
一种精密快速成型汽车电子类模具的制作方法.pdf

思洁****爱吗


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精密快速成型汽车电子类模具的制作方法.pdf
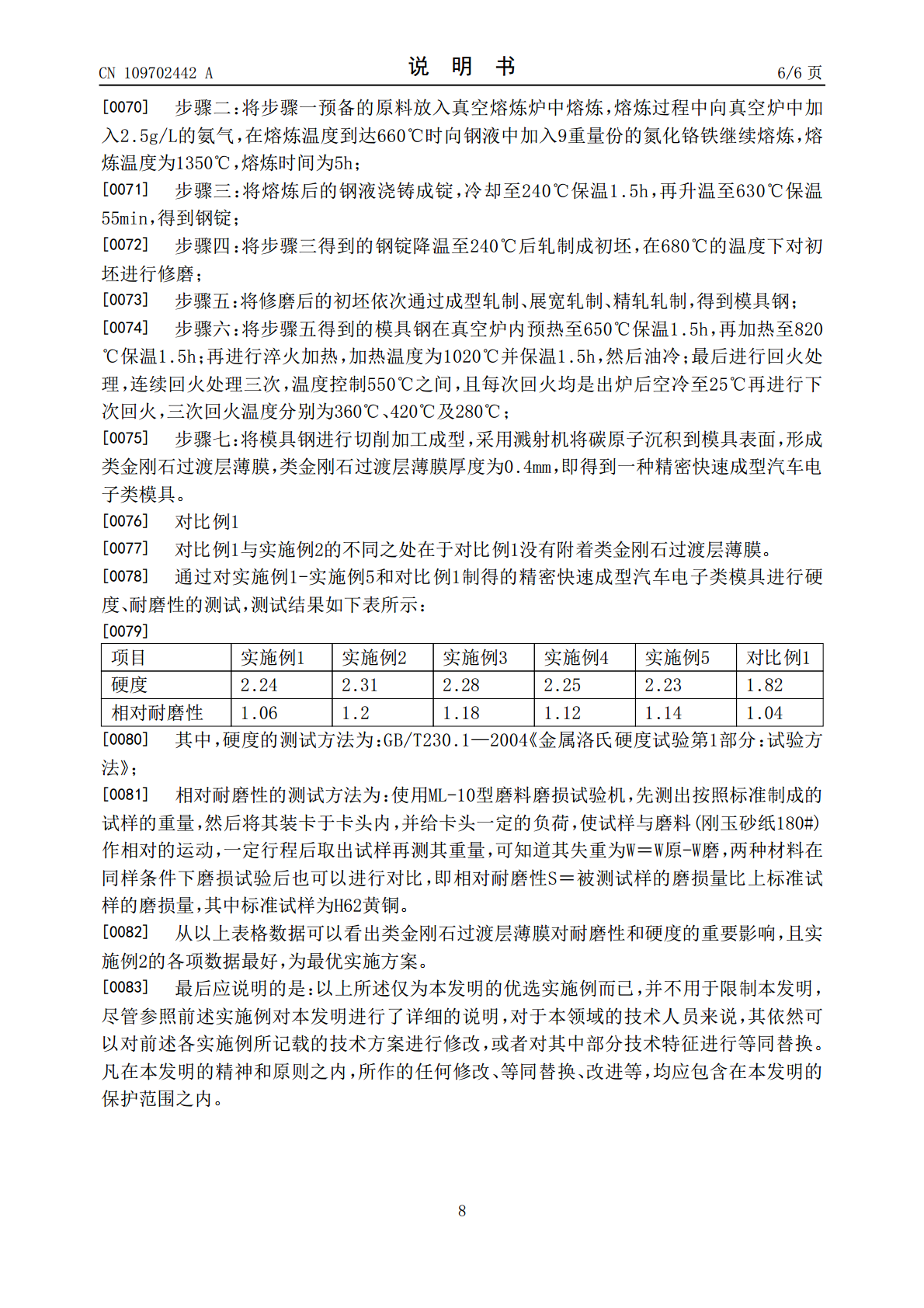
本发明涉及注塑模具技术领域,具体涉及一种精密快速成型汽车电子类模具的制作方法,包括以下步骤:将预备的原料放入真空熔炼炉中熔炼,熔炼温度为1240‑1350℃,熔炼时间为3‑5h;将熔炼后的钢液浇铸成锭,冷却至220‑240℃保温1‑1.5h,再升温至550‑630℃保温30‑55min,得到钢锭,降温至220‑240℃后轧制成初坯,在660‑