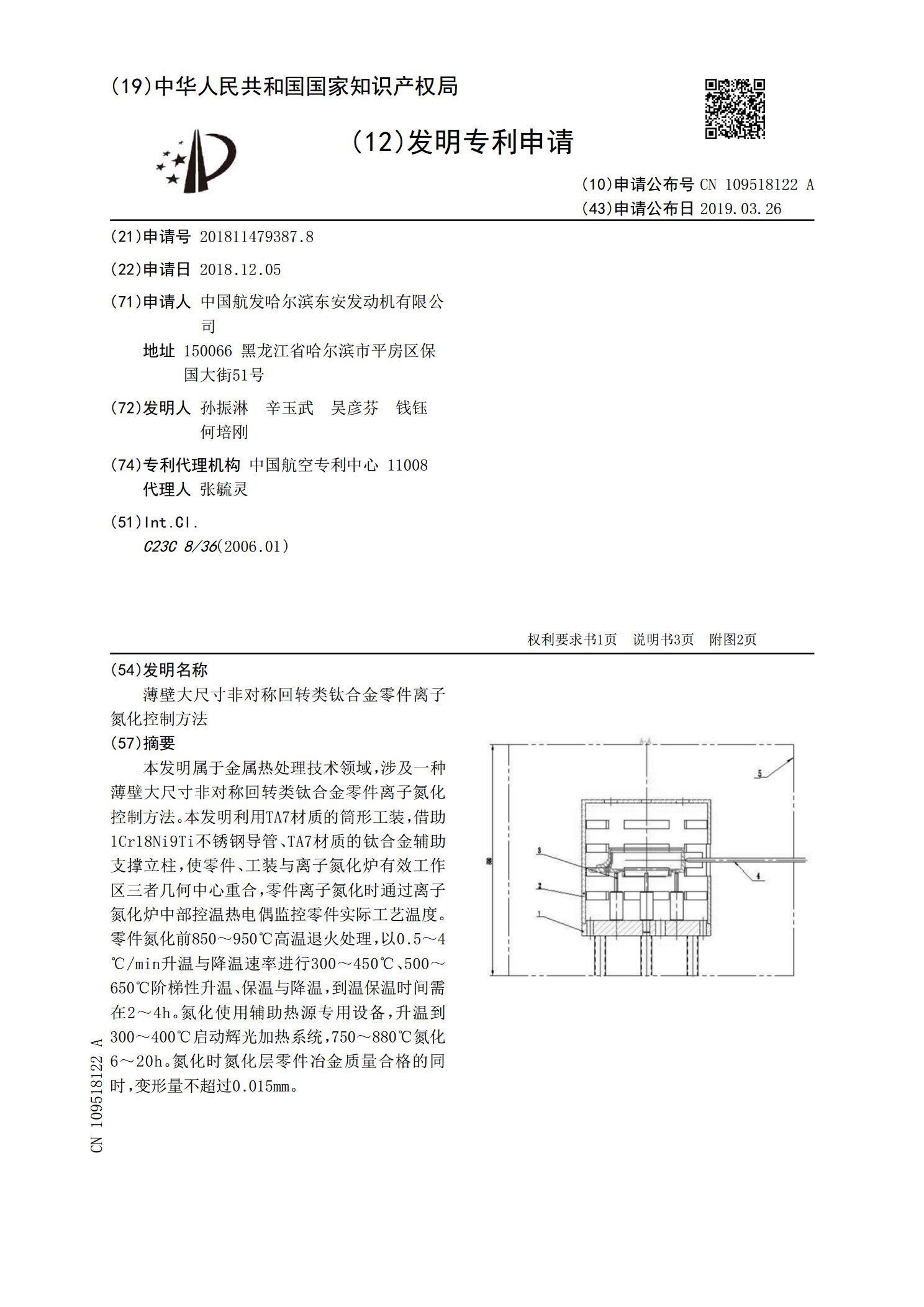
本发明属于金属热处理技术领域,涉及一种薄壁大尺寸非对称回转类钛合金零件离子氮化控制方法。本发明利用TA7材质的筒形工装,借助1Cr18Ni9Ti不锈钢导管、TA7材质的钛合金辅助支撑立柱,使零件、工装与离子氮化炉有效工作区三者几何中心重合,零件离子氮化时通过离子氮化炉中部控温热电偶监控零件实际工艺温度。零件氮化前850~950℃高温退火处理,以0.5~4℃/min升温与降温速率进行300~450℃、500~650℃阶梯性升温、保温与降温,到温保温时间需在2~4h。氮化使用辅助热源专用设备,升温到300~4

薄壁中小尺寸非对称回转类钛合金零件氮化变形控制方法.pdf
本发明属于金属热处理技术领域,涉及一种薄壁中小尺寸非对称回转复杂结构钛合金零件高温离子氮化下变形的超精控制方法。利用TC4材质的筒形工装,借助不锈钢导管、TC4材质的钛合金辅助支撑立柱,使零件、工装与离子氮化炉有效工作区三者几何中心重合。零件氮化前进行800~950℃高温退火处理,以0.5~4℃/min的升温与降温速率进行300~450℃、500~650℃阶梯性升温、保温与降温。氮化使用具有辅助热源的专用设备,升温到300~400℃时启动辉光加热系统,780~900℃氮化2~20h,实现了尺寸不大于100

