
一种耐腐蚀高耐磨钢球及其制造方法.pdf

青团****青吖

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐腐蚀高耐磨钢球及其制造方法.pdf
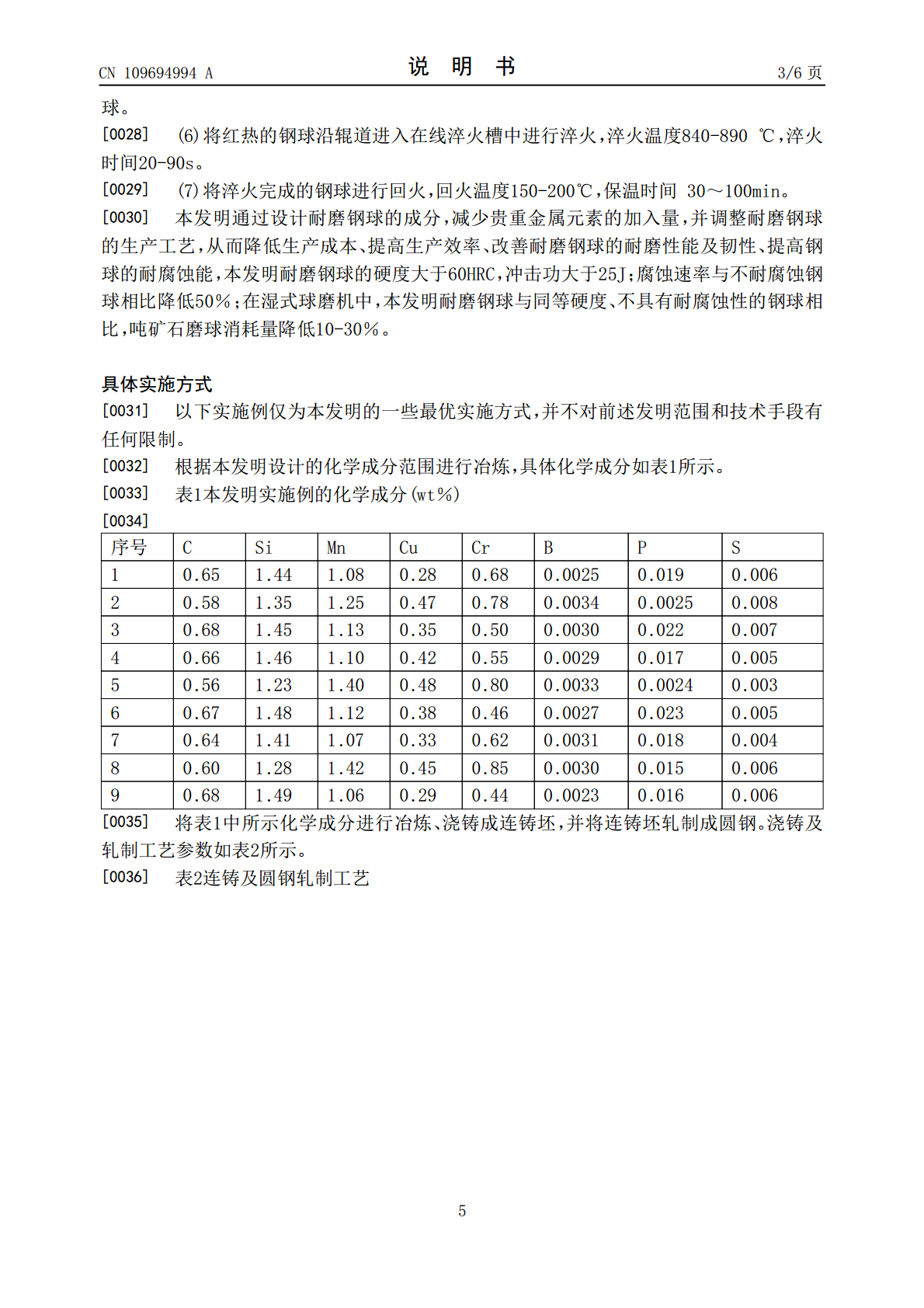
本发明提供了一种耐腐蚀高耐磨钢球及制造方法,钢球化学成分重量百分比为:C:0.54%~0.69%,Si:1.20%~1.50%,Mn:1.05%~1.45%,Cu:0.25%~0.50%,Cr:0.40%~0.90%,B:0.0022%~0.0035%,P:0.015%~0.030%,S≤0.030%,余量为Fe及不可避免的杂质。本发明采用的制造方法包括:转炉冶炼,方坯连铸,连铸坯加热温度1150~1250℃,保温时间30~120min,开轧温度1000~1100℃,终轧温度810‑940℃,得轧球用圆钢
一种具有优良韧性的高耐磨钢球及其制造方法.pdf
本发明提供了一种具有优良韧性的高耐磨钢球及其制造方法,钢球的化学成分重量百分比为:C:0.55%~0.63%,Si:1.61%~1.85%,Mn:0.65%~1.20%,Cr:0.65%~0.95%,B:0.0021%~0.0029%,P≤0.030%,S≤0.030%,余量为Fe及不可避免的杂质。