
轧辊的制备方法及轧辊.pdf

猫巷****晓容

1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轧辊的制备方法及轧辊.pdf
本发明提供了一种轧辊的制备方法及轧辊,本发明的轧辊的制备方法包括如下步骤,首先冶炼成分合格的轧辊外层的铁水,后加热至1500‑1550℃保温30分钟;在铁水包底部预加入硅锆合金和稀土硅铁合金;待铁水温度降至1390‑1420℃时,将铁水出炉至铁水包内,出炉后扒渣;然后待铁水温度降低至1350±5℃时,在铁水内加入硅铁合金,搅拌至充分融化;在浇注位预先准备漏斗,并在漏斗内预装硅铁粒;待铁水温度降低至1330±5℃时,将铁水包移至浇注位进行浇注,同时使硅铁粒随浇注的铁水均匀进入型腔。本发明的轧辊的制备方法,可
球墨铸铁轧辊的制备方法以及轧辊.pdf
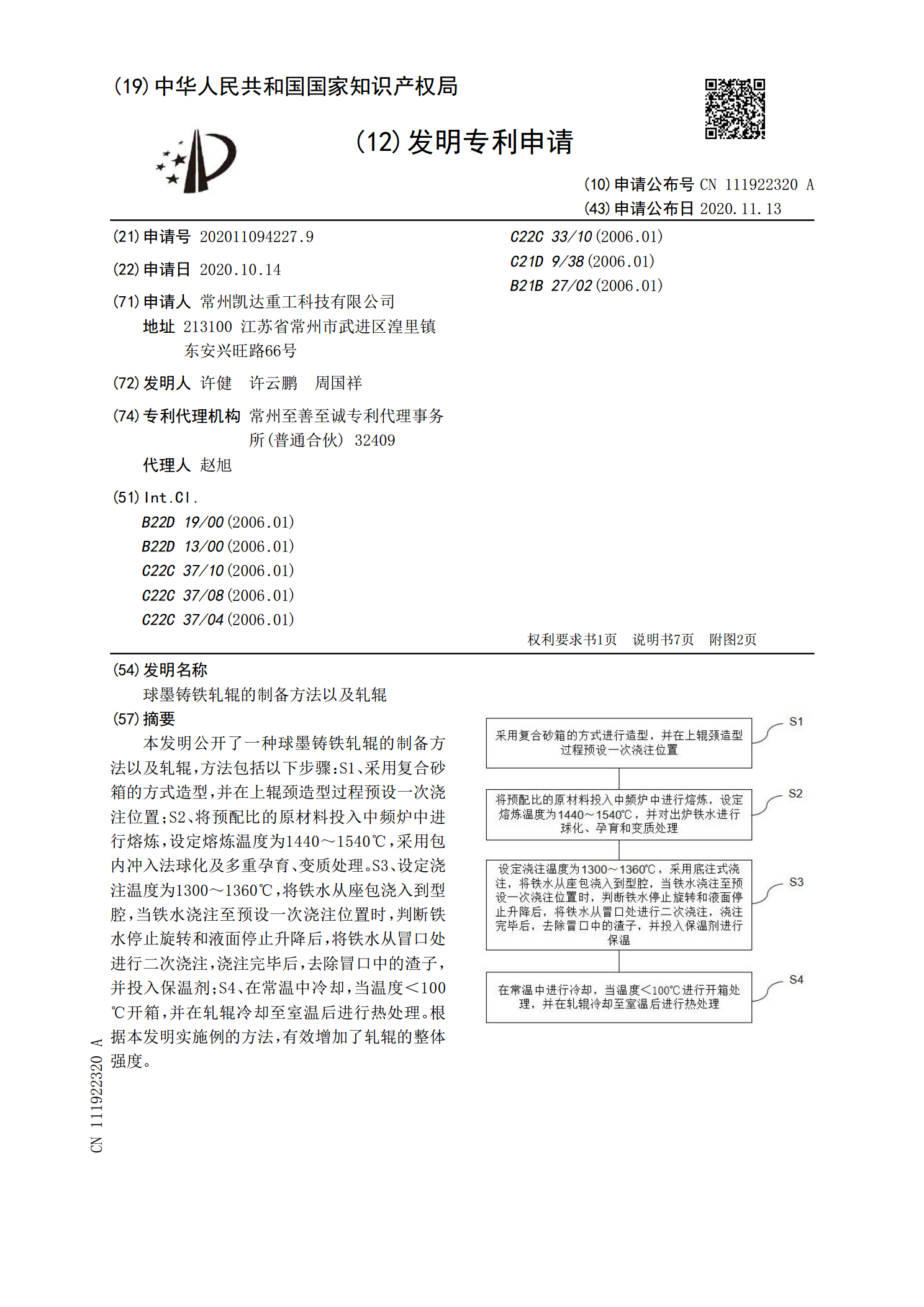
本发明公开了一种球墨铸铁轧辊的制备方法以及轧辊,方法包括以下步骤:S1、采用复合砂箱的方式造型,并在上辊颈造型过程预设一次浇注位置;S2、将预配比的原材料投入中频炉中进行熔炼,设定熔炼温度为1440~1540℃,采用包内冲入法球化及多重孕育、变质处理。S3、设定浇注温度为1300~1360℃,将铁水从座包浇入到型腔,当铁水浇注至预设一次浇注位置时,判断铁水停止旋转和液面停止升降后,将铁水从冒口处进行二次浇注,浇注完毕后,去除冒口中的渣子,并投入保温剂;S4、在常温中冷却,当温度<100℃开箱,并在轧辊冷却
耐磨窄带钢轧辊及其制备方法.pdf
