
基于悬吊式热膨胀的换热器及其制备工艺.pdf

努力****绮亦


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于悬吊式热膨胀的换热器及其制备工艺.pdf
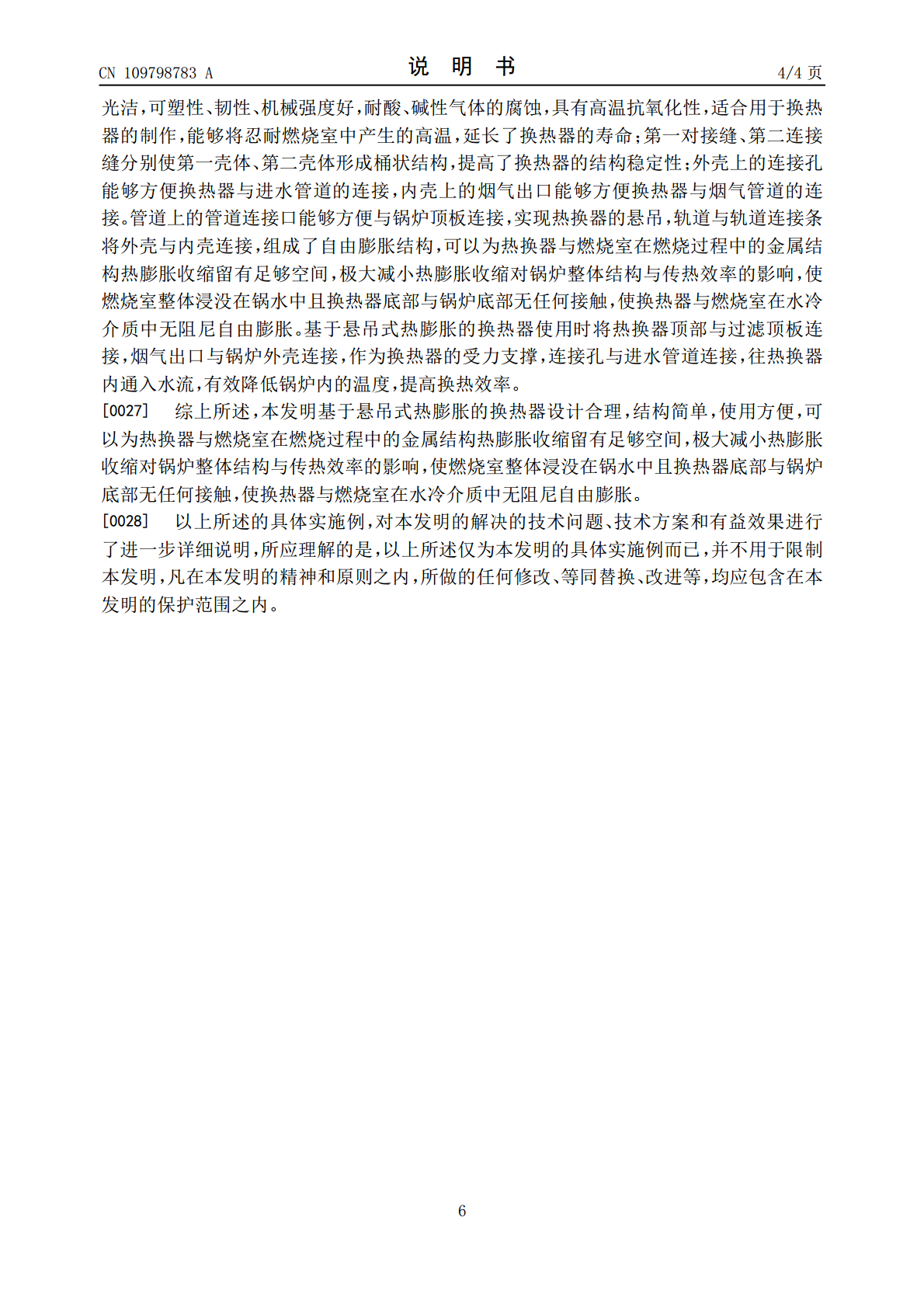
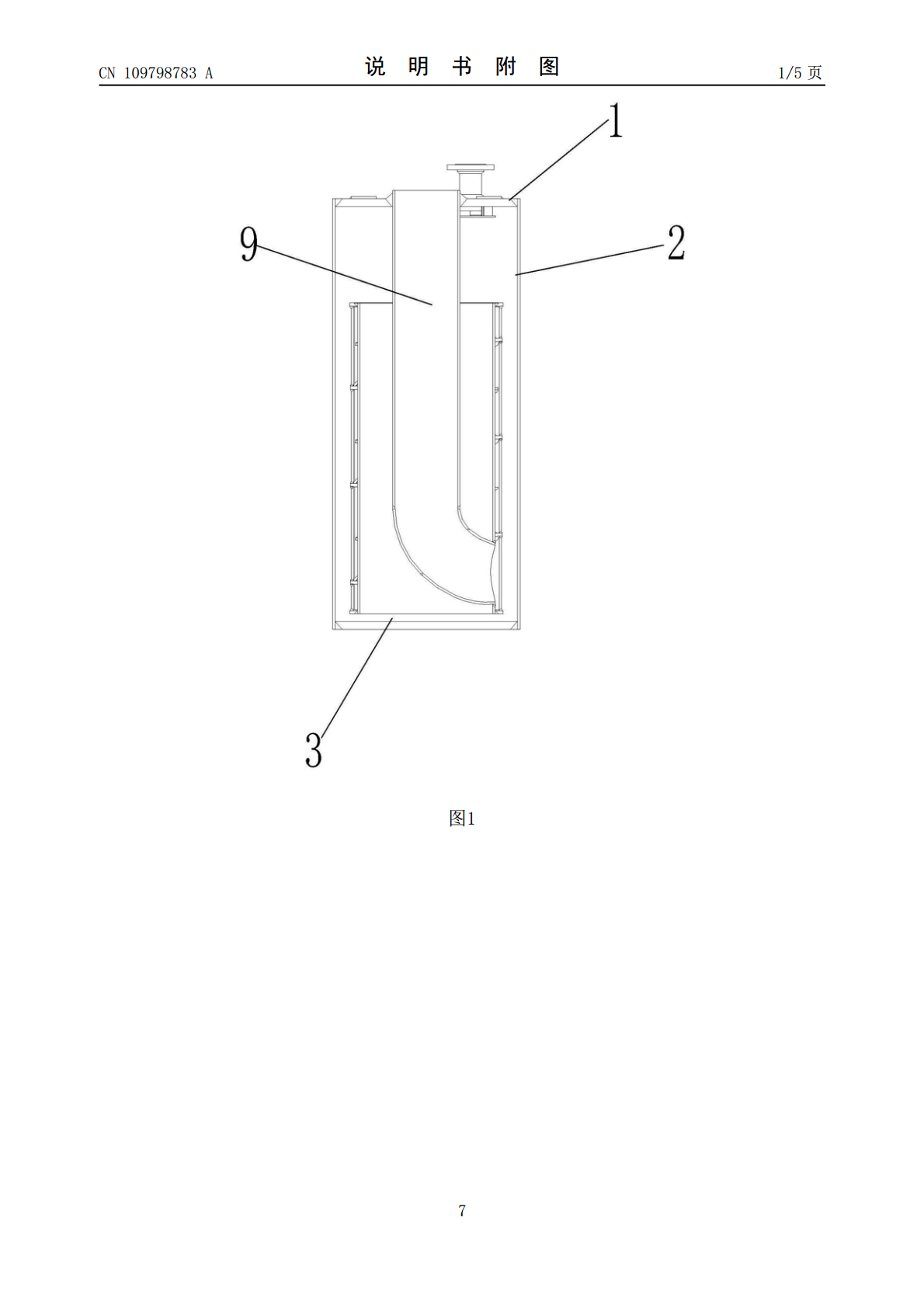
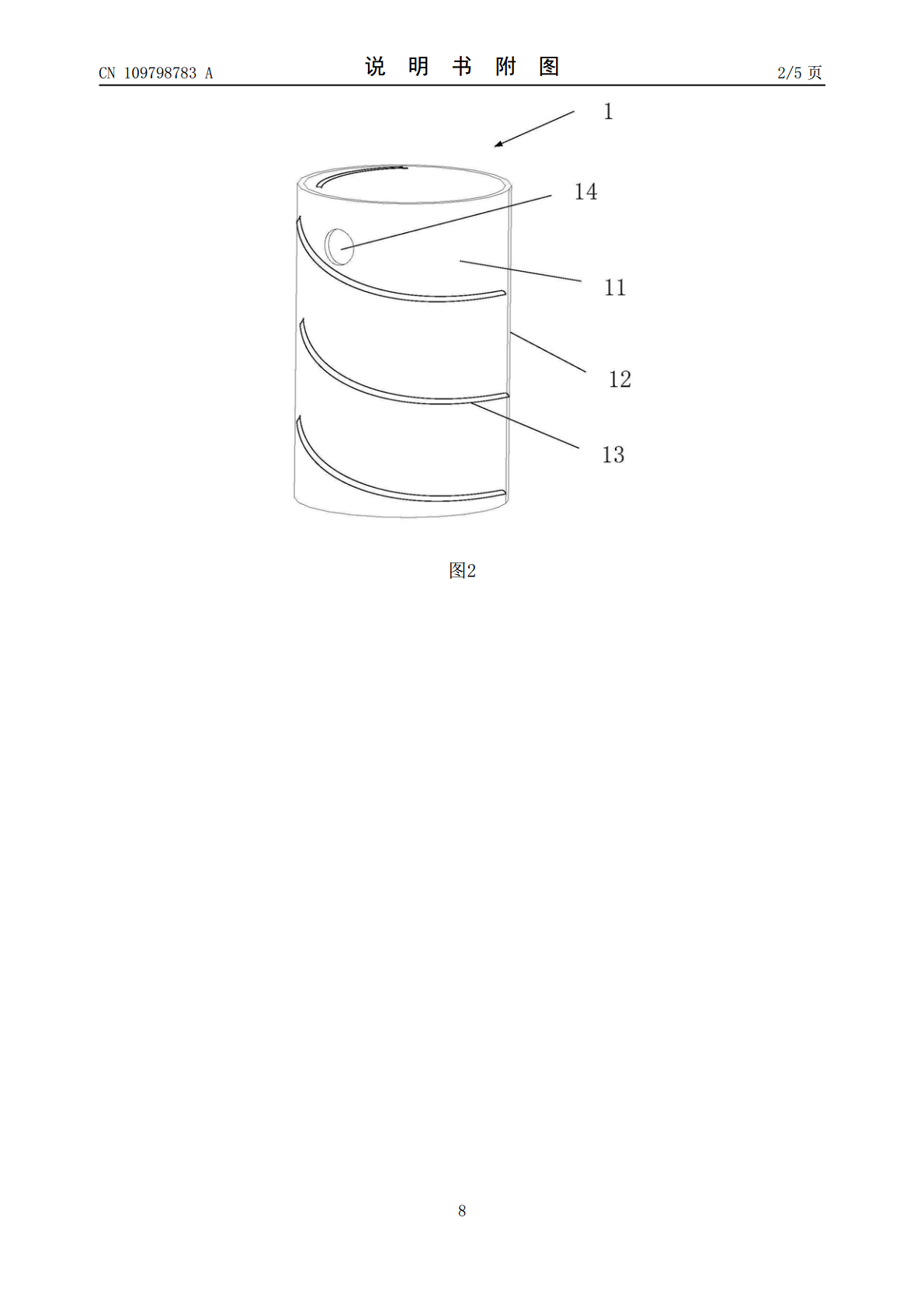
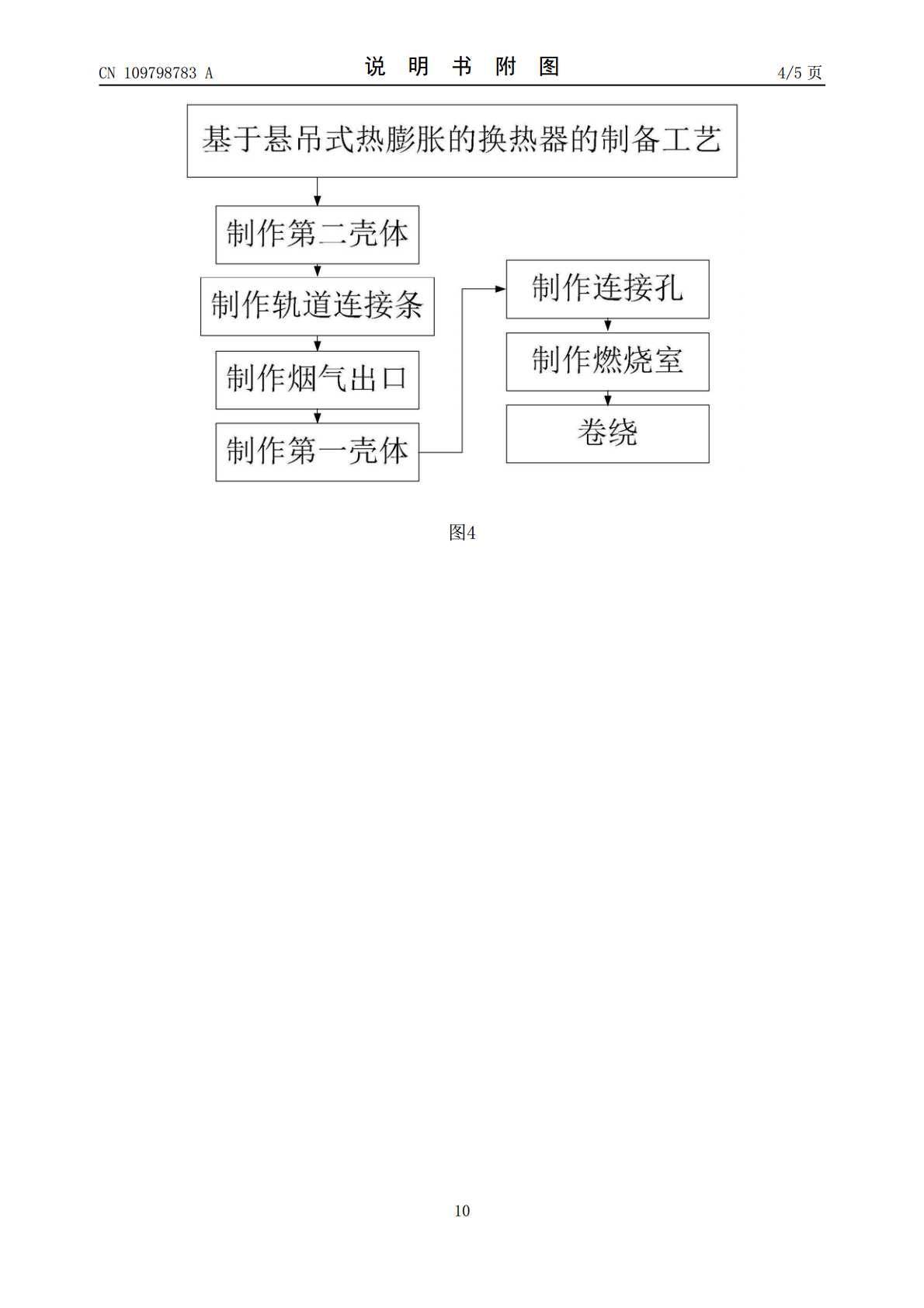