680℃的温度下对初坯进行修磨;将修磨后的初坯依次通过成型轧制、展宽轧制、精轧轧制,得到模具钢,经过热处理,进行切削加工成型,采用溅射机将碳原子沉积到模具表面,形成类
一种精密快速成型模具.pdf
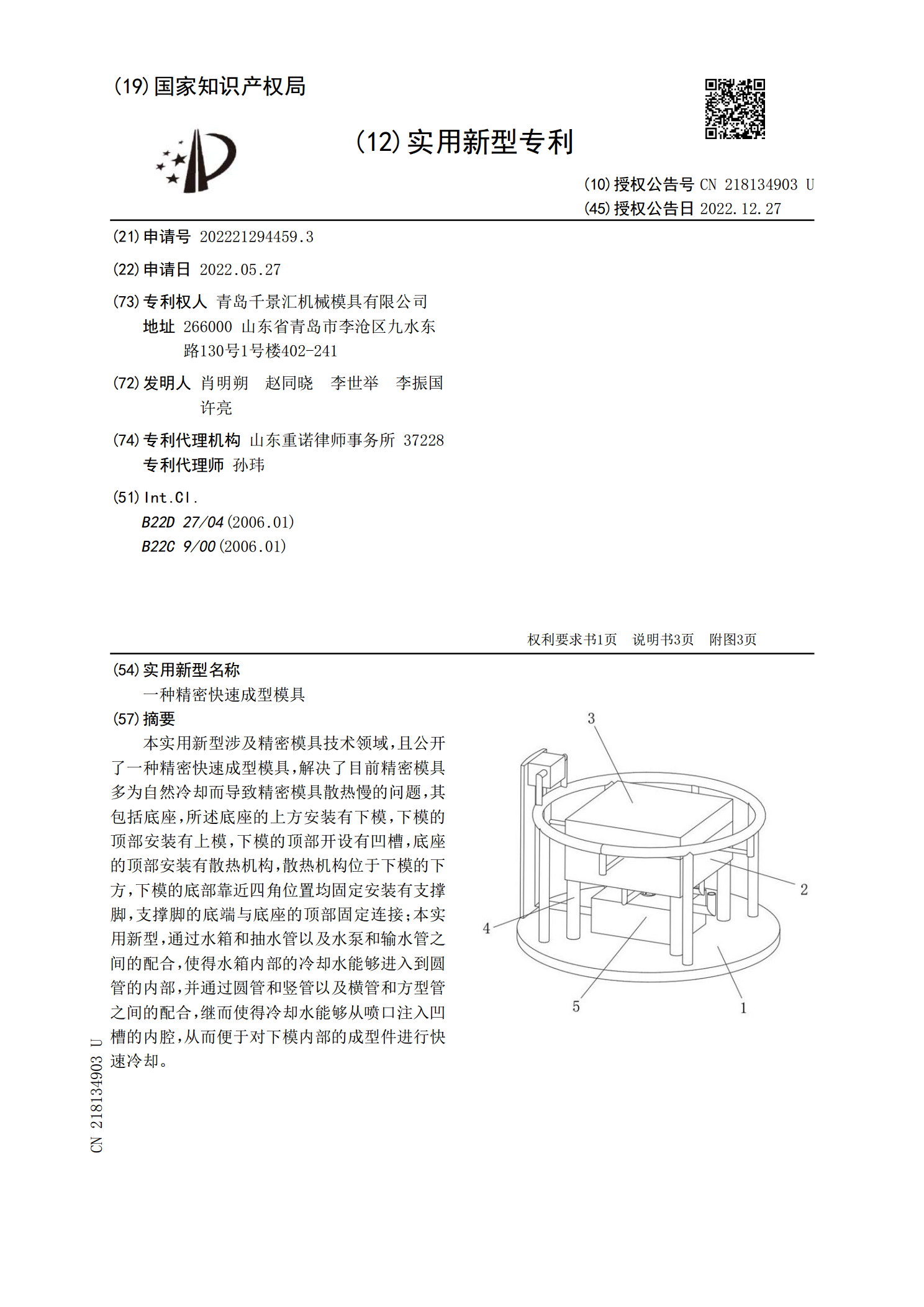
本实用新型涉及精密模具技术领域,且公开了一种精密快速成型模具,解决了目前精密模具多为自然冷却而导致精密模具散热慢的问题,其包括底座,所述底座的上方安装有下模,下模的顶部安装有上模,下模的顶部开设有凹槽,底座的顶部安装有散热机构,散热机构位于下模的下方,下模的底部靠近四角位置均固定安装有支撑脚,支撑脚的底端与底座的顶部固定连接;本实用新型,通过水箱和抽水管以及水泵和输水管之