
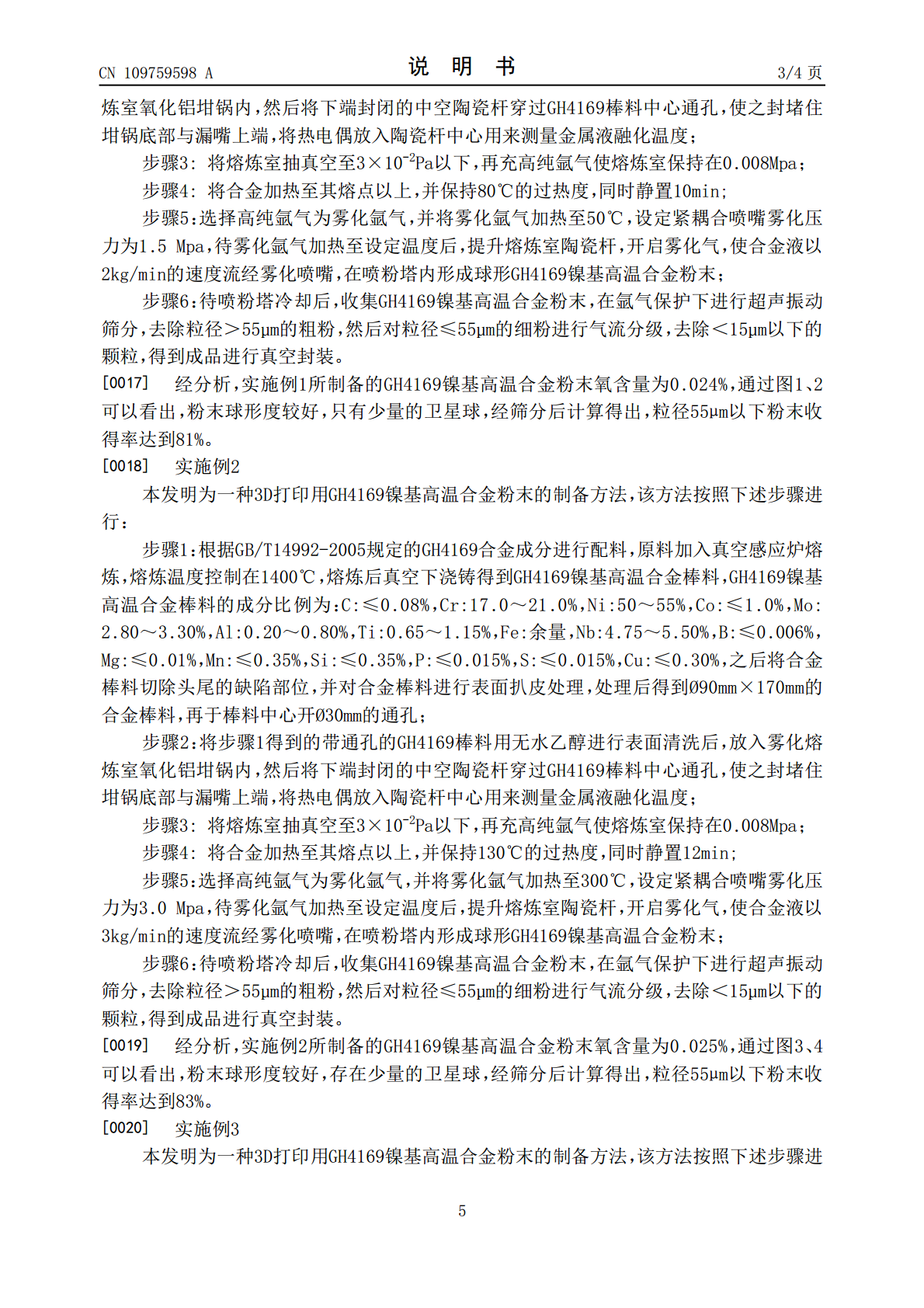
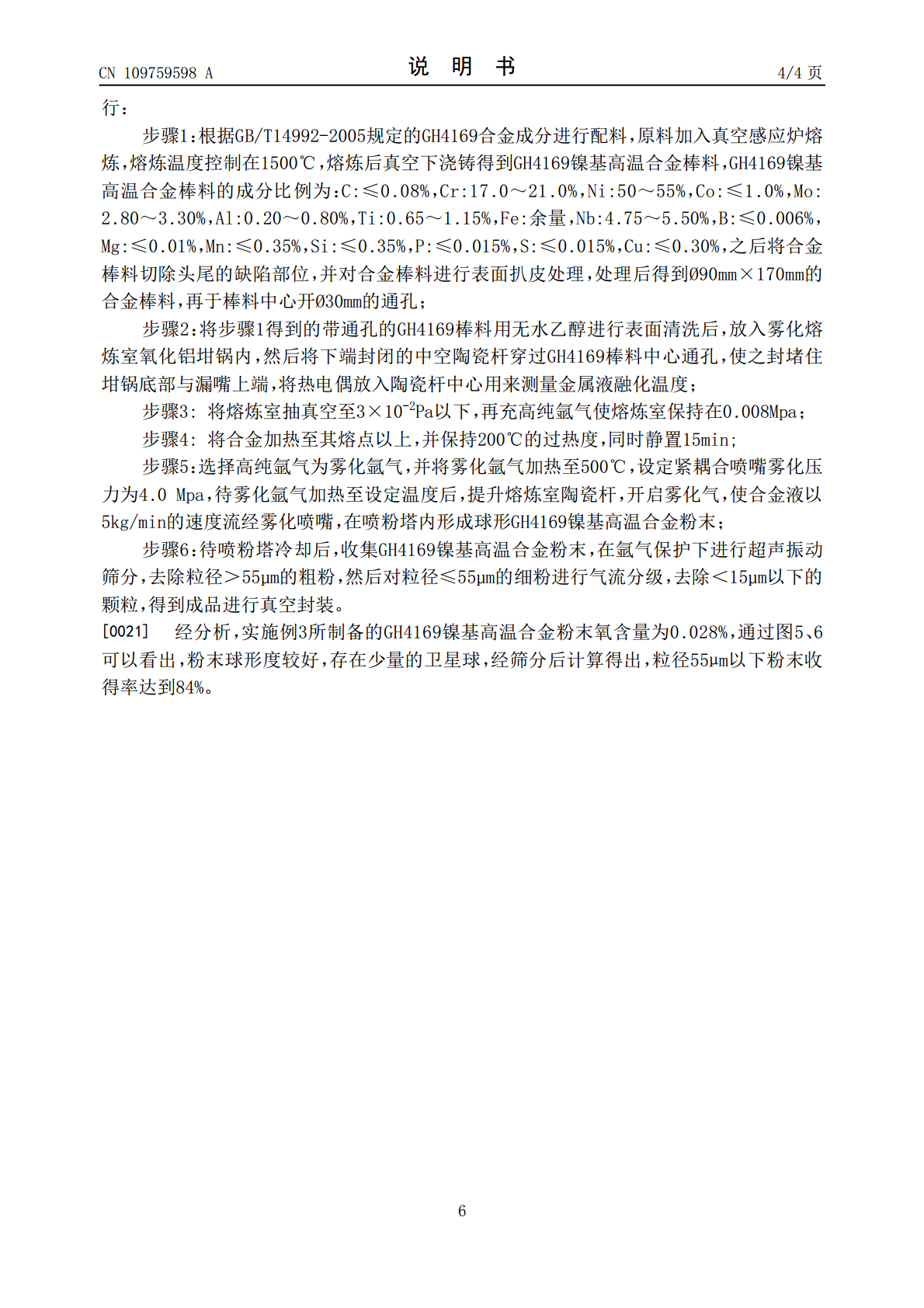
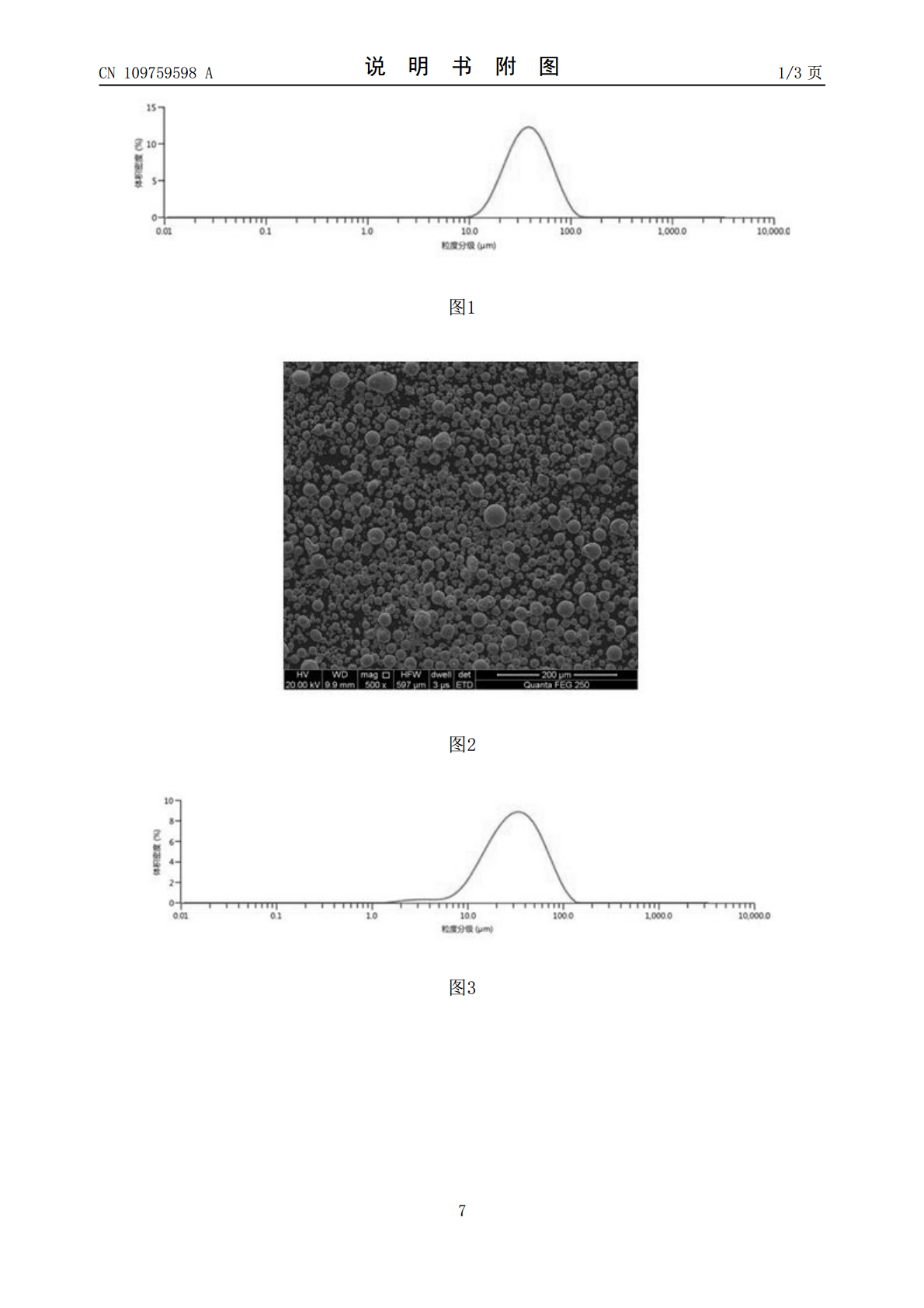
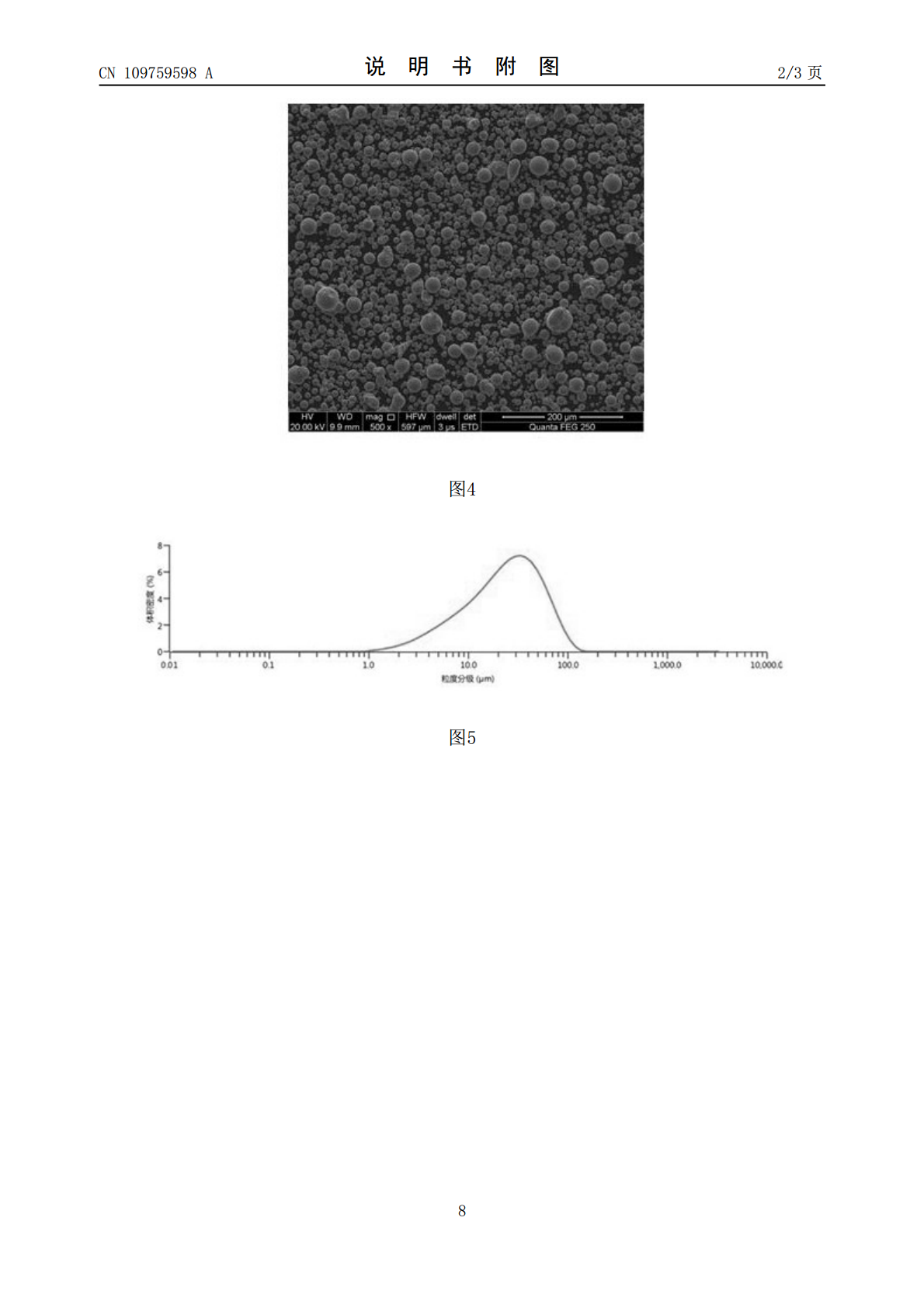
一种3D打印用GH4169镍基高温合金粉末的制备方法.pdf

