
一种铁基非晶薄带材连续制备的方法.pdf

春兰****89

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铁基非晶薄带材连续制备的方法.pdf
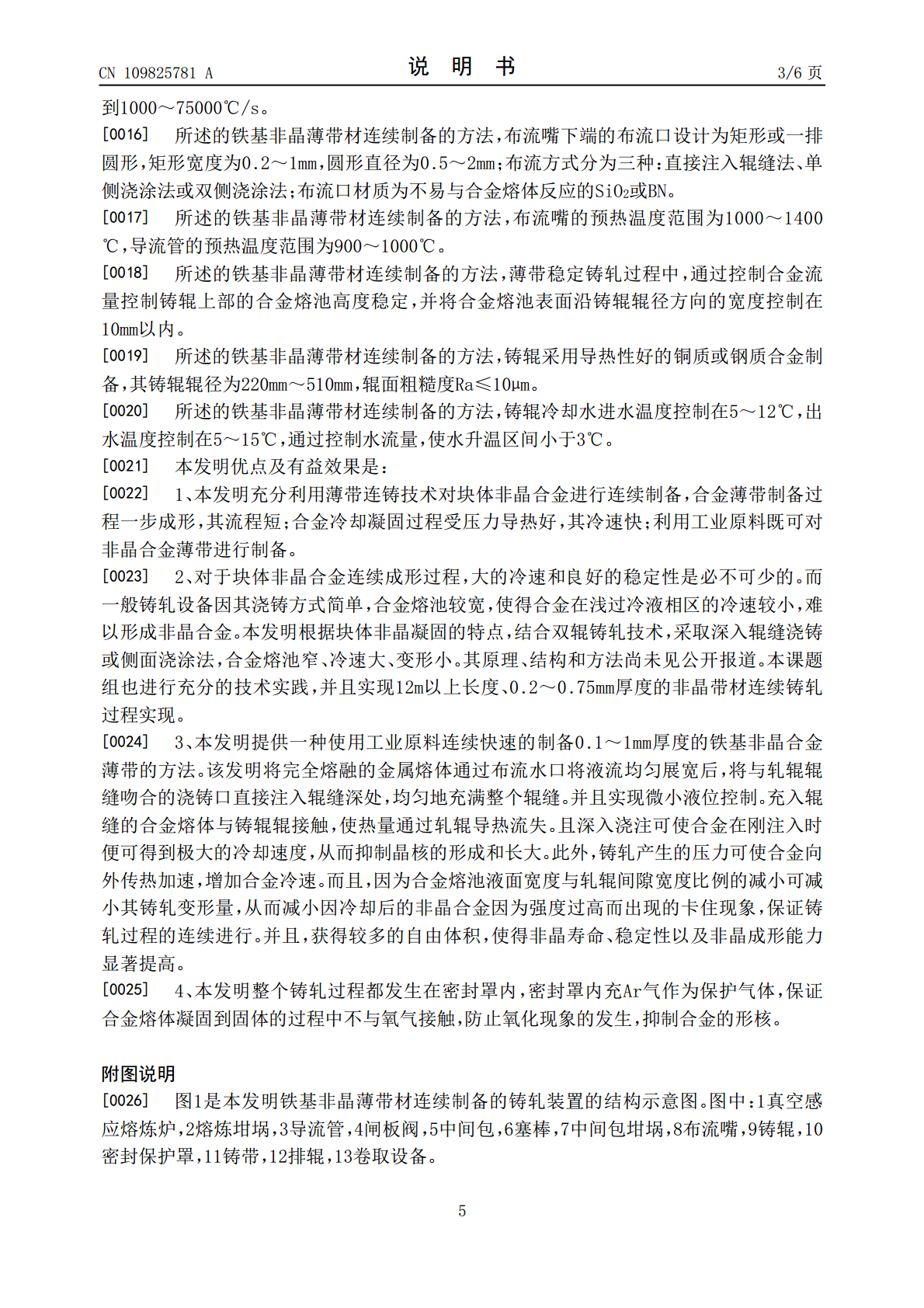
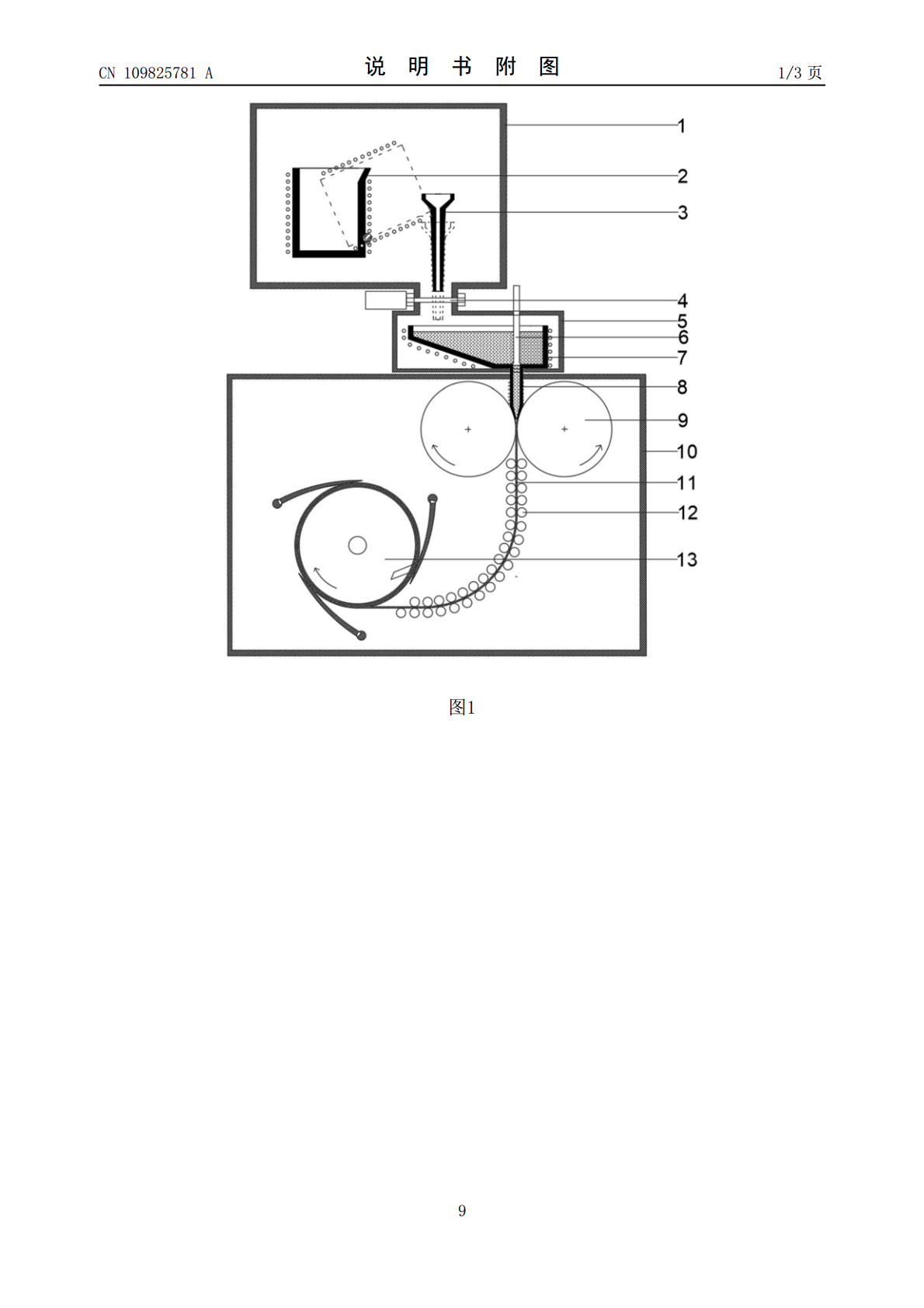
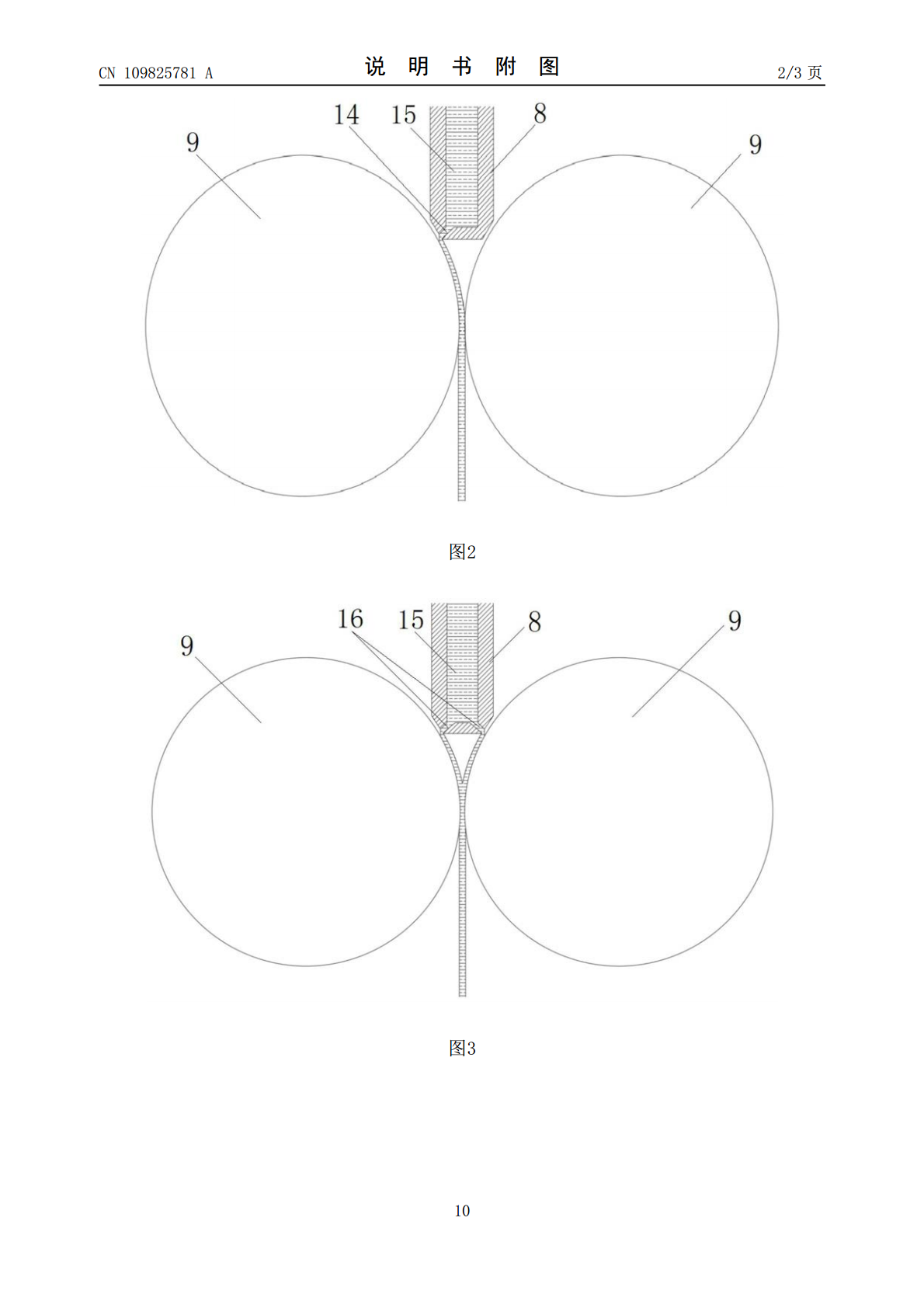
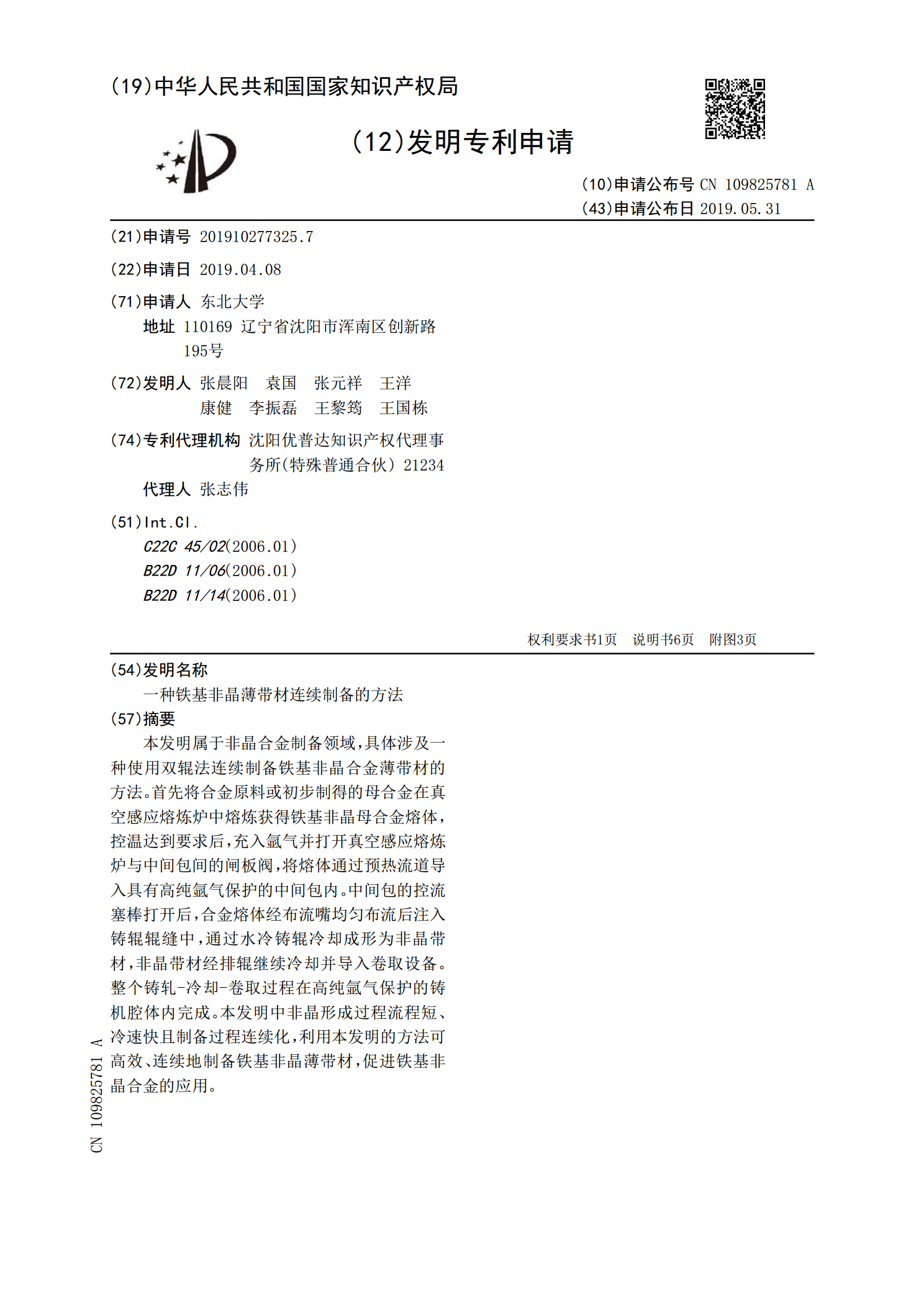
本发明属于非晶合金制备领域,具体涉及一种使用双辊法连续制备铁基非晶合金薄带材的方法。