间的配合,使得水箱内部的冷却水能够进入到圆管的内部,并通过圆管和竖管以及横管和方型管之间的配合,继而使得冷却水能够从喷口注入凹槽的内腔,
一种快速成型精密模具制造焊接装置.pdf
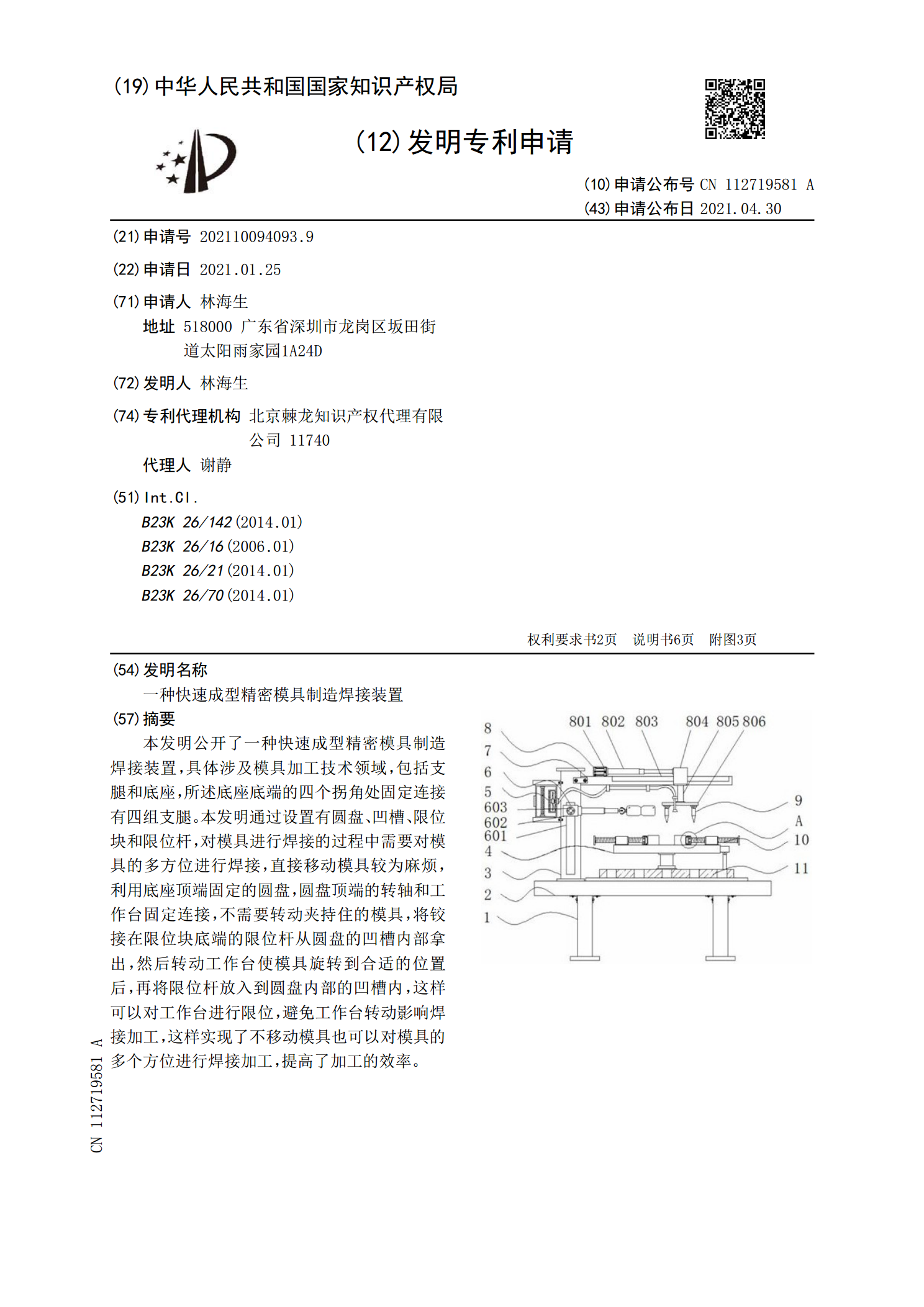
本发明公开了一种快速成型精密模具制造焊接装置,具体涉及模具加工技术领域,包括支腿和底座,所述底座底端的四个拐角处固定连接有四组支腿。本发明通过设置有圆盘、凹槽、限位块和限位杆,对模具进行焊接的过程中需要对模具的多方位进行焊接,直接移动模具较为麻烦,利用底座顶端固定的圆盘,圆盘顶端的转轴和工作台固定连接,不需要转动夹持住的模具,将铰接在限位块底端的限位杆从圆盘的凹槽内部拿出,然后转动工作台使