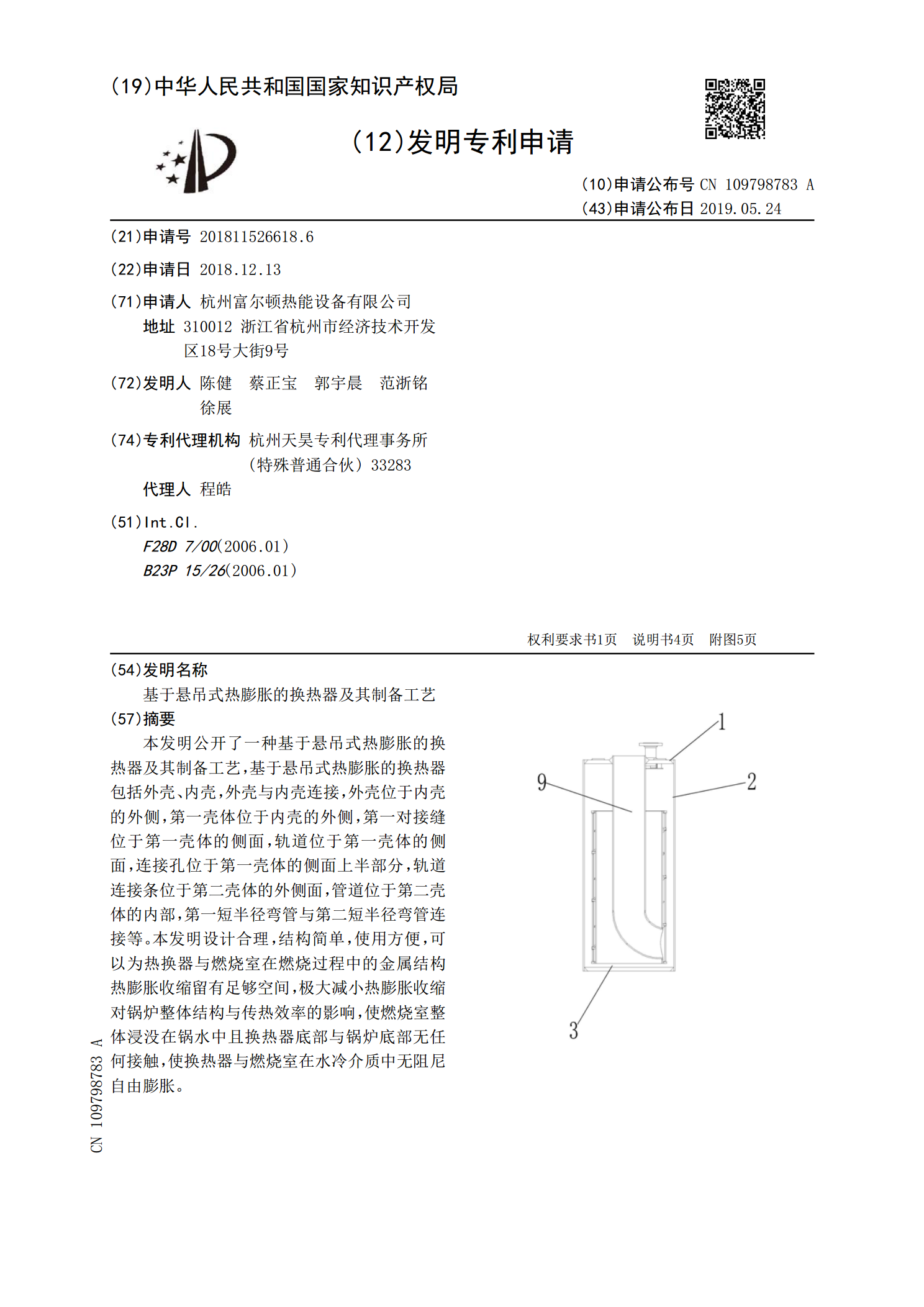
本发明公开了一种基于悬吊式热膨胀的换热器及其制备工艺,基于悬吊式热膨胀的换热器包括外壳、内壳,外壳与内壳连接,外壳位于内壳的外侧,第一壳体位于内壳的外侧,第一对接缝位于第一壳体的侧面,轨道位于第一壳体的侧面,连接孔位于第一壳体的侧面上半部分,轨道连接条位于第二壳体的外侧面,管道位于第二壳体的内部,第一短半径弯管与第二短半径弯管连接等。本发明设计合理,结构简单,使用方便,可以为热换器与燃烧室在燃烧过程中的金属结构热膨胀收缩留有足够空间,极大减小热膨胀收缩对锅炉整体结构与传热效率的影响,使燃烧室整体浸没在锅水