本发明采用的制造方法包括:转炉冶炼,方坯连铸,连铸坯加热温度1150~1250℃,保温时间30~120min,开轧温度1000~1100℃,终轧温度810‑940℃,得轧球用圆钢;圆钢缓冷后进行再加热轧制,采用
一种高韧性耐腐蚀钢及其制造方法.pdf
本发明涉及一种高韧性耐腐蚀钢,其化学成分重量百分比为:C:0.03-0.10%,Si:0.2-0.6%,Mn:0.35-0.75%,Cr:12-114%,Ni:0.5-1.5%,Al:0.01-0.04%,Mo:0.1-0.3%,P≤0.015%,S≤0.006%,N≤0.01%,其中Al/N>2,余量为Fe和不可避免的杂质。其制造方法,包括:采用电弧炉加炉外精炼并经真空精炼处理,或氧气转炉加炉外精炼并经真空精炼处理,或电渣重熔法冶炼后浇铸成锭;锻造前采用温锭入炉,入炉钢锭表面温度小于600℃;锻造加热温
一种耐腐蚀不锈钢及其制造方法.pdf
本发明涉及不锈钢领域,公开了一种耐腐蚀不锈钢及其制造方法,该不锈钢以质量百分比计含有,C:0.04‑0.06%、Si:3‑3.5%、S:0.03‑0.04%、P:0.002‑0.004%、N:0.006‑0.008%、Cr:3.6‑3.9%、Ni:3.2‑3.5%、Mo:2.5‑2.8%、Mn:2.3‑2.6%、Zn:0.1‑0.2%、Nb:0.15‑0.18%、Al:0.04‑0.06%、Ti:0.05‑0.08%、Co:0.03‑0.05%、Rh:0.023‑0.025%,本发明通过合理的控制不锈钢中
一种低成本高耐磨的耐磨钢及其制造方法.pdf
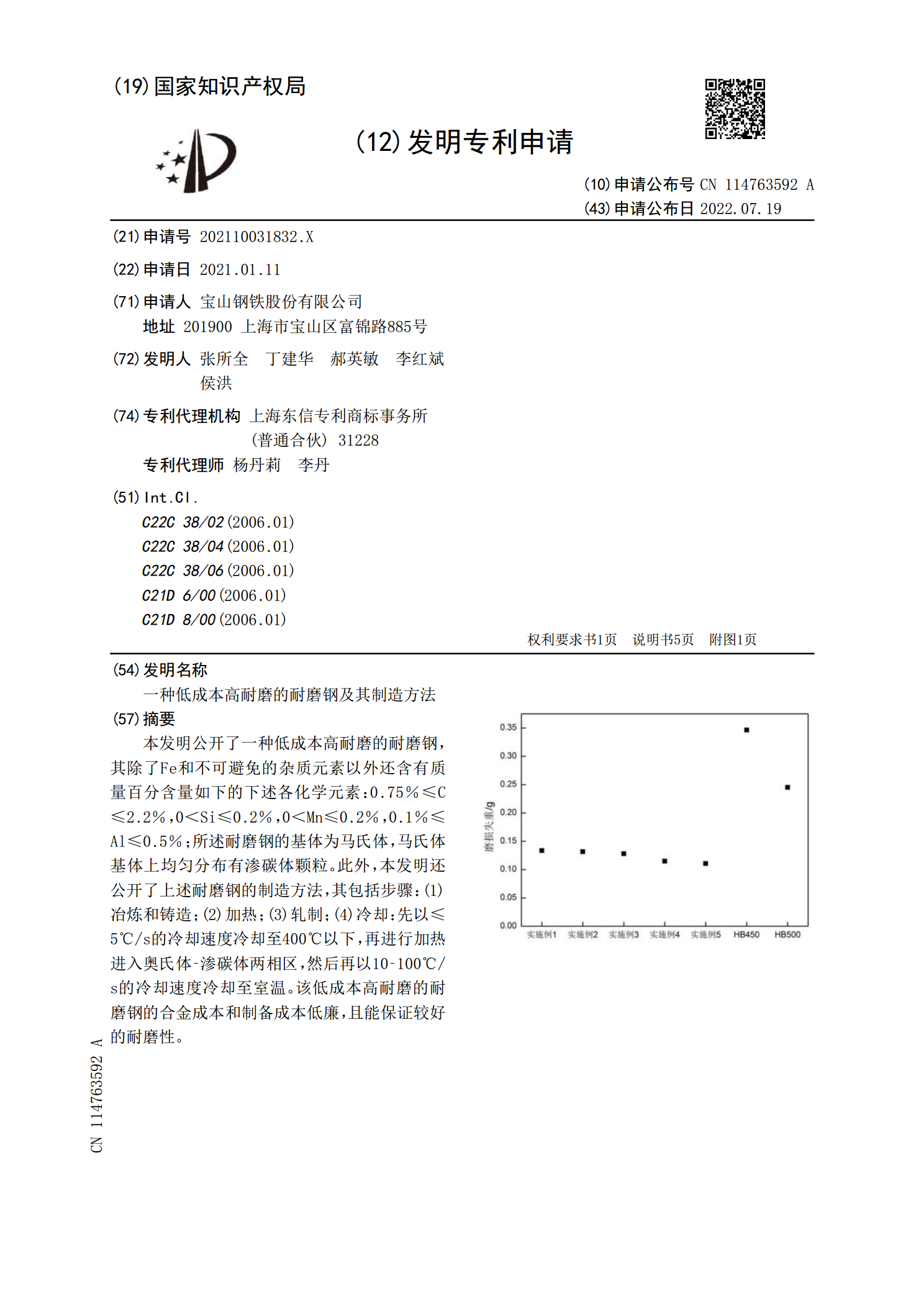
本发明公开了一种低成本高耐磨的耐磨钢,其除了Fe和不可避免的杂质元素以外还含有质量百分含量如下的下述各化学元素:0.75%≤C≤2.2%,0<Si≤0.2%,0<Mn≤0.2%,0.1%≤Al≤0.5%;所述耐磨钢的基体为马氏体,马氏体基体上均匀分布有渗碳体颗粒。此外,本发明还公开了上述耐磨钢的制造方法,其包括步骤:(1)冶炼和铸造;(2)加热;(3)轧制;(4)冷却:先以≤5℃/s的冷却速度冷却至400℃以下,再进行加热进入奥氏体?渗碳体两相区,然后再以10?100℃/s的冷却速度冷却至室温。该低成本高