
一种干煤粉水冷壁气化炉水冷壁内件与外壳立套找正方法.pdf

星星****眨眼

1/10
2/10
3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种干煤粉水冷壁气化炉水冷壁内件与外壳立套找正方法.pdf
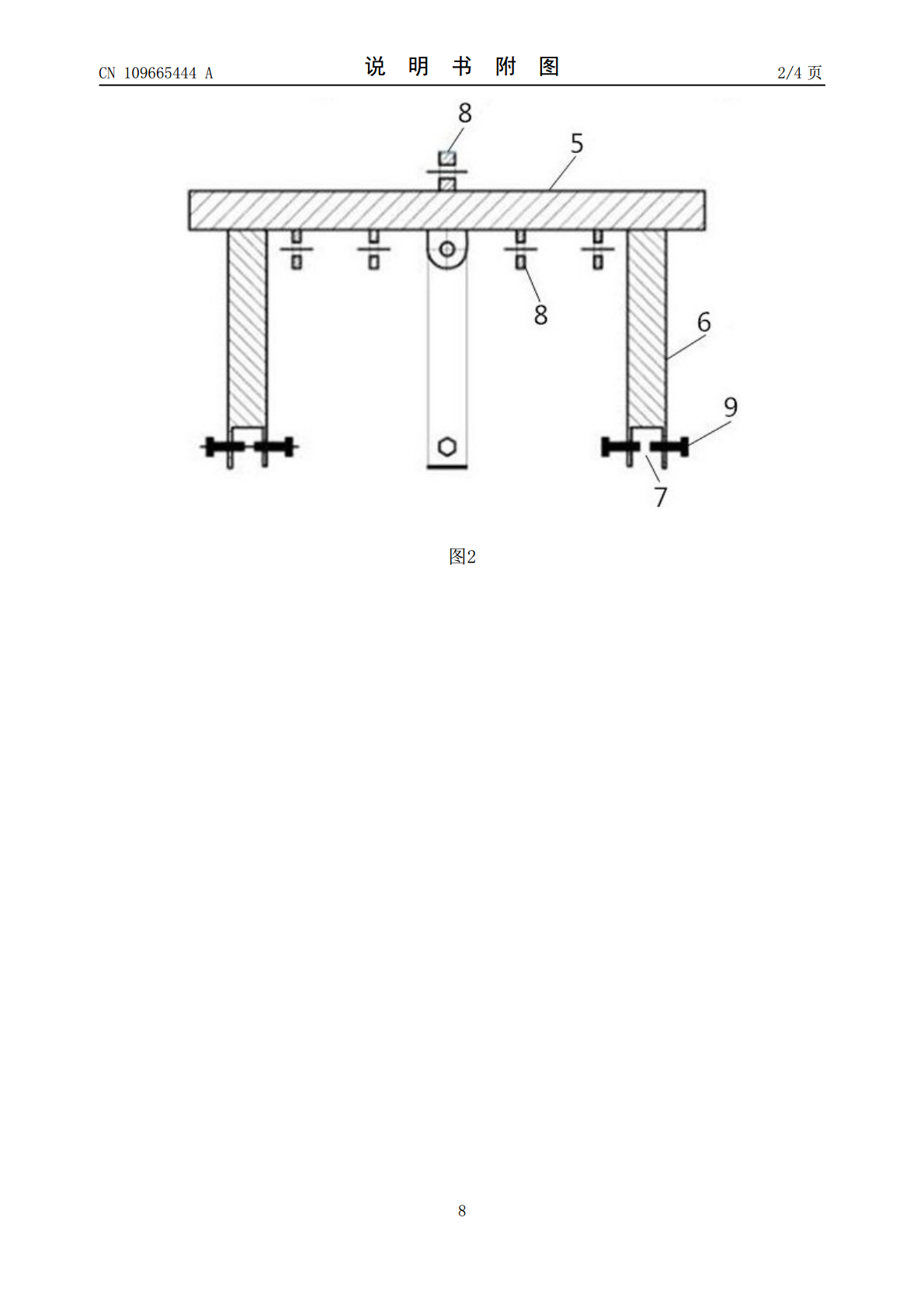
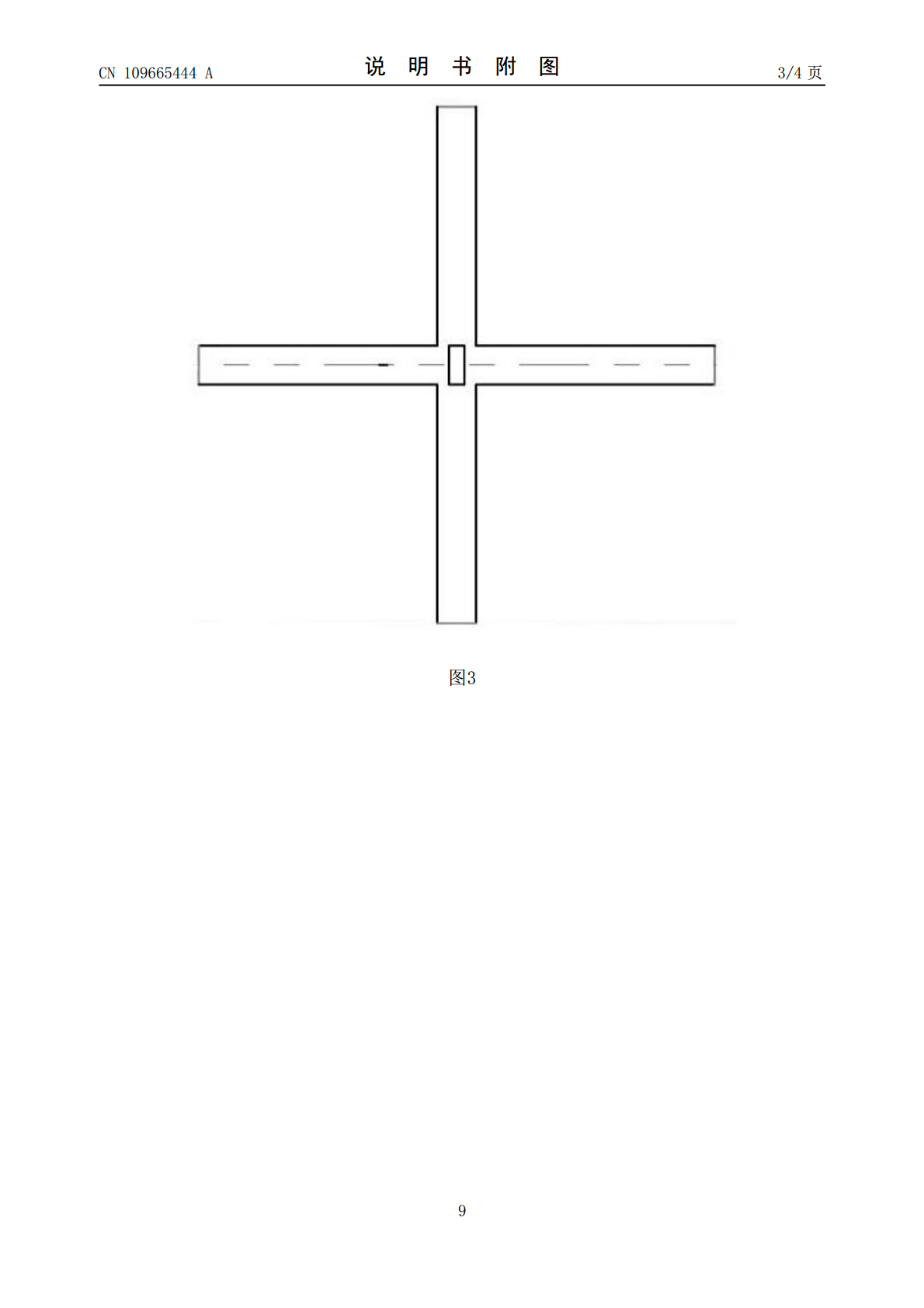
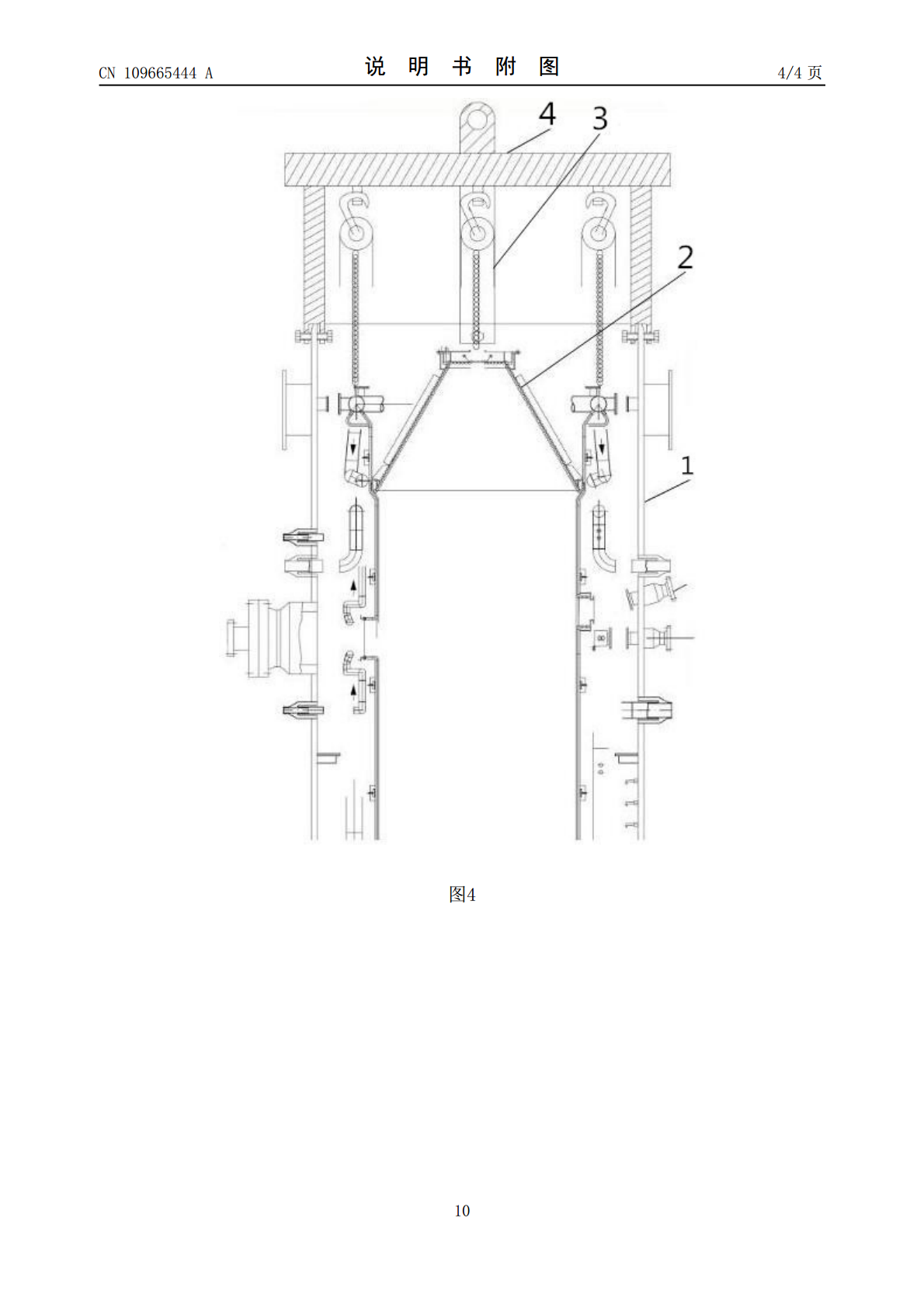
本发明公开了一种干煤粉水冷壁气化炉水冷壁内件与外壳立套找正方法,包括如下步骤:1.将外壳筒身竖直固定在目标位置;2.