是你****枝呀

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种3D打印用GH4169镍基高温合金粉末的制备方法.pdf
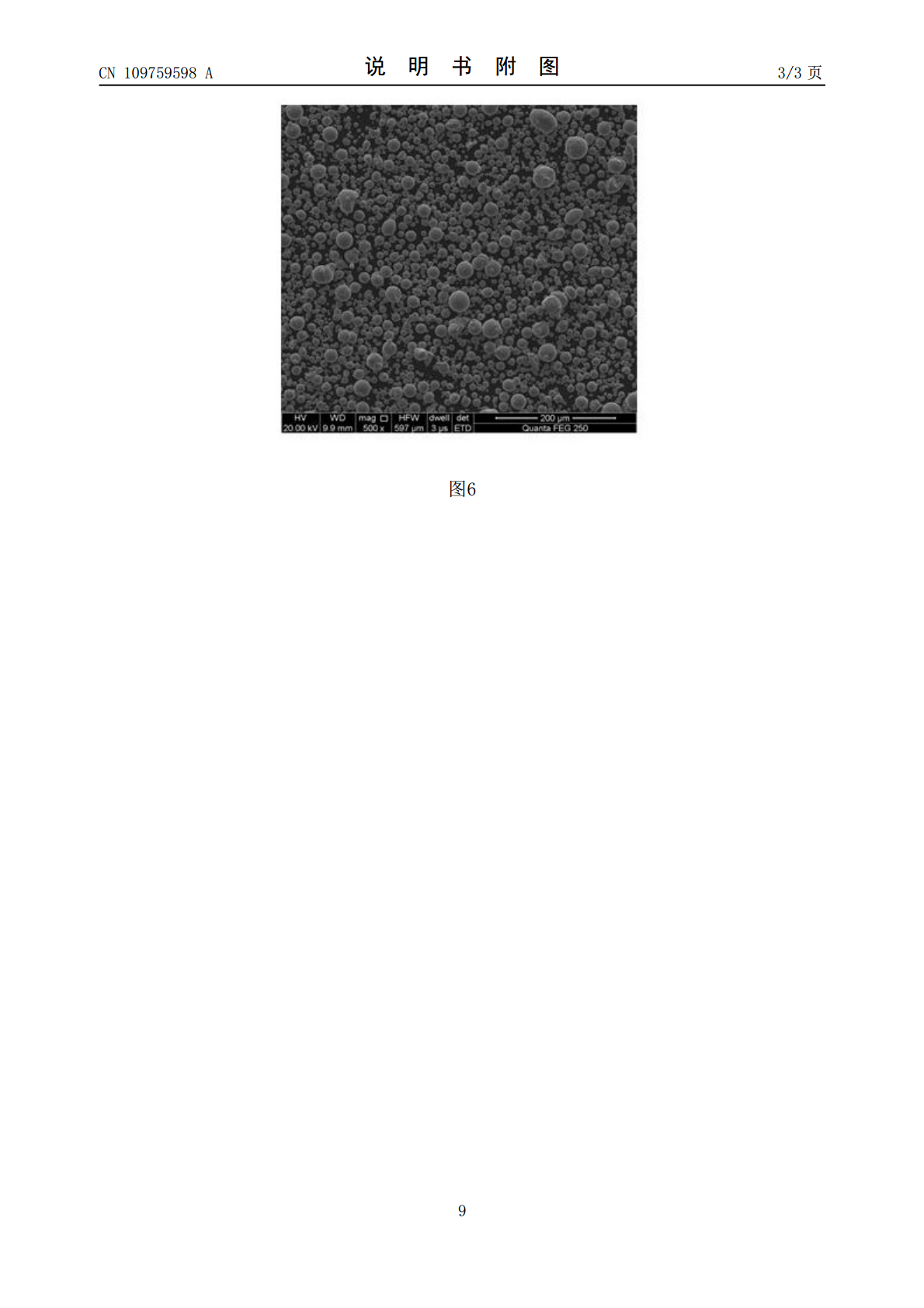
本发明属于3D打印用合金粉末制备技术领域,具体涉及一种3D打印用GH4169镍基高温合金粉末的制备方法,本方法首先采用真空感应熔炼炉