吹胀式换热器加工用阻轧乳液及其制备工艺和使用方法.pdf
本发明公开了一种吹胀式换热器加工用阻轧乳液及其制备方法和使用方法,吹胀式换热器加工用阻轧乳液含有的组分和各组分质量百分比如下:石墨乳:75%~85%;乙二醇、丙三醇、异丙醇中的至少一种:1.5%~5%;氧化锌、氯化锌、硫酸锌、偏锌酸钠、氮化镁中的至少一种:0.5%~2.5%;硅酸钠、碳酸钠、硫酸镁中的至少一种:0.2%~0.8%;树胶、蜂胶、石蜡、矿物油中的至少一种:1.2%~6.8%;羧甲基纤维素、石墨烯乳液中的至少一种:0.2%~1.2%;余量为水,以上组分总计100%。本发明特别适用于流通介质为水或

螺旋绕管式换热器的特点及其制造工艺研究.docx
螺旋绕管式换热器的特点及其制造工艺研究螺旋绕管式换热器的特点及其制造工艺研究摘要:螺旋绕管式换热器是一种高效、紧凑的换热设备,广泛应用于化工、医药、农业和食品等行业。本文通过对螺旋绕管式换热器的特点及其制造工艺的研究,分析了其在换热效率、节能性能、应用范围等方面的优势,并探讨了制造工艺在提高换热器性能方面的作用。研究结果表明,螺旋绕管式换热器具有紧凑型结构、高换热效率、强化传热和防堵性能等特点,制造工艺应注重材料选择、焊接工艺和表面处理等方面。关键词:螺旋绕管式换热器;换热效率;节能性能;制造工艺一、引言