模具旋转到合适的位置后,再将限位杆放入到圆盘内部的凹槽内,这样可以对工作台进行限位,避免工作台转动影响焊接加工,这样实
一种快速成型溶模精密铸造模具.pdf
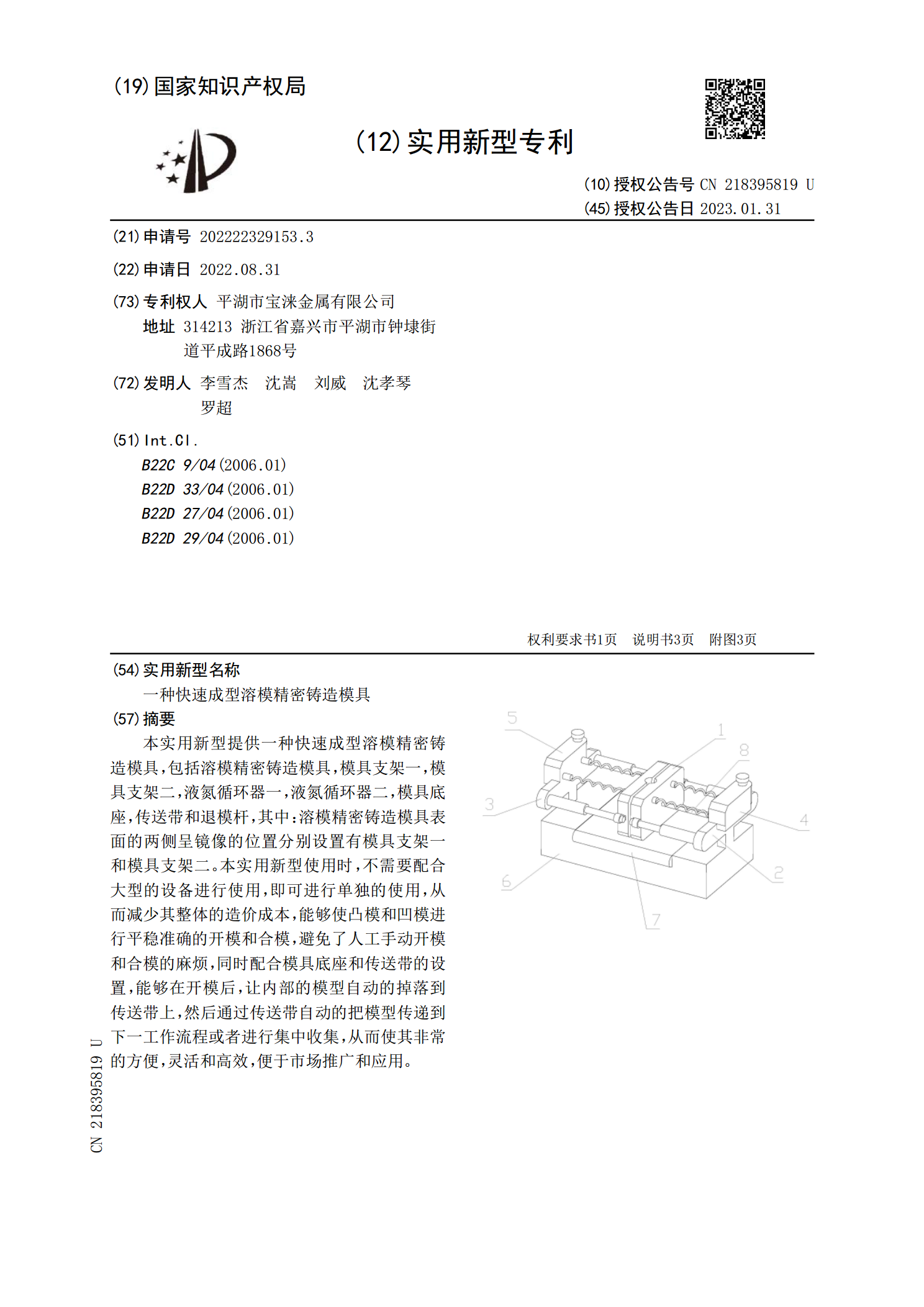
本实用新型提供一种快速成型溶模精密铸造模具,包括溶模精密铸造模具,模具支架一,模具支架二,液氮循环器一,液氮循环器二,模具底座,传送带和退模杆,其中:溶模精密铸造模具表面的两侧呈镜像的位置分别设置有模具支架一和模具支架二。本实用新型使用时,不需要配合大型的设备进行使用,即可进行单独的使用,从而减少其整体的造价成本,能够使凸模和凹模进行平稳准确的开模和合模,避免了人工手动开模和合模的麻烦,同时配合模具底座和传送带的设置,能够在开模后,让内部的模型自动的掉落到传送带上,然后通过传送带自动的把模型传递到下一工作
一种汽车成型精密模具表面强化处理方法.pdf
本发明提供了一种金属材料表面强化热处理的工艺方法,其特征的具体步骤为:第一步:将经过真空热处理的汽车成型精密模具的寿命和汽车零部件用游标卡尺检测尺寸,并做详细标定;第二步:将有关物料进行精确配比,放入耐热钢制作的炉罐中,缓慢加热到900-950℃,使用专用搅拌设备均匀搅拌至熔融状态;第三步:将模具装入专用料架,缓慢放入熔融状态的物料中,按计算工艺时间,将料架转入冷却槽中进行快速等温冷却,再空冷至室温后测试的表面硬度应在2500-3000HV以上,心部硬度为59-61HRC,硬化层为0.010-0.015m