
冲压铁壳免清洗制程方法.pdf

书生****写意

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冲压铁壳免清洗制程方法.pdf
本发明公开一种冲压铁壳免清洗制程方法,包括以下步骤S1:将待处理的铁壳板材加热至80℃~90℃,然后在待处理的铁片表面涂覆一层涂覆物A;S2:经过经过S1步骤处理的铁壳板材预冷至25‑30℃,然后再在其表面涂覆一层涂覆物B;S3:铁片进入冲压模具中,将冲压模具加热至110~120℃,在所述冲压模具上喷涂悬浮液C;S4:按设定的压力启动压机进行冲压,所述冲压分三次拉伸;S5:冲压件进入隧道炉中,高温加热使冲压件表面的涂覆物A、涂覆物B、悬浮液C的随着高温蒸发而去除;S6:作业员看机收料摆盘。本发明的冲压铁壳
冲压制程检验项目及铁材常识简报.ppt
A﹑沖壓制程檢驗項目一﹑定義二﹑沖壓常見不良分析三﹑沖壓首件檢驗及依據四﹑制程巡回檢驗內容<1>四﹑制程巡回檢驗內容<2>四﹑制程巡回檢驗內容<3>四﹑制程巡回檢驗內容<4>五﹑沖壓制程檢驗注意事項<1>五﹑沖壓制程檢驗注意事項<2>B﹑鐵件教材一﹑各鋼種之英文簡稱二﹑熱軋鋼片的特性(1)二﹑熱軋鋼片的特性(2)二﹑熱軋鋼片的特性(3)二﹑熱軋鋼片的特性(4)三﹑熱軋產品之選用四﹑加工失敗之案例選用(1)四﹑加工失敗之案例選用(2)四﹑加工失敗之案例選用(3)五﹑冷軋鋼片的特性(1)五﹑冷軋鋼片的特性(2
冲压制程检验项目及铁材常识简报.ppt
A﹑沖壓制程檢驗項目一﹑定義二﹑沖壓常見不良分析三﹑沖壓首件檢驗及依據四﹑制程巡回檢驗內容<1>四﹑制程巡回檢驗內容<2>四﹑制程巡回檢驗內容<3>四﹑制程巡回檢驗內容<4>五﹑沖壓制程檢驗注意事項<1>五﹑沖壓制程檢驗注意事項<2>B﹑鐵件教材一﹑各鋼種之英文簡稱二﹑熱軋鋼片的特性(1)二﹑熱軋鋼片的特性(2)二﹑熱軋鋼片的特性(3)二﹑熱軋鋼片的特性(4)三﹑熱軋產品之選用四﹑加工失敗之案例選用(1)四﹑加工失敗之案例選用(2)四﹑加工失敗之案例選用(3)五﹑冷軋鋼片的特性(1)五﹑冷軋鋼片的特性(2