制备GH4169母合金试棒,之后用紧耦合氩气雾化技术进行雾化制粉,最后采用超声振动分级去除>55µm的粗粉,采用气流分级去除
3D打印用镍基合金粉末的制备方法.pdf
本发明提出了一种3D打印用镍基合金粉末的制备方法,包括以下步骤:1)原料准备:按照重量百分数计算,称取铁粉10~18%、铜粉2~5%、锆粉0.6~1.3%、钨粉4~8%、钛粉4.6~7.8%及锡粉3~6%,余量为镍粉;2)预处理:将原料加入真空感应炉并加入精炼剂熔炼,熔炼结束后,得纯化液;3)雾化;4)脱氧:将筛选后的粉末,进行脱氧处理,得到金属粉末。该方法制备的镍基合金粉末具有含氧量低、球形度高、空心球率低的优点。
一种3D打印用DD5镍基高温合金粉末的制备方法.pdf
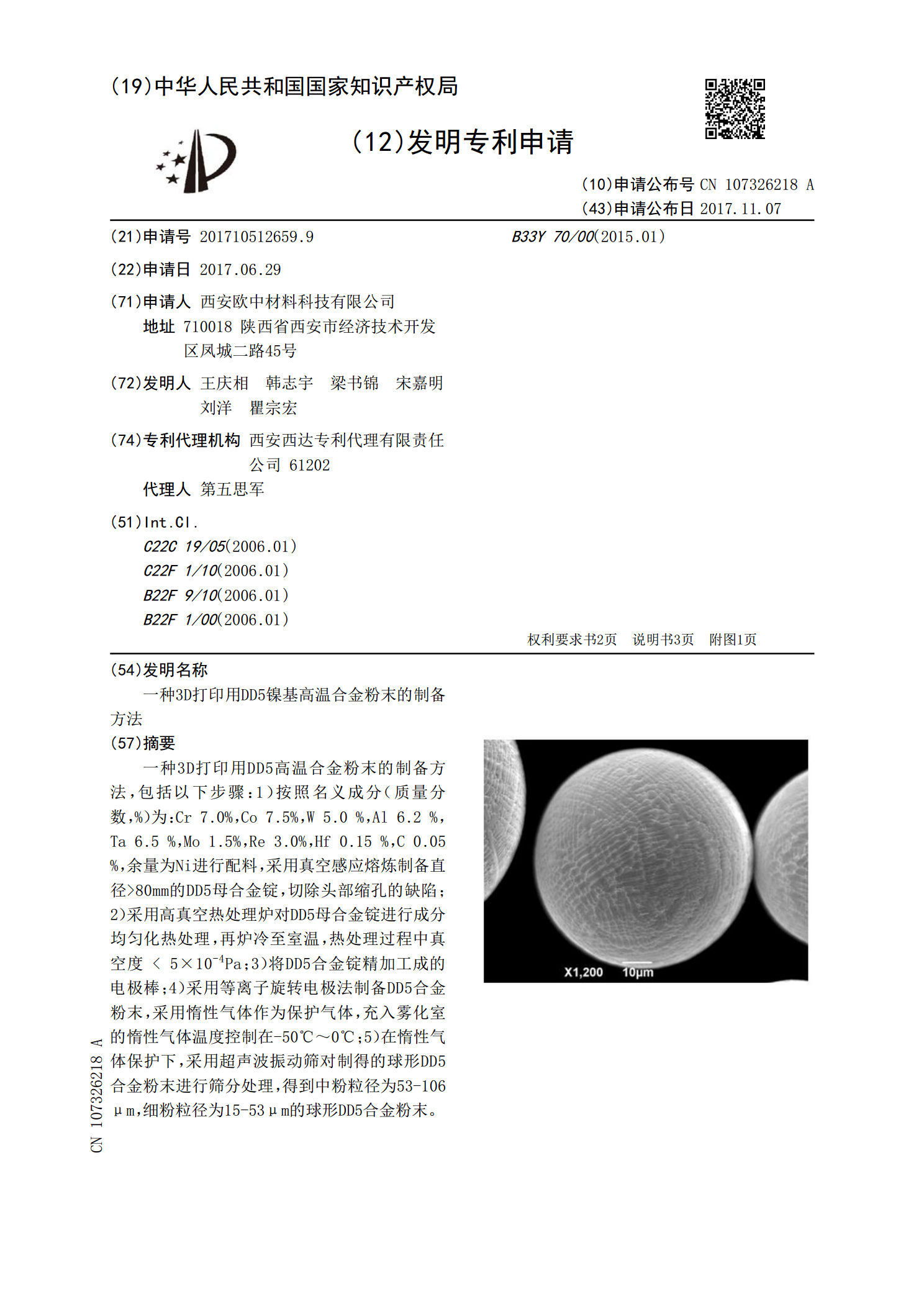
一种3D打印用DD5高温合金粉末的制备方法,包括以下步骤:1)按照