
一种高镜面耐腐蚀塑料模具钢及其制造方法.pdf

爱欢****23


1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高镜面耐腐蚀塑料模具钢及其制造方法.pdf
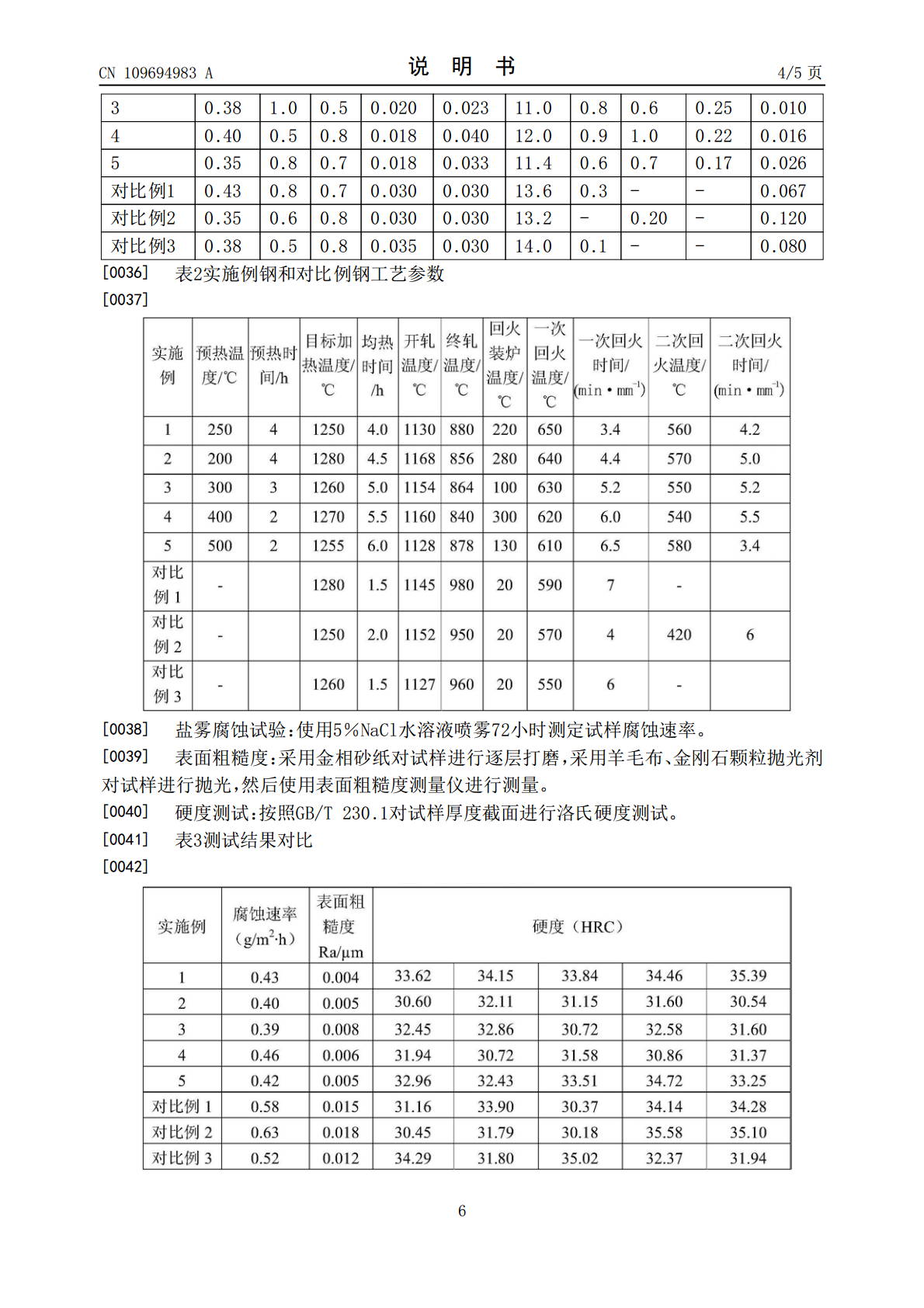
本发明公开一种高镜面耐腐蚀塑料模具钢及其制造方法。钢中含有,C:0.32%~0.46%;Si:0.4%~1.2%;Mn:0.4%~0.8%;P≤0.020%;S≤0.040%;Cr:10.8%~12.8%;Cu:0.3%~1.2%;Ni:0.5%~1.0%;Nb:0.15%~0.25%;N:0.01%~0.03%,其余为Fe和不可避免的杂质。钢坯料装炉后在200~500℃预热后升温,预热时间≥2h,加热温度1250~1280℃,均热时间4~6h,开轧温度≥1100℃,终轧温度840~880℃;轧后空冷至1
一种耐腐蚀塑料模具钢及其制造方法.pdf
本发明涉及一种新型耐腐蚀模具钢,其重量百分比化学成分为:C:0.16-0.24%,Si≤0.15%,Mn≤0.15%,P<0.015%,S<0.005%,Cr:12.00-12.60%,N:0.13-0.20%,Ta:0.03-0.08%,C+N=0.30-0.37%,余量为Fe及不可避免的杂质。本发明还涉及其制造方法,包括:在真空感应炉熔炼浇注成电极棒→再电渣重熔成电渣锭→钢锭加热锻造成锻坯→锻坯退火处理;其中,钢锭锻造前,加热到1100-1200℃温度,保温1-2小时;锻坯退火处理中,退火温度为830
一种加氮耐腐蚀塑料模具钢及其制造方法.pdf