薄壁零件氮化变形控制方法.pdf
本发明涉及一种薄壁零件氮化变形控制方法,通过选择合理的调质热处理参数及回火温度,将机加过程中产生的应力降至最低,改变零件渗氮前的预处理方式保证零件入炉的状态要求,采用可控气氛渗氮技术对薄壁齿轮进行渗氮,通过氮化质量、氮气分解率、氮化温度之间的关系,保证了薄壁零件氮化后,渗氮层深度在0.10~0.15mm,表面硬度HV0.5≥800,白层厚度≤0.015mm,显微组织符合IGC.0463.121A,并保证零件变形量≤0.05mm。
一种薄壁蜂窝类零件蜂窝尺寸控制方法.pdf
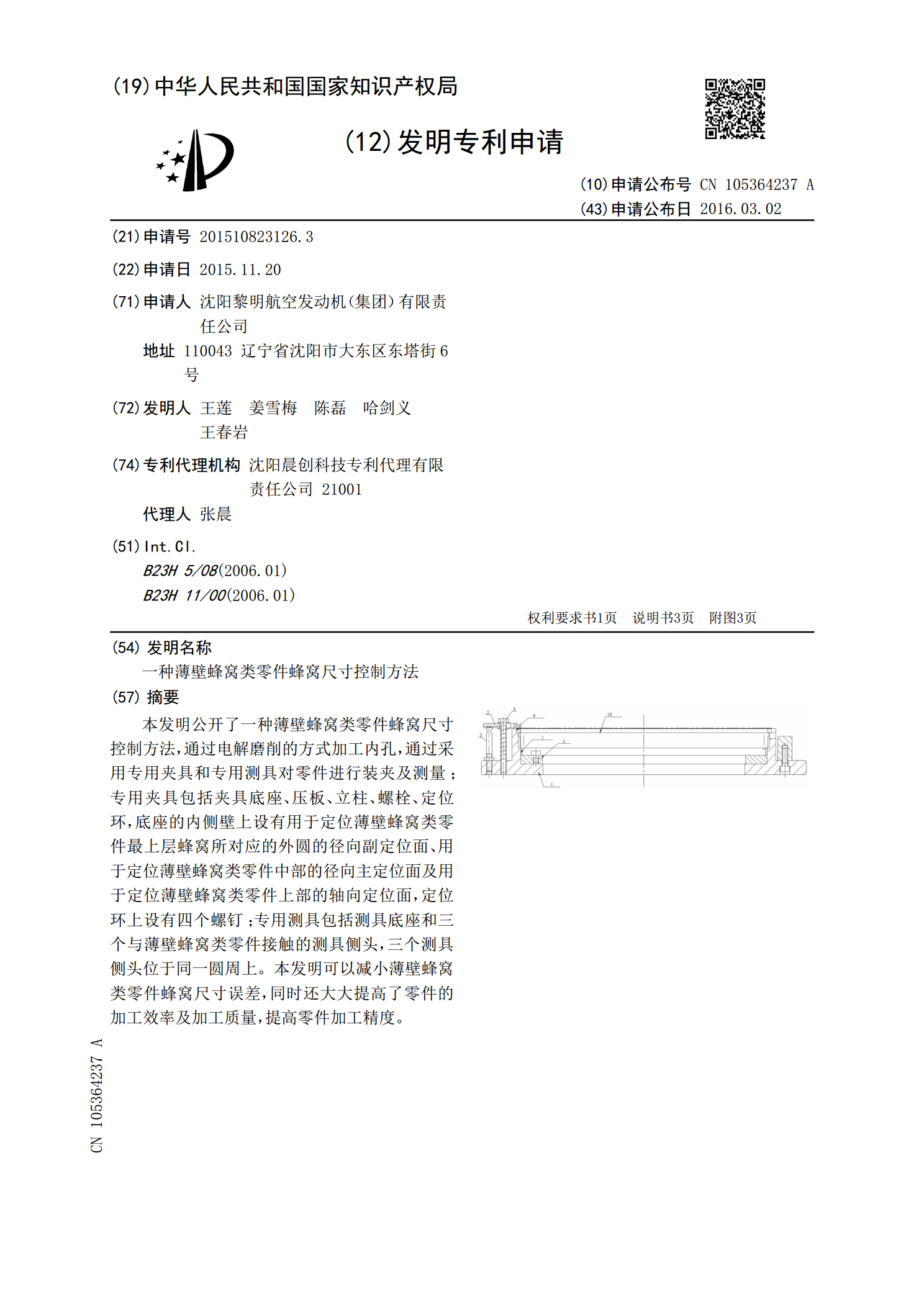
本发明公开了一种薄壁蜂窝类零件蜂窝尺寸控制方法,通过电解磨削的方式加工内孔,通过采用专用夹具和专用测具对零件进行装夹及测量;专用夹具包括夹具底座、压板、立柱、螺栓、定位环,底座的内侧壁上设有用于定位薄壁蜂窝类零件最上层蜂窝所对应的外圆的径向副定位面、用于定位薄壁蜂窝类零件中部的径向主定位面及用于定位薄壁蜂窝类零件上部的轴向定位面,定位环上设有四个螺钉;专用测具包括测具底座和三个与薄壁蜂窝类零件接触的测具侧头,三个测具侧头位于同一圆周上。本发明可以减小薄壁蜂窝类零件蜂窝尺寸误差,同时还大大提高了零件的加工效

基于IMM的大尺寸回转零件动态位置检测方法.docx
基于IMM的大尺寸回转零件动态位置检测方法摘要:本文提出了一种基于IMM(InteractingMultipleModel)的大尺寸回转零件动态位置检测方法。该方法采用多模型融合策略,并结合粒子滤波算法,能够有效、准确地检测目标的位置和姿态,并提高估计精度。在实验中,该方法被应用于检测车辆轮胎的位置及姿态信息,结果表明本文提出的方法具有良好的检测效果和鲁棒性。关键词:大尺寸回转零件;动态位置检测;IMM;粒子滤波;多模型融合1.引言大尺寸回转零件具有重要的工业应用价值。然而,由于其在运动过程中受到外界干扰