耐磨窄带钢轧辊及其制备方法,属于轧辊技术领域。耐磨窄带钢轧辊包括工作层以及球墨铸铁辊芯两部分,用两台电炉分别熔炼工作层(外层)耐磨铸铁铁水和辊芯球墨铸铁铁水;外层铁水熔炼过程中,先将废钢、增碳剂、含氮铬铁和高碳铬铁加入炉内混合加热熔化,升温至1424‑1447℃后,加入锰铁,并调整炉内铁水的化学组成及质量分数为:3.07‑3.22%C,
基于轧辊硬度预测轧辊寿命的方法.pdf
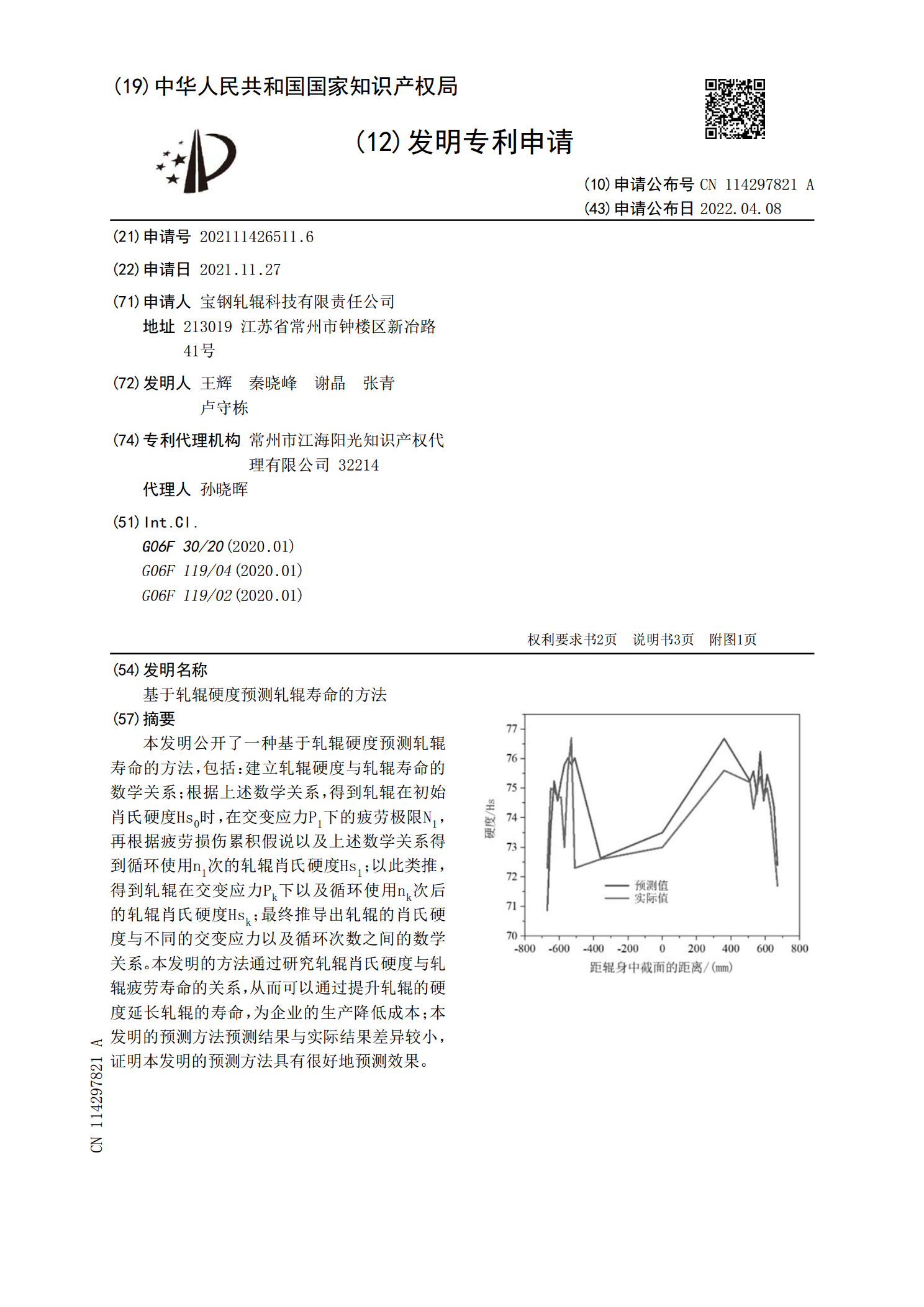
本发明公开了一种基于轧辊硬度预测轧辊寿命的方法,包括:建立轧辊硬度与轧辊寿命的数学关系;根据上述数学关系,得到轧辊在初始肖氏硬度Hs<base:Sub>0</base:Sub>时,在交变应力P<base:Sub>1</base:Sub>下的疲劳极限N<base:Sub>1</base:Sub>,再根据疲劳损伤累积假说以及上述数学关系得到循环使用n<base:Sub>1</base:Sub>次的轧辊肖氏硬度Hs<base:Sub>1</base:Sub>;以此类推,得到轧辊在交变应力P<base:Sub>k

双层复合高铬铁轧辊及其制备方法.pdf
本发明提供了一种双层复合高铬铁轧辊及其制备方法,双层复合高铬铁轧辊包括外层和芯部,所述双层复合高铬铁轧辊采用退火和深冷处理,外层为高铬铁,并采用如下质量百分比的组分制成:C:2.4?3.0%,Si:0.3?1.0%,Mn:0.5?1.0%,P≤0.1%,S≤0.05%,Cr:12?18%,Ni:0.2?1.5%,Mo:0.8?1.5%,V:0.7?2.5%,余量为Fe和不可避免的杂质;芯部为球墨铸铁,并采用如下质量百分比的组分制成:C:3.0?3.6%,Si:1.5?2.5%,Mn:0.3?0.9%,P≤