一种免清洗铜铝薄片冲压油.pdf
本发明提供一种免清洗铜铝薄片冲压油,涉及冲压油组合物技术领域,在传统的免清洗铜铝薄片冲压油的制备基础上,通过设置抗静电添加剂,可增加冲压油的导电性能和增强吸湿性能,加速静电泄漏,减少静电聚集,消除静电危害,避免冲压油在高速流动的过程中,产生较大电压的情况,确保了冲压油的使用安全,同时该冲压油组合物选用的均是异构化烷烃溶剂,相比普通的烷烃溶剂,纯度高,具有极低的残留量,可挥发的溶剂基础油占比99.8%以上,环保性更好,通过选用极压性更好的润滑剂,使冲压油具有优异的润滑性,同时在金属减活剂等添加剂的作用下,使
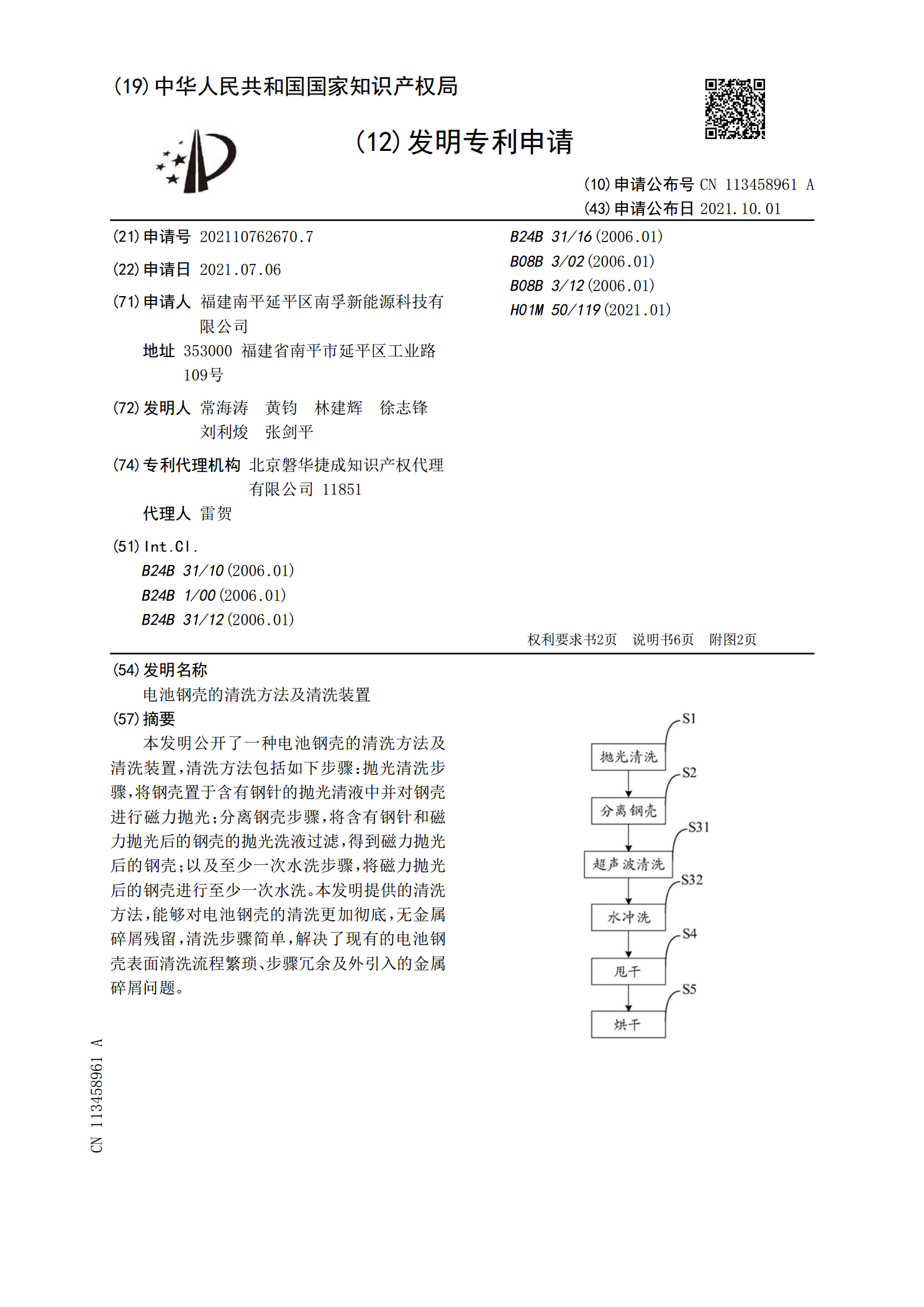
电池钢壳的清洗方法及清洗装置.pdf
本发明公开了一种电池钢壳的清洗方法及清洗装置,清洗方法包括如下步骤:抛光清洗步骤,将钢壳置于含有钢针的抛光清液中并对钢壳进行磁力抛光;分离钢壳步骤,将含有钢针和磁力抛光后的钢壳的抛光洗液过滤,得到磁力抛光后的钢壳;以及至少一次水洗步骤,将磁力抛光后的钢壳进行至少一次水洗。本发明提供的清洗方法,能够对电池钢壳的清洗更加彻底,无金属碎屑残留,清洗步骤简单,解决了现有的电池钢壳表面清洗流程繁琐、步骤冗余及外引入的金属碎屑问题。