将水冷壁内件吊起并套入外壳筒身内;3.将立腿式自支撑十字梁吊起并置于外壳筒身的顶部端口上;4.沿着水冷壁内件的周向,采用四个起重葫芦将水冷壁内件吊在立腿式自支撑十字梁上;5.拆除吊车;6.手动微调各起重葫芦,完成水冷壁内件与外壳筒身的找正。本方法通过人工手动微调起重葫芦来代替吊车机械操作,可以保证水冷壁内件与外壳筒身之间的找正精度,缩短找正时间,缩短制造周期,减少吊车使用时间,降低吊车使用费
水冷壁结构及干煤粉气化炉.pdf
本发明公开了一种水冷壁结构及干煤粉气化炉,所述水冷壁结构包括上段、中段以及下段,所述上段具有用于接收燃烧物的烧嘴部,所述中段具有连通所述上段和所述下段的燃烧腔,所述下段具有排出渣状物的下渣口,所述水冷壁结构包括多个第一冷却水管(1),多个所述第一冷却水管(1)环绕形成所述下渣口。本发明的水冷壁结构能够延长下渣口、导向管以及下降管等部位的使用寿命,提高生产安全性。
一种气化炉水冷壁内件结构.pdf
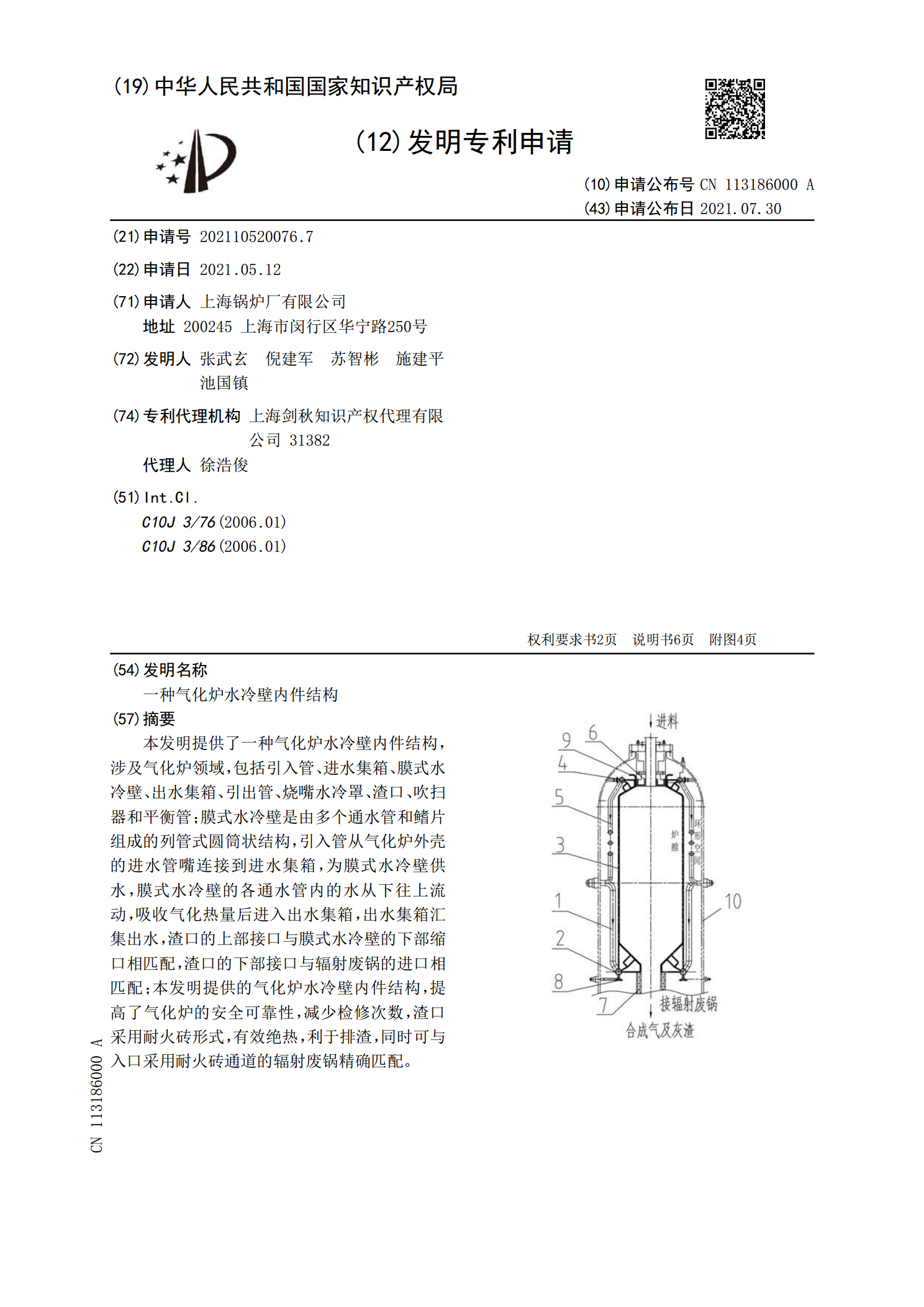
本发明提供了一种气化炉水冷壁内件结构,涉及气化炉领域,包括引入管、进水集箱、膜式水冷壁、出水集箱、引出管、烧嘴水冷罩、渣口、吹扫器和平衡管;膜式水冷壁是由多个通水管和鳍片组成的列管式圆筒状结构,引入管从气化炉外壳的进水管嘴连接到进水集箱,为膜式水冷壁供水,膜式水冷壁的各通水管内的水从下往上流动,吸收气化热量后进入出水集箱,出水集箱汇集出水,渣口的上部接口与膜式