名义成分(质量分数,%)为:Cr7.0%,Co7.5%,W5.0%,Al6.2%,Ta6.5%,Mo1.5%,Re3.0%,Hf0.15%,C0.05%,余量为Ni进行配料,采用真空感应熔炼制备直径>80mm的DD5母合金锭,切除头部缩孔的缺陷;2)采用高真空热处理炉对DD5母合金锭进行成分均匀化热处理,再炉冷至室温,热处理过程中真空度
一种3D打印用镍基高温合金粉及其制备方法.pdf
本发明公开了一种3D打印用镍基高温合金粉及其制备方法,以重量百分比计,合金粉的化学组成为,Ni?50-80%,Al?3-7%、Si≤?1%、Ti1-?6%?、V?0.1-1%、Cr2-?10%、Mn≤?1%、Fe?1.68%、Co?8-15%;其制备步骤为:(1)按重量比称取原料,放入真空熔炼炉中熔炼为液体;(2)将步骤(1)中得到的熔炼液体在过热度20-40℃下用高压氩气下进行雾化,得到合金粉末;(3)将步骤(2)中得到的合金粉末在氩气保护下进行高温退火处理后,进行振动筛分,冷却后分级真空包装,即得到所
一种3D打印用高温合金粉末的制备方法.pdf
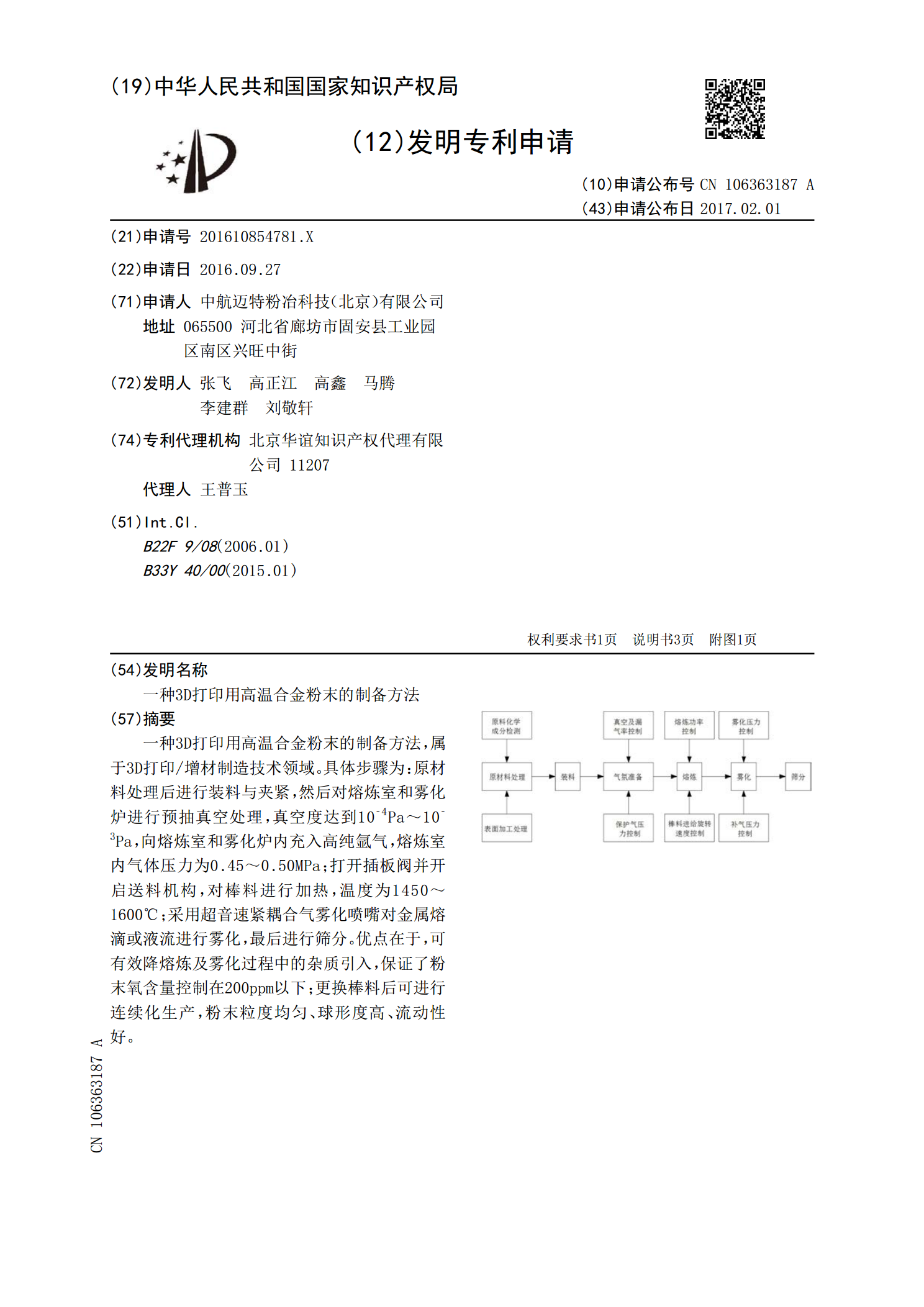
一种3D打印用高温合金粉末的制备方法,属于3D打印/增材制造技术领域。具体步骤为:原材料处理后进行装料与夹紧,然后对熔炼室和雾化炉进行预抽真空处理,真空度达到10