悬吊式顶棚装饰工艺流程.doc
悬吊式顶棚装饰工艺流程(一)悬吊式顶棚的构造悬吊式顶棚一般由三个部分组成:吊杆、骨架、面层。1.吊杆(1)吊杆的作用:承受吊顶面层和龙骨架的荷载,并将这茶载传递给屋顶的承重结构。(2)吊杆的材料:大多使用钢筋。2.骨架骨架的作用:承受吊顶面层的荷载,并将荷载通过吊杆传给屋顶承重结构。骨架的材料:有木龙骨架、轻钢龙骨架、铝合金龙骨架等。骨架的结构:主要包括主龙骨、次龙骨和搁栅、次搁栅、小搁机所形成的网架体系。轻钢龙骨和铝合金龙骨在T型、U型、LT型及各种异型龙骨等。3.面层面层的作用:装饰室内空间,以及吸声
悬吊式顶棚装饰工艺流程.doc
悬吊式顶棚装饰工艺流程(一)悬吊式顶棚的构造悬吊式顶棚一般由三个部分组成:吊杆、骨架、面层。1.吊杆(1)吊杆的作用:承受吊顶面层和龙骨架的荷载,并将这茶载传递给屋顶的承重结构。(2)吊杆的材料:大多使用钢筋。2.骨架骨架的作用:承受吊顶面层的荷载,并将荷载通过吊杆传给屋顶承重结构。骨架的材料:有木龙骨架、轻钢龙骨架、铝合金龙骨架等。骨架的结构:主要包括主龙骨、次龙骨和搁栅、次搁栅、小搁机所形成的网架体系。轻钢龙骨和铝合金龙骨在T型、U型、LT型及各种异型龙骨等。3.面层面层的作用:装饰室内空间,以及吸声