
一种圆珠笔头用易切削不锈钢的铋碲合金化方法.pdf

玉怡****文档

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆珠笔头用易切削不锈钢的铋碲合金化方法.pdf
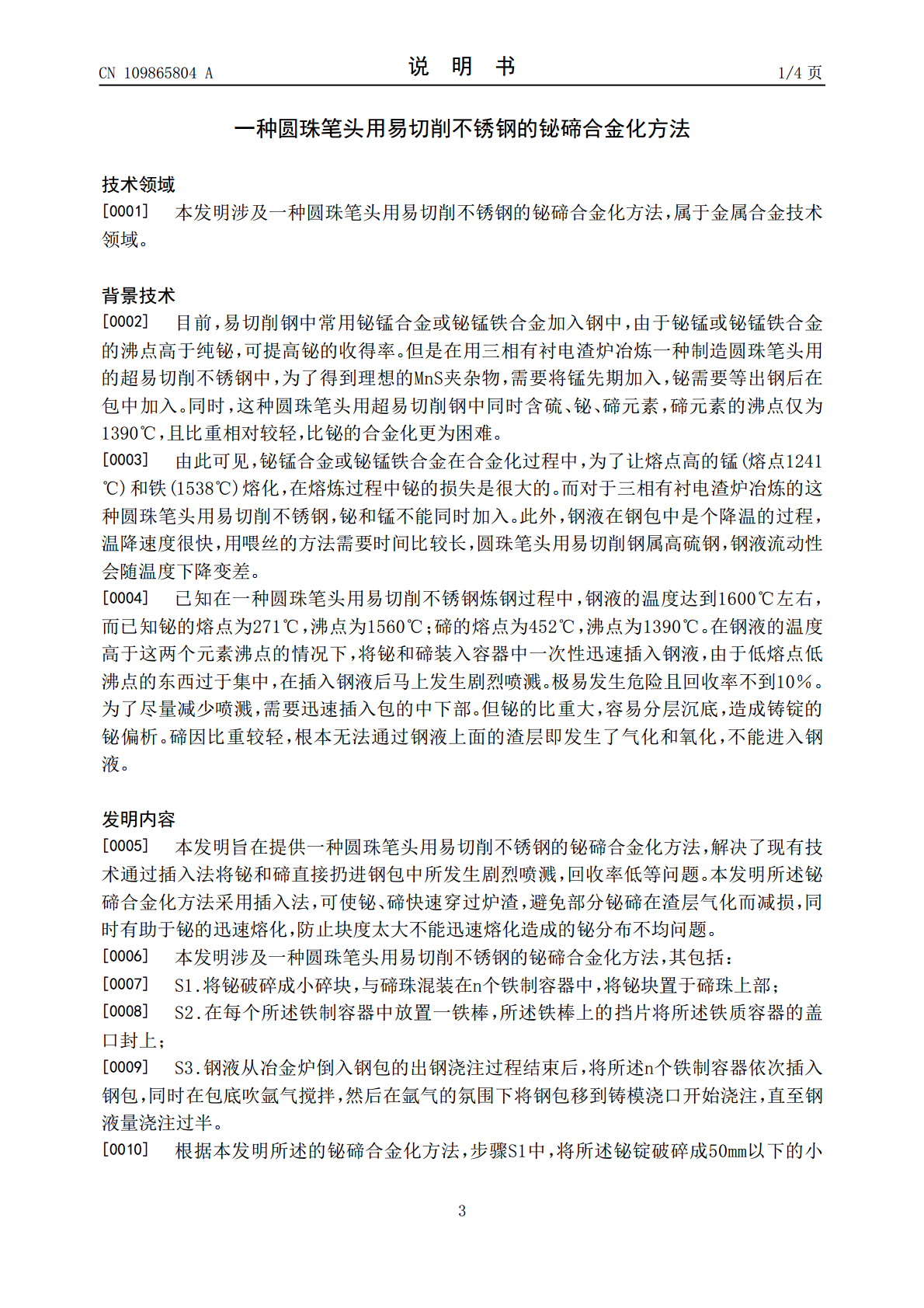
本发明公开了一种圆珠笔头用易切削不锈钢的铋碲合金化方法,其包括:将铋破碎成小碎块,与碲珠混装在n个铁制容器中,将铋块置于碲珠上部;在每个所述铁制容器中放置一铁棒,所述铁棒上的挡片将所述铁质容器的盖口封上;钢液从冶炼炉倒入钢包的浇注结束后,将所述n个铁制容器依次插入钢包,同时在包底吹氩气搅拌并停留1‑3分钟,然后在氩气的氛围下将钢包移到铸模浇口开始浇注,直至钢液量浇注过半。本发明所述铋碲合金化方法采用插入法,可使铋、碲快速穿过炉渣,避免部分铋碲在渣层气化而减损,同时有助于铋的迅速熔化,防止块度太大不能迅速熔
一种三相有衬电渣炉冶炼圆珠笔头用高硫易切削不锈钢的硫合金化方法.pdf