水冷壁的下部缩口相匹配,渣口的下部接口与辐射废锅的进口相匹配;本发明提供的气化炉水冷壁内件结构,提高了气化炉的安全可靠性,减少检修次数,渣口采用耐火

SiC耐火材料在干煤粉水冷壁气化炉中的应用.docx
SiC耐火材料在干煤粉水冷壁气化炉中的应用引言:干煤粉水冷壁气化炉是目前应用比较广泛的一种气化技术,其气化过程中需要承受高温高压等严酷的工况环境。为了保证其正常稳定运行,确保设备的安全性与耐久性,必须选用高质量的耐火材料作为衬里材料。本文将简要介绍SiC耐火材料在干煤粉水冷壁气化炉中的应用。一、SiC耐火材料的特性SiC即碳化硅,具有多项优异的物理化学性质,是目前耐火材料市场上较为理想的一种材料。SiC耐火材料的主要特性如下:1.高温稳定性SiC耐火材料具有极佳的高温稳定性,可以承受高温高压等严酷的工况环

煤粉锅炉水冷壁的焊接方法探究.docx
煤粉锅炉水冷壁的焊接方法探究煤粉锅炉是一种常见的热力设备,是烧煤粉的锅炉,由于煤粉的不可再生性和环境污染,大多数国家都开始逐步淘汰它。但是在一些发展中国家,煤粉锅炉仍然是很常见的。煤粉锅炉的水冷壁是锅炉的一个非常重要的组成部分,因为它是锅炉受热管的主要部分,所以焊接水冷壁的质量对于煤粉锅炉的运行安全和经济性都有着很大的影响。在此,我们将对煤粉锅炉水冷壁的焊接方法进行探究。一、煤粉锅炉水冷壁的结构特点煤粉锅炉水冷壁是煤粉锅炉中受热面的主要组成部分,主要由水冷管、支撑构件、固定设备、管板等组成。水冷管是水冷壁