首先将合金原料或初步制得的母合金在真空感应熔炼炉中熔炼获得铁基非晶母合金熔体,控温达到要求后,充入氩气并打开真空感应熔炼炉与中间包间的闸板阀,将熔体通过预热流道导入具有高纯氩气保护的中间包内。中间包的控流塞棒打开后,合金熔体经布流嘴均匀布流后注入铸辊辊缝中,通过水冷铸辊冷却成形为非晶带材,非晶带材经排辊继续冷却并导入卷取设备。整个铸轧‑冷却‑卷取过程在高纯氩气保护的铸机腔体内完成。本发明中非晶形成过程流程短、冷速快且制备过
一种铜基非晶薄带材连续制备的方法.pdf
本发明属于非晶合金制备领域,具体涉及一种使用双辊法连续制备铜基非晶合金薄带材的方法。该方法将合金原料或初步制得的母合金在真空感应熔炼炉中熔炼获得铜基非晶母合金熔体,控温达到要求后,充入氩气并打开真空感应熔炼炉与中间包间的闸板阀,将熔体通过预热流道导入具有高纯氩气保护的中间包内。中间包的控流塞棒打开后,合金熔体经布流嘴均匀布流后注入铸辊辊缝中,通过水冷铸辊冷却成形为非晶带材,非晶带材经排辊继续冷却并导入卷取设备。整个铸轧‑冷却‑卷取过程在高纯氩气保护的铸机腔体内完成。本发明中非晶形成过程流程短、冷速快且制备
一种锆基非晶薄带材连续制备的方法.pdf
本发明属于非晶合金制备领域,具体涉及一种使用双辊法连续制备锆基非晶合金薄带材的方法。该方法将合金原料或初步制得的母合金在真空感应熔炼炉中熔炼获得锆基非晶母合金熔体,控温达到要求后,充入氩气并打开真空感应熔炼炉与中间包间的闸板阀,将熔体通过预热流道导入具有高纯氩气保护的中间包内。