本发明公开了一种三相有衬电渣炉冶炼圆珠笔头用高硫易切削不锈钢的硫合金化方法,步骤包括:在冶炼高硫的易切削不锈钢前,先洗炉,出钢后将其所用炉渣量的部分返回炼钢炉,在炼钢炉中补充新渣,加入高硫易切削不锈钢的合金钢锭冶炼,冶炼过程中扒除部分炉渣后添加等重量的熔渣完成换渣;换渣后向炉中加入硫化亚铁,快速搅拌,给电升温使炉内炉渣保持高温,同时进行联合脱氧,联合脱氧完成后出钢,出钢过程中加碲,得到高硫易切削不锈钢。本发明高硫易切削不锈钢制备过程中,硫化亚铁不易喷溅,且脱氧较易进行,能够实现合金元素硫含量和氧含量的精准

含不同易切削元素的笔头用易切削不锈钢微观组织的研究.pptx
添加副标题目录PART01研究背景研究目的PART02成分设计制备方法PART03金相显微镜观察扫描电子显微镜观察透射电子显微镜观察电子探针分析PART04对相组成的影响对晶粒尺寸和形貌的影响对第二相分布的影响PART05切削力与微观组织的关系切削温度与微观组织的关系刀具磨损与微观组织的关系PART06研究结论研究展望感谢您的观看
一种铋锑碲合金靶材的制备方法.pdf
本发明揭示了一种铋锑碲合金靶材的制备方法,包括:按铋锑碲合金靶材所需的配比称量铋原料、锑原料和碲原料;将铋原料、锑原料和碲原料置于玻璃管内进行抽真空后封