本发明涉及一种加氮耐腐蚀塑料模具钢,其化学成分质量百分比含量为:C:0.26‑0.35%,Si:0.25‑0.40%,Mn:0.70‑1.20%,Ni:0.40‑0.60%,Cr:15.5~17.00%,Mo:0.80‑1.20%,P≤0.020%,S≤0.010%,N:0.05‑0.15%,余量为Fe,其制造方法为电炉冶炼、真空精炼、吹氮气、铸锭,钢锭脱模后热送加热或切冒口后电渣;加热至1200±10℃保温10~15小时后剁掉冒口,镦粗至H,镦粗比控制在2.0‑2.3;整体镦拔至H1=(0.6~0.7)
一种P80高镜面塑料模具钢板的制造方法.pdf
本发明公开了一种P80高镜面塑料模具钢板的制造方法,步骤如下:1)在转炉铁水倒入前加入80%以上的Ni板和Cu板,使吹炼后的钢水Ni含量和Cu含量分别达到2.50%和0.80%;2)LF精炼造高碱度渣,加合金进行成分微调,制得钢水;3)钢水经RH/VD真空炉脱气除杂,出站钢中[H]≤2ppm;4)连铸采用专用保护渣,板坯拉速控制在0.55~0.85m/min;5)坯料在加热炉存炉时间≥700分钟,预热温度≤800℃,预热结束后快速升温至1150℃以上;6)钢板轧制后在线冷却,开冷温度865℃~885℃,冷
低碳易焊接耐腐蚀塑料模具钢及其制造方法.pdf
本发明涉及一种低碳易焊接耐腐蚀塑料模具钢,其化学成分质量百分比含量为:C≤0.15%,Si≤0.40%,Mn≤1.20%,Ni≤1.20%,Cr=4.00~6.00%,Mo≤0.50%,V≤0.12%,P≤0.020%,S≤0.010%,B=0.01~0.03%,余量为Fe及其它不可避免的杂质,以上原材料的显微组织为均匀的低碳板条马氏体,本发明还涉及其制造方法为电炉冶炼+真空精炼+铸锭+过冷,然后加热、锻造成型,并进行锻后风冷淬火+回火,生产出具有易焊接、耐腐蚀、硬度(39~42HRC)的塑料模具钢。