中间包的控流塞棒打开后,合金熔体经布流嘴均匀布流后注入铸辊辊缝中,通过水冷铸辊冷却成形为非晶带材,非晶带材经排辊继续冷却并导入卷取设备。整个铸轧‑冷却‑卷取过程在高纯氩气保护的铸机腔体内完成。本发明中非晶形成过程流程短、冷速快且制备
一种镍基非晶薄带材连续制备的方法.pdf
本发明属于非晶合金制备领域,具体涉及一种使用双辊法连续制备镍基非晶合金薄带材的方法。该方法将合金原料或初步制得的母合金在真空感应熔炼炉中熔炼获得镍基非晶母合金熔体。控温达到要求后,充入氩气并打开真空感应熔炼炉与中间包间的闸板阀,将熔体通过预热流道导入具有高纯氩气保护的中间包内。中间包的控流塞棒打开后,合金熔体经布流嘴均匀布流后注入铸辊辊缝中,通过水冷铸辊冷却成形为非晶带材,非晶带材经排辊继续冷却并导入卷取设备。整个铸轧‑冷却‑卷取过程在高纯氩气保护的铸机腔体内完成。本发明中非晶形成过程流程短、冷速快且制备
一种铁基非晶带材及其制备方法.pdf
本发明提供一种铁基非晶带材,所述的非晶带材采用的原料是利用再生资源,废旧钢材以及变压器铁芯,重新熔炼使其成分达到含铁90‑93%、硼2‑4%、硅3‑5%、碳0.5‑2%。一种铁基非晶带材的制备方法,包括熔炼步骤;所述的熔炼:熔炼温度为1200‑1250℃;熔炼炉功率为2800‑3200kw,熔炼炉的容量为5‑6吨,熔炼时间为50‑60min。所述非晶带材的饱和磁感强度Bs大于1.6T,最大导磁率>720000H/m,铁损为0.16W/kg,弹性模量为105GPa,维氏硬度900kg/mm