管,并加热熔炼后得到铋锑碲合金熔体;将铋锑碲合金熔体置于拉晶炉内进行区域熔炼后得到铋锑碲合金锭;将铋锑碲合金锭进行粉碎并筛分后得到第一铋锑碲合金粉末;将铋锑碲合金粉末置于球磨机内反复研磨后得到第二铋锑碲合金粉末;将第二铋锑碲合金粉末置于石墨模具内,然后放入烧结设备中进行烧结后得到铋锑碲合金靶坯;将铋锑碲合金靶坯进行机加工后,得到铋锑碲合金靶材。本发明制备得
一种钙碲稀土复合处理的超易切削不锈钢及其制备方法.pdf
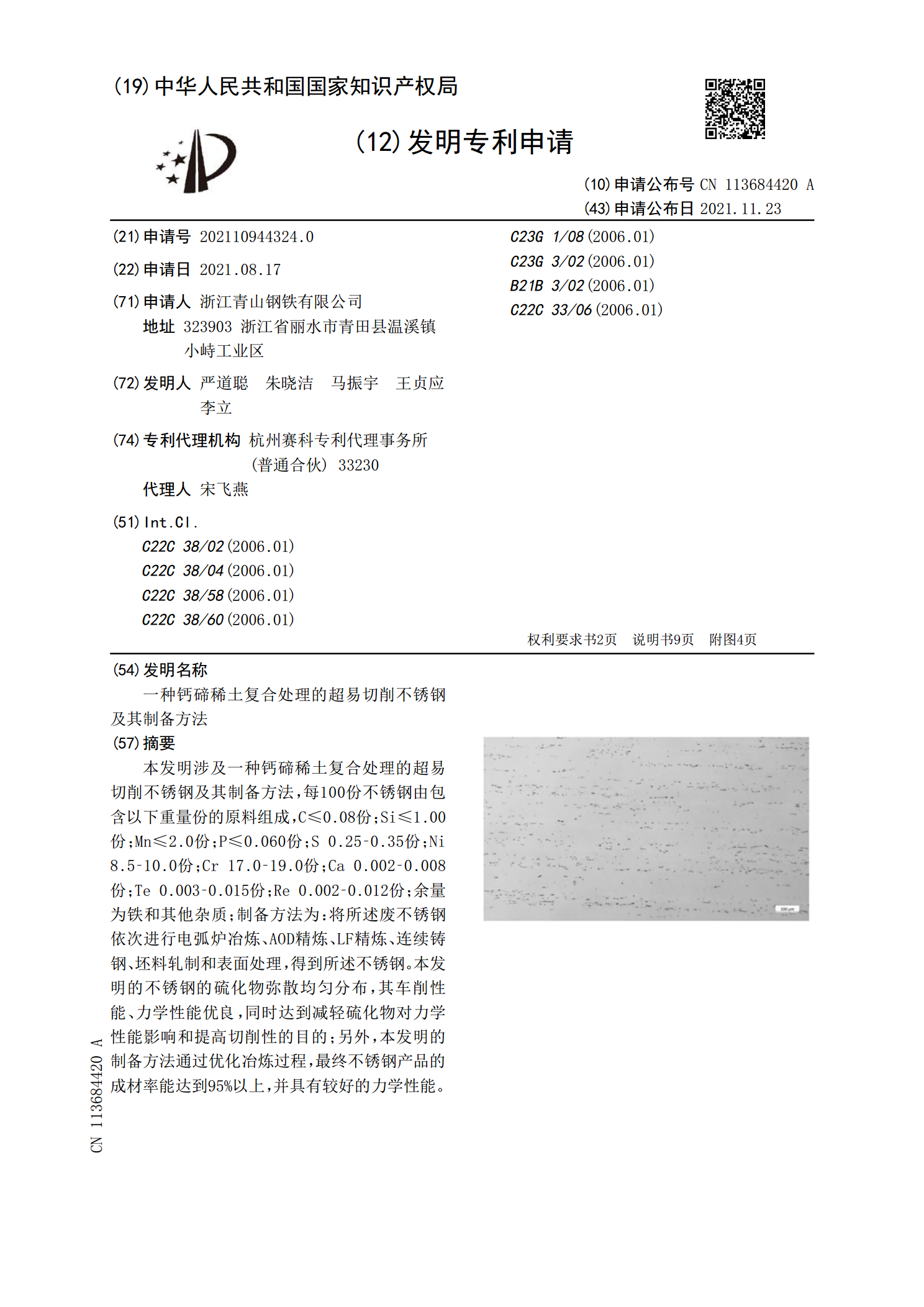
本发明涉及一种钙碲稀土复合处理的超易切削不锈钢及其制备方法,每100份不锈钢由包含以下重量份的原料组成,C≤0.08份;Si≤1.00份;Mn≤2.0份;P≤0.060份;S0.25‑0.35份;Ni8.5‑10.0份;Cr17.0‑19.0份;Ca0.002‑0.008份;Te0.003‑0.015份;Re0.002‑0.012份;余量为铁和其他杂质;制备方法为:将所述废不锈钢依次进行电弧炉冶炼、AOD精炼、LF精炼、连续铸钢、坯料轧制和表面处理,得到所述不锈钢。本发明的不锈钢的硫化物弥散均